一种单边框膜电极热压成型装置的制作方法
1.本发明涉及一种成型装置,尤其涉及一种单边框膜电极热压成型装置。
背景技术:
2.膜电极热压成型,是将膜电极边框、扩散层与ccm型电极在一定的温度和压力下,热压成型,以得到膜电极组件,而单边框膜电极,也属于膜电极组件的一种,其在热压成型时,也需要根据上述步骤来进行热压。
3.目前,对膜电极热压成型的方式通常都是运用膜电极热压成型机来进行热压成型,在热压时,需将膜电极边框、扩散层与ccm型电极堆叠再一起,再放入膜电极热压成型机中,启动膜电极热压成型机来进行膜电极的成型。
4.由此可知,上述膜电极热压成型机在成型时,是由操作人员将膜电极边框、扩散层与ccm型电极堆叠放置,而在堆叠时,因材料在加工时大小的不同,热压成型后就容易导致膜电极组件形状不规则,进而影响膜电极组件在生产过程中的良品率。
5.同时,现有的膜电极热压成型机并未设置对膜电极边框、扩散层与ccm型电极进行滴胶的结构,在热压时,容易影响内部结构的密封性能。
6.因此,需要设计一种能够将材料切割成统一大小进行热压,且能够滴胶辅助进行热压的单边框膜电极热压成型装置。
技术实现要素:
7.为了克服现有的方式在热压时难以将材料切割成统一大小,容易影响热压成型后的良品率,且不能够进行滴胶,容易影响热压成型后的密封性能的缺点,本发明的技术问题为:提供一种能够将材料切割成统一大小进行热压,且能够滴胶辅助进行热压的单边框膜电极热压成型装置。
8.技术方案:一种单边框膜电极热压成型装置,包括有导向架、驱动件、移动板、热压机和置物块,导向架顶部左右两侧均安装有两个驱动件,四个驱动件之间设有移动板,移动板中部安装有热压机,导向架上滑动式连接有用于放置单边框膜电极材料的置物块,还包括有切割机构和涂胶机构,移动板上设有用于对材料进行切割的切割机构,切割机构与移动板之间设有用于往材料上涂胶的涂胶机构。
9.在本发明一个较佳实施例中,切割机构包括有切割件和第一弹性件,移动板上滑动式连接有用于对材料进行切割的切割件,切割件与移动板之间连接有两个第一弹性件。
10.在本发明一个较佳实施例中,涂胶机构包括有连接板、涂胶管和挤压块,置物块底部左右两侧均连接有两块连接板,四块连接板之间连接有涂胶管,切割件顶部前后左右四侧均连接有用于挤压涂胶管变形使涂胶管滴胶的挤压块。
11.在本发明一个较佳实施例中,还包括有用于锁住置物块的卡位机构,卡位机构包括有挤压架、卡杆和第三弹性件,移动板左右两侧均连接有挤压架,导向架左右两侧均滑动式连接有卡杆,两根卡杆分别位于两个挤压架正下方,挤压架用于挤压卡杆移动,卡杆与导
向架之间连接有第三弹性件,置物块左右两侧均开有卡孔,卡杆能够卡入卡孔内将置物块固定。
12.在本发明一个较佳实施例中,涂胶管由弹性材料制成,适于受挤压块挤压变形将胶水喷出。
13.在本发明一个较佳实施例中,还包括有用于将材料夹紧的夹紧机构,夹紧机构包括有压杆和第二弹性件,置物块上部左右两侧均滑动式连接有用于将材料夹紧的压杆,压杆与置物块之间连接有两个第二弹性件。
14.在本发明一个较佳实施例中,还包括有用于将置物块拉出的输送机构,输送机构包括有绕线轮和连接绳,导向架顶部前侧左右对称式转动连接有绕线轮,绕线轮上绕有连接绳,连接绳穿过导向架与置物块连接,连接绳能够在导向架上滑动。
15.在本发明一个较佳实施例中,还包括有连接杆和铲板,导向架顶部前侧对称式连接有连接杆,连接杆位于绕线轮后侧,两根连接杆之间连接有用于将热压成型的单边框膜电极一端铲起的铲板,铲板前侧下部与置物块顶部前侧接触。
16.与现有技术相比,本发明具有以下优点:1、本发明对单边框膜电极的材料进行热压时,能够通过切割件将材料切割成大小一致,再进行热压成型,以避免热压成型后的膜电极边缘大小不一,影响压制成型的良品率。
17.2、本发明在热压前,能够通过挤压块挤压涂胶管,往材料中涂抹胶水,以提高将材料热压成型后,单边框膜电极组件的密封性能。
18.3、本发明能够通过压杆将待加工的材料夹紧,以保证在加工过程中的稳定性。
19.4、本发明在将置物块取出时,能够通过转动绕线轮收线来将置物块拉出,无需人工手动将置物块拉出,避免热压后的置物块发热,烫伤操作人员。
附图说明
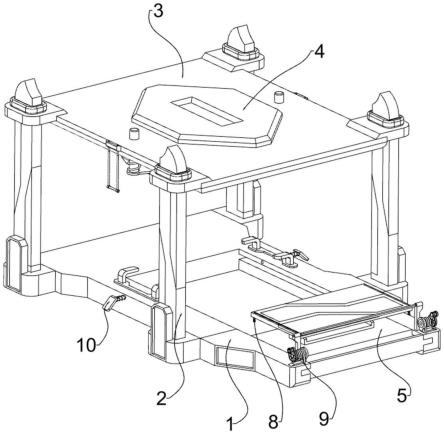
20.图1为本发明的立体结构示意图。
21.图2为本发明的第一部分立体结构示意图。
22.图3为本发明切割机构的立体结构示意图。
23.图4为本发明涂胶机构和卡位机构的立体结构示意图。
24.图5为本发明切割机构和涂胶机构的立体结构示意图。
25.图6为本发明的第二部分立体结构示意图。
26.图7为本发明的a部分放大图。
27.图8为本发明夹紧机构的立体结构示意图。
28.图9为本发明输送机构的立体结构示意图。
29.图10为本发明的b部分放大图。
30.图11为本发明连接杆、铲板等部件的立体结构示意图。
31.附图中各零部件的标记如下:1、导向架,2、驱动件,3、移动板,4、热压机,5、置物块,6、切割机构,61、切割件,62、第一弹性件,7、涂胶机构,71、连接板,72、涂胶管,73、挤压块,8、夹紧机构,81、压杆,82、第二弹性件,9、输送机构,91、绕线轮,92、连接绳,10、卡位机构,101、挤压架,102、卡杆,103、第三弹性件,104、卡孔,20、连接杆,21、铲板。
具体实施方式
32.尽管可关于特定应用或行业来描述本发明,但是本领域的技术人员将会认识到本发明的更广阔的适用性。本领域的普通技术人员将会认识到诸如:在上面、在下面、向上、向下等之类的术语是用于描述附图,而非表示对由所附权利要求限定的本发明范围的限制。诸如:第一或第二之类的任何数字标号仅为例示性的,而并非旨在以任何方式限制本发明的范围。
33.实施例1
34.一种单边框膜电极热压成型装置,如图1-5所示,包括有导向架1、驱动件2、移动板3、热压机4、置物块5、切割机构6和涂胶机构7,导向架1顶部左右两侧均安装有两个驱动件2,四个驱动件2之间设有移动板3,移动板3中部安装有热压机4,导向架1上滑动式连接有置物块5,移动板3上设有切割机构6,切割机构6与移动板3之间设有涂胶机构7。
35.如图3和图5所示,切割机构6包括有切割件61和第一弹性件62,移动板3上滑动式连接有切割件61,切割件61与移动板3之间连接有两个第一弹性件62。
36.如图4-5所示,涂胶机构7包括有连接板71、涂胶管72和挤压块73,置物块5底部左右两侧均连接有两块连接板71,四块连接板71之间连接有涂胶管72,切割件61顶部前后左右四侧均连接有挤压块73,涂胶管72由弹性材料制成,适于受挤压块73挤压变形将胶水喷出。
37.当需要将单边框膜电极热压成型时,可以使用本装置进行热压,初始时,可预先往涂胶管72内装满胶水,在使用时,可以将单边框膜电极材料堆叠好放置在置物块5上,随后推动置物块5向后移动,使得置物块5移动至热压机4正下方,随后控制驱动件2驱动移动板3向下移动,这时可启动热压机4,移动板3在向下移动时带动切割件61向下移动,因放置的单边框膜电极材料可能在加工时有大小不同,就会导致材料有部分冒出置物块5,切割件61在向下移动时会与这部分材料接触并切割,将单边框膜电极材料切平,切割件61在将单边框膜电极材料切平后被导向架1抵住不再移动,这时移动板3继续向下移动,使得第一弹性件62被压缩,当涂胶管72向下移动至与挤压块73接触时,挤压块73能够对涂胶管72进行挤压,从而将涂胶管72内部的胶水挤出,挤出的胶水滴在单边框膜电极的材料上,滴入胶水后,热压机4也向下移动至与单边框膜电极的材料接触进行热压,从而完成对单边框膜电极的热压成型,热压完毕后,再启动驱动件2驱动移动板3向上移动复位,在第一弹性件62的作用下切割件61复位,涂胶管72在自身弹性的作用下复位,再拉动置物块5向前移动复位,随后将热压完毕的单边框膜电极组件取出,再放置新的堆叠好的单边框膜电极材料,即可再次进行热压成型,如此反复,就能够对单边框膜电极组件进行热压成型,并且在成型的过程中,能够对单边框膜电极材料的边沿进行切割,保证加工时的良品率,且能够自动涂抹胶水,以提高单边框膜电极之间的密封性能,无需对单边框膜电极热压成型时,关闭驱动件2和热压机4即可。
38.实施例2
39.在实施例1的基础之上,如图1、图4、图6和图7所示,还包括有卡位机构10,卡位机构10包括有挤压架101、卡杆102和第三弹性件103,移动板3左右两侧均连接有挤压架101,导向架1左右两侧均滑动式连接有卡杆102,两根卡杆102分别位于两个挤压架101正下方,卡杆102与导向架1之间连接有第三弹性件103,置物块5左右两侧均开有卡孔104,卡杆102
能够卡入卡孔104内将置物块5固定。
40.移动板3在向下移动时带动挤压架101向下移动,挤压架101在向下移动时会与卡杆102接触,当挤压架101向下移动至与卡杆102接触后继续移动挤压卡杆102朝卡孔104方向移动,第三弹性件103被压缩,卡杆102在移动后能够卡入卡孔104内,进而将置物块5固定,避免在热压的过程中置物块5位移,影响热压,移动板3带动挤压架101向上移动复位时,挤压架101压不再挤压卡杆102,这时在第三弹性件103的作用下卡杆102复位不再卡入卡孔104内,随后即可拉动置物块5复位。
41.如图1、图8和图10所示,还包括有夹紧机构8,夹紧机构8包括有压杆81和第二弹性件82,置物块5上部左右两侧均滑动式连接有压杆81,压杆81与置物块5之间连接有两个第二弹性件82。
42.在放置单边框膜电极的材料时,可以先拉动两侧的压杆81向上移动,第二弹性件82被压缩,随后将单边框膜电极材料放置在压杆81与置物块5之间,放置完毕后,松开压杆81,在第二弹性件82的作用下压杆81向下移动复位将单边框膜电极材料夹紧,如此,就能够在进行热压时,将单边框膜电极材料夹紧,避免单边框膜电极材料位移。
43.实施例3
44.在实施例2的基础之上,如图1和图9所示,还包括有输送机构9,输送机构9包括有绕线轮91和连接绳92,导向架1顶部前侧左右对称式转动连接有绕线轮91,绕线轮91上绕有连接绳92,连接绳92穿过导向架1与置物块5连接,连接绳92能够在导向架1上滑动。
45.置物块5在向后移动时会将连接绳92拉出,当将单边框膜电极热压完毕后,需要拉动置物块5向前移动复位时,可以转动绕线轮91将连接绳92收起,通过连接绳92来拉动置物块5向前移动复位,如此,就无需操作人员直接拉动置物块5复位,避免热压后的置物块5表面发热,导致烫伤操作人员。
46.如图11所示,还包括有连接杆20和铲板21,导向架1顶部前侧对称式连接有连接杆20,连接杆20位于绕线轮91后侧,两根连接杆20之间连接有铲板21,铲板21前侧下部与置物块5顶部前侧接触。
47.置物块5在热压完毕后向前移动时,其顶部平面会与铲板21接触,当置物块5的顶部平面移动至与铲板21接触后,置物块5继续移动,铲板21能够将热压成型的单边框膜电极一端铲起,以便于将单边框膜电极取出。
48.上述实施例是提供给熟悉本领域内的人员来实现或使用本发明的,熟悉本领域的人员可在不脱离本发明的发明思想的情况下,对上述实施例做出种种修改或变化,因而本发明的保护范围并不被上述实施例所限,而应该是符合权利要求书提到的创新性特征的最大范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1