一种复合锂带、锂金属电池及制备方法与流程
1.本发明涉及锂电池领域,具体涉及一种复合锂带、锂金属电池及制备方法。
背景技术:
2.为了提高电池的功率密度,需要使用可大倍率放电的超薄正极及与之容量匹配的超薄负极。在与目前含锂正极材料相匹配的体系中,锂负极必然大大过量,因此需要通过降低锂负极的用量、减少负极的无效质量,从而进一步提升锂金属电池的质量能量密度,锂带的超薄化是必然趋势(小于100um)。
3.锂金属质软、延展性大并且比强度不高,锂带越薄,其可加工性与强度越小,且容易断裂、变形与粘辊;锂的化学性质比较活泼,易与空气中的水分发生反应,导致其性能下降。因此,锂金属电池的制造无法匹配现有的电池制造设备,且不能暴露在空气条件下进行连续化生产,阻碍了锂金属电池的商业化发展。
4.现有技术通过在锂带上加工涂层的方式以延长锂电池的使用寿命。但人工制造的类似sei膜一样的结构,并不能改变锂带的柔韧性,也不能在高含水的普通环境中使用。
技术实现要素:
5.本发明的目的是提供一种可兼容现有卷绕设备的复合锂带的制造方法,并能进一步将复合锂带在室内大气环境下加工成锂电池。
6.为了达到上述目的,本发明提供了一种复合锂带的制备方法,包括:
7.干燥环境中,将隔膜辊压在锂带上,所述隔膜包括第一隔膜和第二隔膜,分别辊压于所述锂带的上表面和下表面;
8.在所述第一隔膜内表面的边缘和所述第二隔膜内表面的边缘涂覆胶黏剂,使所述第一隔膜和所述第二隔膜黏合后,完全包覆所述锂带,得到复合锂带;
9.将所述复合锂带收卷。
10.可选地,对所述隔膜外表面进行疏水处理,包括:将所述隔膜浸泡于疏水剂中,或将疏水剂喷涂于所述隔膜外表面,最后烘干所述隔膜。
11.可选地,所述疏水剂为硅烷偶联剂。
12.可选地,在所述隔膜内表面涂覆陶瓷粉、纤维素或固态电解质。
13.可选地,辊压前,将极耳加工于所述隔膜或所述锂带上。
14.可选地,通过微压力器使所述第一隔膜和所述第二隔膜黏合。
15.可选地,所述隔膜的宽度大于所述锂带。
16.本发明还提供了一种复合锂带,通过上述方法制备,包括锂带和隔膜,所述隔膜包括覆盖于所述锂带上表面的第一隔膜和覆盖于所述锂带下表面的第二隔膜,所述复合锂带能够收卷。
17.本发明还提供了一种锂金属电池的制备方法,包括:通过上述方法制备复合锂带后,在室内条件下,复配正极材料,卷绕、裁切、封装所述复合锂带,得到锂金属电池。
18.本发明还提供了一种锂金属电池,通过上述方法制备。
19.本发明的有益效果为:
20.(1)通过本发明提供的方法,在韧性差、质地柔软的超薄锂带两侧包裹隔膜,能够增强金属锂带的强度,制得的复合锂带能够匹配现有的电池制造设备,并进行卷绕;锂带在韧性强的隔膜的包裹下,不会断裂,也不会粘辊。
21.(2)对隔膜进行疏水处理,使隔膜保护下的锂带能够免受空气中的水分干扰,收卷后的复合锂带可以在空气中进行加工,无需始终保持加工环境干燥。
22.(3)本发明提供的复合锂带的制备方法,可以兼容现有的锂电池制造设备,操作简单,节省成本,便于卷绕和封装等后续工作,实现锂金属电池的连续化生产。
附图说明
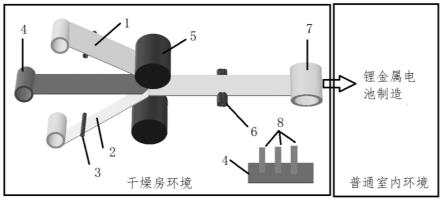
23.图1为本发明复合锂带制备过程示意图。
24.图中,1-隔膜外表面,2-隔膜内表面,3-涂抹辊轮,4-锂带,5-辊压机,6-微压力器,7-自动收卷设备,8-极耳。
具体实施方式
25.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.在本发明的描述中,需要说明的是,术语“上”“下”“左”“右”“垂直”“水平”“内”“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”“第二”“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
27.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
28.现有技术中,在干燥环境下通过辊压机把厚的锂块压制成薄的锂带,再将锂带裁剪后,与正极片和隔膜一层层组装成锂金属电池。由于锂带需要在干燥环境中加工,露点要在-30℃以上,而加工锂电池的设备体积很大,低水环境下的能耗巨大。
29.本发明提供了一种复合锂带的制备方法,该方法加工复合锂带时,能够与现有的锂电池加工设备兼容,制得的复合锂带能够直接在普通环境下进一步加工成锂金属电池。如图1所示,本发明提供的复合锂带的制备方法包括:
30.步骤1:干燥环境中,将隔膜2辊压在锂带4上。
31.所述隔膜包括第一隔膜和第二隔膜,第一隔膜辊压于所述锂带的上表面,第二隔膜辊压于所述锂带的下表面。
32.所述隔膜的宽度大于所述锂带,在一些实施例中,所述锂带的宽度为55mm,所述隔膜的宽度为61mm-65mm。锂带的厚度50μm-150μm,隔膜的厚度为25μm。
33.所述锂带可以是纯金属锂带,也可以是合金锂带,或者涂覆在金属箔上的锂带,对于钠电池来说,也可以是钠带及其延伸带。
34.在一些实施例中,通过辊压机5将第一隔膜和第二隔膜分别辊压在锂带4的上表面和下表面,辊压机5的间距为锂带和隔膜的厚度之和。
35.极耳8可以在辊压前用高分子胶黏贴在隔膜一边或提前压在锂带的固定位置上。极耳8为镍、镍网,铜镀镍、碳布、碳网或金属片全极耳,对高功率电极,优选为金属薄片全极耳。
36.步骤2:在隔膜内表面2的边缘涂覆胶黏剂。
37.在所述第一隔膜内表面的边缘和所述第二隔膜内表面的边缘涂覆胶黏剂,使所述第一隔膜和所述第二隔膜黏合后,完全包覆所述锂带,得到复合锂带。涂覆胶黏剂的步骤也可以在将隔膜辊压于锂带上之前。
38.在一些实施例中,通过微压力器6使上下两层隔膜的边缘黏结。通过调节微压力器6的压力,可以调节微压力器6之间的距离,使微压力器6之间的距离为第一隔膜和第二隔膜的厚度之和,起到封边作用,保证第一隔膜和第二隔膜通过高分子胶连接,达到隔绝空气中水分的作用。
39.涂覆胶黏剂前,对所述隔膜外表面1进行疏水处理,可以将所述隔膜浸泡于疏水剂中,或将疏水剂喷涂于所述隔膜外表面1,最后烘干所述隔膜。由于隔膜外表面1疏水,能够隔绝空气中的水分对锂带的腐蚀。优选地,疏水剂为硅烷偶联剂。
40.在一些实施例中,涂覆胶黏剂前,对隔膜内表面2进行涂覆处理,在隔膜内表面2涂覆陶瓷粉、纤维素或固态电解质,尤其是固态电解质,如硫化物固态电解质、聚合物固态电解质或氧化物类固态电解质等,这些固态电解质既可以使隔膜与锂带接触良好,加快锂离子传输,由于固态电解质的刚性压力,还可以有效减少锂枝晶生成,提高锂金属电池的安全性。
41.胶黏剂可以用涂抹辊轮3涂覆在隔膜内表面2的边缘,涂覆宽度为1mm-10mm,优选为2-5mm。
42.在一些实施例中,胶黏剂为pvdf、pvdf-hfp、cmc、sbr、聚酰亚胺或ptfe中的一种或几种,优选为聚酰亚胺双面胶。
43.步骤3:将所述复合锂带收卷。
44.本发明还提供了一种锂金属电池的制备方法,包括:将步骤3得到的复合锂带带出干燥环境,在无特殊处理的室内条件下进行锂金属电池的自动化制造,可根据电极正极片复配,进行圆柱或方形电池的卷绕、裁切、封装等工序,得到不同的锂金属电池。
45.实施例1
46.首先,在干燥房中,根据容量计算提前将宽20mm长度75mm的镍极耳提前压在宽度55mm的厚度为150um锂带上,锂带固定在锂带支架上。选用内面涂有纤维素、外面具有疏水性质的宽度为61mm的厚度为25um隔膜放在隔膜固定架上,使两卷隔膜内表面正对锂带,使锂带处于中间位置,并在隔膜边缘粘贴2mm宽的聚酰亚胺胶黏剂,然后通过压力调节辊压机的辊轮之间的距离为200-210um,使隔膜与锂带紧密贴合,继续通过微压力器6使上下两卷隔膜边缘粘结,最后进行收卷。收卷后的复合锂带可带出干燥房,在无需特殊处理的室内条件下进行锂金属电池的自动化制造,可根据电极正极片复配,进行圆柱或方形电池的卷绕、
裁切、封装等工序,制备不同型号,不同类型的锂金属电池。
47.实施例2
48.首先,在干燥房中,根据容量计算提前将宽20mm长度75mm的镍极耳提前压在宽度55mm的厚度为100um锂带上,锂带固定在锂带支架上。选用内面涂有纤维素、外面具有疏水性质的宽度为61mm、厚度为25um隔膜放在隔膜固定架上,使两卷隔膜内表面正对锂带,使锂带处于中间位置,并在隔膜边缘粘贴2mm宽的聚酰亚胺胶黏剂,然后通过压力调节辊压机的辊轮之间的距离为150-160um,使隔膜与锂带紧密贴合,继续通过微压力器6使上下两卷隔膜边缘粘结,最后进行收卷。收卷后的复合锂带可带出干燥房,在无需特殊处理的室内条件下进行锂金属电池的自动化制造,可根据电极正极片复配,进行圆柱或方形电池的卷绕、裁切、封装等工序,制备不同型号,不同类型的锂金属电池。
49.实施例3
50.首先,在干燥房中,根据容量计算提前将宽20mm长度75mm的镍极耳提前压在宽度55mm的厚度为50um锂带上,锂带固定在锂带支架上。选用内面涂有硫化物固态电解质粉、外面具有疏水性质的宽度为65mm、厚度为25um隔膜放在隔膜固定架上,使两卷隔膜内表面正对锂带,使锂带处于中间位置,并在隔膜对边缘粘贴3mm宽的聚酰亚胺胶黏剂,然后通过压力调节辊压机的辊轮之间的距离为100-110um,使隔膜与锂带紧密贴合,继续通过微压力器6使上下两卷隔膜边缘粘结,最后进行收卷。收卷后的复合锂带可带出干燥房,在无需特殊处理的室内条件下进行锂金属电池的自动化制造,可根据电极正极片复配,进行圆柱或方形电池的卷绕、裁切、封装等工序,制备不同型号,不同类型的锂金属电池。
51.将无隔膜包覆的100um锂带作为对比例,和实施例1-3中锂带分别从干燥房带出进行对比实验,具体结果如下表所示:
[0052][0053]
通过对比,隔膜密封包裹后的复合锂带能有效隔绝空气中水分对内部金属锂腐蚀,和无隔膜密封包覆的金属锂带相比,可以从干燥房带出,兼容目前锂离子电池制造设备现有环境,可以进行连续化作业,可以节约全部步骤需要在干燥房制备的能源,达到企业节能减排的目的。
[0054]
综上所述,通过本发明提供的方法,在韧性差、质地柔软的超薄锂带两侧包裹隔膜,能够增强金属锂带的强度,制得的复合锂带能够匹配现有的电池制造设备,并进行卷
绕;锂带在韧性强的隔膜的包裹下,不会断裂,也不会粘辊。
[0055]
尽管本发明的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本发明的限制。在本领域技术人员阅读了上述内容后,对于本发明的多种修改和替代都将是显而易见的。因此,本发明的保护范围应由所附的权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1