一种汽车线束生产用加工设备的制作方法
1.本发明涉及汽车线束生产领域,尤其涉及一种汽车线束生产用加工设备。
背景技术:
2.汽车线束是指由铜材冲制而成的接触件端子与电线电缆压接后,外面再塑压绝缘体或外加金属壳体等,以线束捆扎形成连接电路的组件,汽车线束内的电线又称低压电线,它与普通家用电线是不一样的;普通家用电线是铜质单蕊电线,有一定硬度;而汽车电线都是铜质多蕊软线,有些软线细如毛发,几条乃至几十条软铜线包裹在塑料绝缘管内,柔软而不容易折断。
3.在生产汽车线束时需要人工将多根电线用扎带将两端扎紧,从而实现多根本电线的固定,但是通过两端扎带扎紧的方式使得线束中部松散,工作人员再后续安装绝缘管时不方便,并且扎带通过扎带扎紧的线束不够牢固容易出现断裂的现象。
技术实现要素:
4.有鉴于此,本发明要解决的技术问题在于提供一种汽车线束生产用加工设备,能够使多根线缆以螺旋状粘接在一起,增加线束的稳固性。
5.一种汽车线束生产用加工设备,包括底座,底座上转动连接有转动部,转动部上固定连接有多个储胶盒,每个储胶盒内均固定连接有第一弹簧,每个储胶盒内均设置有接触球,多个第一弹簧分别与多个接触球接触,每个储胶盒上均转动连接有限位辊,底座上固定连接有成型筒,成型筒内设置有两个成型罩,两个成型罩上均开设有相互交错的槽口。
6.两个所述成型罩上均固定连接有滑杆,两个滑杆均滑动连接在成型筒上,两个滑杆与成型筒之间均固定连接有第二弹簧。
7.所述底座上转动连接有两个传动杆,两个传动杆上均固定连接有凸轮,两个凸轮分别与两个滑杆接触。
8.所述成型罩上固定连接有进气管。
9.每个所述储胶盒上均转动连接有线辊。
附图说明
10.下面结合附图和具体实施方法对本发明做进一步详细的说明。
11.图1和图2为一种汽车线束生产用加工设备的整体结构示意图;
12.图3和图4为转轴和储胶盒连接的结构示意图;
13.图5为储胶盒的结构剖视图;
14.图6为线辊的结构示意图;
15.图7为齿环的结构示意图;
16.图8为驱动电机的结构示意图;
17.图9为成型筒的结构示意图;
18.图10为成型罩的结构示意图。
具体实施方式
19.结合本发明实施例中的附图,对本发明进行详细描述。
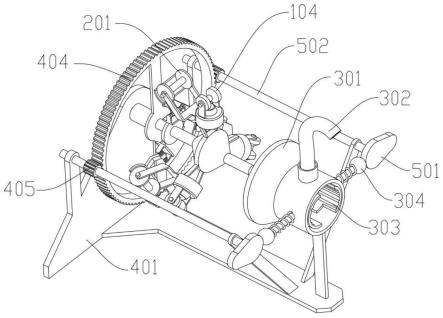
20.参看图1-5和9-10,示出了按照本发明中能够使多根线缆以螺旋状粘接在一起,增加线束的稳固性的实施例的示意图,进一步地,
21.本设备包括底座401,底座401上通过轴承转动连接有转动部406,转动部406上通过螺栓固定连接有多个储胶盒101,每个储胶盒101内均焊接固定连接有第一弹簧102,每个储胶盒101内均设置有接触球103,每个第一弹簧102均与一个接触球103接触,每个储胶盒101上均通过轴承转动连接有限位辊104,底座401上通过螺栓固定连接有成型筒301,成型筒301内设置有两个成型罩303,两个成型罩303上均开设有相互交错的槽口。
22.首先工作人员将多根线缆分别穿过多个限位辊104与多个接触球103之间,然后再将多根线缆穿过成型罩303,使得多根线缆均处于两个成型罩303之间,最后在成型罩303右侧设置现有的线缆传送设备。
23.储胶盒101用于储存液体胶水,当线缆穿过限位辊104与接触球103之间时,接触球103受到压力向储胶盒101内移动,同时第一弹簧102被压缩,在线缆传向右送时与接触球103产生摩擦力,从而使得接触球103在储胶盒101内产生滚动,进而接触球103上沾满的胶水能够涂在线缆的内侧,从而实现涂胶的功能,同时控制转动部406转动,转动部406带动多个储胶盒101转动,使得接触球103受力时胶水能够从储胶盒101的开口处流出,从而增加胶水涂抹量。
24.成型筒301起到对多个线缆限位的作用,使得多个线缆在传送过程中能够向成型筒301中心聚集,从而便于多根线缆粘接,在转动部406转动的同时,工作人员控制两个成型罩303做持续的开合动作,由于两个成型罩303上均开设有相互交错的槽口,在扣合时能够相互交叉,从而能够对多根线缆进行挤压,当多根线缆受挤压时,多根线缆能够相互接触,并配合其内侧的胶水从而实现多根线缆粘接的目的,转动部406转动的同时带动多根线缆转动,由于多根线缆传出的一端已被粘接固定,从而转动时能够使多根线缆以螺旋状粘接在一起,从而形成螺旋状的线束,能够增加线束的稳固性,使得线束不易开裂,并且可根据实际需求来调节线缆的传输速度,从而改变线束的螺距,能够根据需求加工出长度不同的线束,最后通过现有的线缆传送设备将线束进行传送即可。
25.参看图9-10,示出了按照本发明中能够实现对多根线缆挤压的目的的实施例的示意图,进一步地,
26.两个成型罩303上均通过螺栓固定连接有滑杆304,两个滑杆304均滑动连接在成型筒301上,成型筒301上开设有用于两个滑杆304滑动的空,两个滑杆304与成型筒301之间均焊接固定连接有第二弹簧305。
27.工作人员通过控制两个滑杆304向成型筒301内滑动,进而能够分别带动两个成型罩303向中间移动,从而实现对多根线缆挤压的目的。
28.两个第二弹簧305使得两个滑杆304具有回弹性,便于两个成型罩303自动复位。
29.参看图9,示出了按照本发明中能够实现两个滑杆304持续滑动的功能的实施例的示意图,进一步地,
30.底座401上通过轴承转动连接有两个传动杆502,两个传动杆502上均通过键固定连接有凸轮501,两个凸轮501分别与两个滑杆304接触。
31.工作人员通过控制两个传动杆502转动,即可分别带动两个凸轮501转动,两个凸轮501转动时分别与两个滑杆304的端部接触,从而实现两个滑杆304持续滑动的功能。
32.参看图9,示出了按照本发明中能够加快多根线缆上的胶水风干的示意图,进一步地,
33.成型罩303上通过螺栓固定连接有进气管302。
34.进气管302与成型罩303内部连通,工作人员将成型罩303通过进气管302与现有的风机连接,通过风机向成型罩303内吹风,从而能够加快多根线缆上的胶水风干,加快多根线缆定型。
35.参看图3-4,示出了按照本发明中能够跟随转动部406同步转动的实施例的示意图,进一步地,
36.每个储胶盒101上均通过轴承转动连接有线辊201。
37.线辊201用于缠绕待加工的线缆,通过线辊201来提供线缆,线辊201能够跟随转动部406同步转动,从而便于多根线缆的粘接。
38.参看图6,示出了按照本发明中能够使得线缆一直处于绷直状态的实施例的示意图,进一步地,
39.转动部406上通过轴承转动连接有多个摩擦罩202,每个摩擦罩202分别与每个线辊201接触。
40.通过转动摩擦罩202使其与线辊201接触,摩擦罩202用于增加线辊201的转动阻力,当线辊201增加转动阻力后,起到将多根线缆拉直的效果,使得线缆一直处于绷直状态,避免线缆在传送的过程中松弛,导致缠绕困难的现象发生。
41.参看图3,示出了按照本发明中保证摩擦罩202能够紧贴在线辊201上的实施例的示意图,进一步地,
42.每个摩擦罩202与线辊201之间均焊接固定连接有扭簧203,摩擦罩202为橡胶材质。
43.扭簧203能够使得摩擦罩202产生向右转动的趋势,从而保证摩擦罩202能够紧贴在线辊201上,增加线辊201的转动阻力。
44.参看图7,示出了按照本发明中能够实现转动部406与两个成型罩303同步控制的功能的实施例的示意图,进一步地,
45.转动部406上通过螺栓固定连接有齿环404,两个传动杆502上均通过键固定连接有传动轮405,两个传动轮405均与齿环404啮合传动。
46.工作人员通过控制齿环404转动,从而带动两个传动轮405转动,两个传动轮405分别带动两个传动杆502转动,从而实现转动部406与两个成型罩303同步控制的功能,避免出现线缆未受挤压而开裂的现象。
47.参看图7,示出了按照本发明中能够驱动齿环404转动的实施例的意图,进一步地,
48.底座401上通过轴承转动连接有驱动轮403,驱动轮403与齿环404啮合传动。
49.工作人员可通过控制驱动轮403转动来带动齿环404转动。
50.参看图8,示出了按照本发明中能够驱动驱动轮403转动的实施例的意图,进一步
地,
51.底座401上通过螺栓固定连接有驱动电机402,驱动轮403通过联轴器固定连接在驱动电机402的输出轴上。
52.启动驱动电机402,驱动电机402带动驱动轮403转动,驱动电机402为驱动轮403转动提供驱动力。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1