一种电池及其负极固态电解质界面膜完整性的评价方法与流程
1.本技术涉及锂离子电池技术领域,尤其涉及一种电池及其负极固态电解膜完整性的评价方法。
背景技术:
2.随着市场对电动汽车续航里程、快充技术及其安全性需求的提高,要求电动汽车所配锂离子电池具有更高的能量密度、更大的倍率性能、更好的安全性及更长的循环使用寿命。锂离子电池内部由负极片、电解液、隔膜和正极片四部分共同组成,主要依靠锂离子在正极和负极之间迁移来实现化学能到电能之间转化。在充放电过程中,li
+
在两个电极之间往返嵌入和脱嵌:充电时,li
+
从正极脱嵌,经过隔膜嵌入负极,负极处于富锂状态;放电时则相反。
3.锂离子电池在(首次)充放电过程中,电极材料,特别是商用的石墨负极与电解液在固液相界面上发生反应,形成一层覆盖于负极材料表面的钝化层,即固态电解质界面层,具有固体电解质的特征,是电子绝缘体却是li
+
的优良导体,li
+
可以经过该钝化层自由地嵌入和脱出。
4.这种固态电解质界面膜(sei膜)具有有机溶剂不溶性,在有机电解质溶液中能稳定存在,并且溶剂分子不能通过该层钝化膜,从而能有效防止溶剂分子在负极的共嵌入,避免了因溶剂分子共嵌入对电极材料造成的破坏,因而大大提高了电极的循环性能和使用寿命。
5.sei膜的形成好坏对电池性能的影响至关重要,当石墨负极表面形成的sei膜不完整而漏出活性材料表面,不完整的区域可能会形成电子通道,导致石墨负极与电解液发生副反应,不完整的sei膜还可以提供溶剂分子的迁移通道,电解液中小分子溶剂嵌入石墨层间,造成石墨层剥离,如发生石墨pc共嵌,导致电池容量迅速衰减。
6.当sei膜的厚度太大时,形成sei膜所消耗的锂离子越多,造成不可逆容量增加,导致电池容量降低。而且,sei膜厚度太大,脱溶剂化的锂离子穿过sei的难度增大,电池倍率性能降低。当sei膜厚度太小时,石墨负极活性材料的体积膨胀容易导致sei膜开裂,难以保持sei膜的完整性。
7.因此控制sei膜的完整度及厚度在合理的范围对电池性能的提升至关重要。
技术实现要素:
8.在电池的负极/电解液界面形成的sei膜的完整性严重影响着电池性能的发挥,快速识别sei膜完整性有利于电池技术迭代开发。然而,现有技术中针对sei膜的完整性主要是通过电化学性能(即电池的循环性能和存储性能)间接评估,耗时耗力。针对上述技术问题,本技术目的在于提供一种电池,其sei膜具有优良的完整性,提升电池的性能,并同时提出一种电池负极sei膜完整性的评价方法,能够实现sei膜完整性的快速识别。
9.本技术的一个方面提供了一种电池,包括负极片、正极片以及电解液,所述负极片
包括负极集流体以及设置在所述负极集流体至少一个表面上的负极活性物质层,所述负极活性物质层包括锂离子能够可逆嵌入和脱出的活性物质以及固态电解质界面膜,所述固态电解质界面膜完整度不高于0.5 ml/ah;其中,所述负极活性物质层固态电解质界面膜完整度通过以下方法测定:待所述电池化成定容完成后,在100% soc(荷电状态)状态下拆解得到负极片,裁取一定面积的负极片为待测样品,以所述待测样品所存储电量计,按10 ml/ah加入emc溶剂后密封,80℃静置48h后,测定所述待测样品以ah计每单位容量所消耗的emc的量,即为固态电解质界面完整度,单位为ml/ah。
10.本技术的另一方面,提供了一种电池负极片的固态电解质界面膜完整性的评价方法,所述电池负极片包括负极集流体以及设置在所述负极集流体至少一个表面上的负极活性物质层,所述负极活性物质层包括锂离子能够可逆嵌入和脱出的活性物质以及固态电解质界面膜,所述方法如下:待所述电池化成定容完成后,在100% soc状态下拆解得到负极片,裁取一定面积的负极片为待测样品,加入有机酯溶剂后密封,高温静置一段时间后,测定所述待测样品以ah计每单位容量所消耗的有机酯的量,即为固态电解质界面完整度,单位为ml/ah。
11.本技术的电池具有适宜的固态电解质界面膜厚度,并且固态电解质界面膜的完整性优异,降低电池充放电过程中有机溶剂的共嵌入,有利于电池容量的提升和容量保持/恢复性能;通过本技术的方法,通过电池负极与有机酯溶剂发生酯酯交换反应,根据反应程度来判定负极的固态电解质界面膜的完整性,有利于快速评价电池负极固态电解质界面膜的完整性,使得能够在负极材料和相应的电解液开发阶段快速推进,提高生产效率和良品率。
附图说明
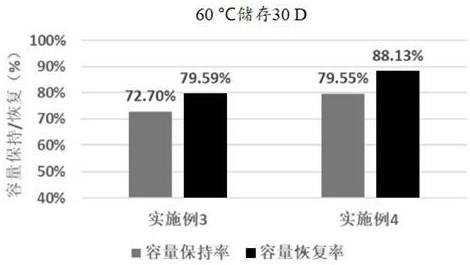
12.图1为实施例3和实施例4的固态电解质界面膜完整性值;图2为实施例3和实施例4的容量保持/恢复性能。
具体实施方式
13.下面通过实施例对本技术进一步详细说明。通过这些说明,本技术的特点和优点将变得更为清楚明确。
14.下面所描述的本技术不同实施方式中涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
15.为了简便,本文仅明确地公开了一些数值范围。然而,任意下限可以与任何上限组合形成未明确记载的范围;以及任意下限可以与其它下限组合形成未明确记载的范围,同样任意上限可以与任意其它上限组合形成未明确记载的范围。此外,尽管未明确记载,但是范围端点间的每个点或单个数值都包含在该范围内。因而,每个点或单个数值可以作为自身的下限或上限与任意其它点或单个数值组合或与其它下限或上限组合形成未明确记载的范围。
16.在本文的描述中,需要说明的是,除非另有说明,“以上”、“以下”为包含本数,“一种或多种”中的“多种”的含义是两种以上,“一个或多个”中的“多个”的含义是两个以上。
17.在本文的描述中,所使用的术语是仅仅出于描述特定实施例的目的,而非旨在限
制本技术。在本技术实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非另有说明或上下文清楚地表示其它含义。
18.除非另外具体说明,本技术的各种原料均可市售购得,或根据本领域的常规方法制备得到。
19.目前,锂离子电池所采用的负极材料一般都是碳素材料,如石墨、软碳(如焦炭等)、硬碳等。正在探索的负极材料有氮化物、pas、锡基氧化物、锡基氧化物、锡合金,以及纳米负极材料等。所有碳素材料在经过首次充放电时都会存在由于副反应带来的不可逆容量损失。随着负极电位的降低,直到电解液中成分在负极表面形成一种稳定的钝化膜即sei膜而停止。作为锂离子电池负极材料要求主体材料具有良好的表面结构,能够与液体电解质形成良好的sei膜。
20.在本技术中,对电池进行首次充电又被称为“化成”或“化成定容”,是指对注液后的电池进行首次充电。
21.在本技术中,电池的荷电状态(state of charge,soc),是用来反映电池的剩余容量的参数,其数值上定义为剩余容量占电池容量的比值,常用百分数表示。其取值范围为0 ~ 100%,当soc=0时表示电池放电完全,当soc=100%时表示电池完全充满。
22.酯分子中的脂肪酸或酸可以通过多种途径交换:通过与过量的其他脂肪酸(酸解)、醇(醇解)或其他酯(酯酯交换)反应进行交换,生成一个新酯和一个新醇、新酸或新酯。酯交换反应需要电子参与,sei膜完整性越高,酯溶剂在界面处得失电子能力就越弱,酯交换反应程度就越弱。本技术基于处于满充电状态的电池负极片与有机酯溶剂之间发生酯酯交换反应,通过酯酯交换程度(即消耗的有机酯溶剂的量)来判定电池负极片与电解液界面处的sei膜完整性。例如,碳酸甲乙酯(emc)可与负极片的sei膜发生酯交换,生成碳酸二乙酯(dec)和碳酸二甲酯(dmc)。
23.在本技术的一种实施方式中,提供了一种电池,包括负极片、正极片以及电解液,所述负极片包括负极集流体以及设置在所述负极集流体至少一个表面上的负极活性物质层,所述负极活性物质层包括锂离子能够可逆嵌入和脱出的活性物质以及固态电解质界面膜,所述固态电解质界面膜完整度不高于0.5 ml/ah;其中,所述负极活性物质层固态电解质界面膜完整度通过以下方法测定:待所述电池化成定容完成后,在100% soc状态下拆解得到负极片,裁取一定面积的负极片为待测样品,以所述待测样品所存储电量计,按10 ml/ah加入emc溶剂后密封,80℃静置48h后,测定所述待测样品以ah计每单位容量所消耗的emc的量,即为固态电解质界面完整度,单位为ml/ah。
24.具体地,可以如下测定固态电解质界面膜完整度:将电池充电至100% soc,在手套箱中将电池拆解得到负极片,裁取3x3 cm2负极片作为待测样品,将待测样品放入铝塑袋中;以所述待测样品满嵌时所存储电量计,按10 ml/ah加入emc溶剂后密封,高温(80℃)静置48h后,测定待测样品以ah计每单位容量所消耗的emc的量,即为固态电解质界面膜完整度,单位为ml/ah。
25.固态电解质界面膜完整度越高,说明酯酯交换反应的程度越高,表明负极涂层表面的活性位点越多,负极片的固态电解质界面膜完整度越差。在本技术的一种示例性实施方式中,所述电池负极片的固态电解质界面膜完整度不高于0.5ml/ah,优选不高于0.3 ml/ah,高于此值,电解液与电极界面反应加重,固态电解质界面膜不完整;进一步,所述电池负
极片的固态电解质界面膜完整度优选不低于0.05 ml/ah,低于此值,界面阻抗偏大,影响电池容量发挥(相同倍率下)。
26.固态电解质界面膜完整度还与负极活性物质层中的活性物质粒径有关。粒径越大,活性物质在充电时体积膨胀越大,这会造成sei膜的开裂。在本技术的一种示例性的实施方式中,所述活性物质的粒径d50为3 ~ 18 μm,优选为6.5 μm。粒径d50表示材料的平均粒度,是样品中的累计粒度分布百分数大到50%时所对应的粒径。
27.在本技术的一种示例性的实施方式中,所述负极片单位面积的容量为0.1 ~ 10 ah/cm2,优选为8.0ah/cm2。
28.在本技术的一种示例性的实施方式中,所述负极活性物质层中的活性物质包括选自天然石墨、人造石墨、硅碳、硅合金、硅氧化物中的一种或几种。
29.在本技术的一种实施方式中,提供了一种电池负极片的固态电解质界面膜完整性的评价方法,所述电池负极片包括负极集流体以及设置在所述负极集流体至少一个表面上的负极活性物质层,所述负极活性物质层包括锂离子能够可逆嵌入和脱出的活性物质以及固态电解质界面膜,所述方法如下:待所述电池化成定容完成后,在100% soc状态下拆解得到负极片,裁取一定面积的负极片为待测样品,加入有机酯溶剂后密封,高温静置一段时间后,测定所述待测样品以ah计每单位容量所消耗的有机酯的量,即为固态电解质界面完整度,单位为ml/ah。
30.在本技术的一种示例性的实施方式中,所述有机酯溶剂选自碳酸甲乙酯、甲酸乙酯、乙酸甲酯、丙酸甲酯、甲酸丙酯、乙酸丙酯、丙酸乙酯中的一种。在本技术的一种示例性的优选实施方式中,所述有机酯溶剂为碳酸甲乙酯,所述固态电解质界面完整度不高于0.5 ml/ah,优选不高于0.3 ml/ah。
31.在本技术的一种示例性的实施方式中,以所述待测样品所存储电量计,按5 ~ 20 ml/ah加入有机酯溶剂,待测样品与有机酯密封后静置的温度不低于60 ℃,静置的时间不少于24 h,使待测样品与有机酯之间的酯酯交换反应充分进行。例如,以所述待测样品所存储电量计,按10 ml/ah向待测样品中加入碳酸甲乙酯,置于密闭容器中于80 ℃静置48 h。
32.在本技术的一种示例性的实施方式中,所述负极活性物质层中的活性物质的粒径d50为3 ~ 18 μm。
33.在本发明的一种示例性的优选实施方式中,电池负极片的固态电解质界面膜完整性如下测定:对注入电解液的电池真空封装后进行化成定容,化成后将电池满充,也可以在电池化成后进行充放电循环数次(例如十次)后将电池满充,达到100% soc状态;然后进行拆解得到负极片,从满充后的满电负极片上裁取一定面积(例如3x3 cm2)的负极片作为待测样品,进行酯酯交换;将待测样品与有机酯(例如emc)封于铝塑袋中,以待测样品所存储电量计,按10~20 ml/ah(优选10 ml/ah)比例加入有机酯;将铝塑袋置于60 ~ 85 ℃(例如80 ℃)恒温箱存储1 ~ 14 d(例如48 h);取出铝塑袋,取出其中溶剂;通过气相色谱测定有机酯剩余含量,计算以ah计每单位容量所消耗的有机酯的量,即为固态电解质界面膜完整性的值,单位为ml/ah;通过负极片的固态电解质界面膜完整性值对比,判定sei膜的完整性,固态电解质界面膜完整性值越低,界面保护越好。
34.下面通过实施例对本技术进一步详细说明。通过这些说明,本技术的特点和优点将变得更为清楚明确。
35.实施例1按以下工艺步骤制备电池,并进行测试。
36.(1)正极的制备将三元正极活性材料ncm523、导电剂乙炔黑、粘结剂pvdf按质量比96 : 2 : 2进行混合,加入溶剂nmp,在真空搅拌机作用下搅拌至体系呈均一状,获得正极浆料;将正极浆料均匀涂覆在正极集流体铝箔的两个表面上,室温晾干后转移至烘箱继续干燥,然后经过冷压、分切得到正极极片。
37.(2)负极极片的制备将负极活性材料石墨或石墨与其它活性材料按不同质量比得到的混合物、导电剂乙炔黑、增稠剂cmc、粘结剂sbr按质量比96.4 : 1 : 1.2 : 1.4进行混合,加入溶剂去离子水,在真空搅拌机作用下搅拌至体系呈均一状,获得负极浆料;将负极浆料均匀涂覆在负极集流体铜箔的两个表面上,室温晾干后转移至烘箱继续干燥,然后经过冷压、分切得到负极极片。
38.(3)电解液的制备将碳酸乙烯酯(ec)、碳酸甲乙酯(emc)、碳酸二乙酯(dec)按照按体积比1 : 1 : 1进行混合得到有机溶剂,接着将充分干燥的锂盐lipf6溶解于混合后的有机溶剂中,加入1% dtd(硫酸乙烯酯),配制成浓度为1mol/l的电解液。
39.(4)隔离膜的制备选自聚乙烯膜作为隔离膜。
40.(5)锂离子电池的制备将上述正极极片、隔离膜、负极极片按顺序叠好,使隔离膜处于正、负极极片之间起到隔离的作用,然后卷绕得到裸电芯;将裸电芯置于外包装壳中,干燥、待注液。
41.(6)电池化成将配置好的电解液注入电池中,经过真空封装获得锂离子电池。
42.将电池转移至恒温箱中于45 ℃温度下静置24 h,然后将电池转移至环境温度为35℃的化成柜中进行化成,以0.05c恒流充电至3.5v,静置24h,0.1c恒流充电至4.25v,静置2h后下柜,得到化成定容后的电池。
43.(7)固态电解质界面膜完整性评价将电池满充,然后进行拆解,取一定面积的负极片与emc封于铝塑袋中:以10 ml/ah比例加入emc;将铝塑袋置于80 ℃温箱存储48 h;取出铝塑袋,取出其中溶剂;通过称重法和气相色谱测定emc剩余含量,计算以ah计每单位容量所消耗的emc的量,即为负极片的固态电解质界面膜完整性值,单位为ml/ah。
44.(8)电池的储存性能测定将电池满充,置于60 ℃储存30 d,测定电池的容量保持/恢复性能。
45.数据详见表3实施例2与实施例1相同的工艺步骤制备正、负极、准备隔离膜。不同之处在于:电解液,按照表1配方,配置a、b电解液,锂离子电池制备,注入a电解液,先常温静置24小时,后于60 ℃恒温箱中静置24 h;然后取出电池,注入b电解液,45℃静置12 h后取出;然后将电池转移至
环境温度为35 ℃的化成柜中进行化成,以0.05c恒流充电至3.5 v,静置24h,0.1c恒流充电至4.25 v,静置2 h后下柜,得到化成定容后的电池。
46.表1 电解液配方电解液配比ecemcdecpetalipf6dtdaibna液22%50%20%8%1.1mol/l1%0.16%b液30%50%20%-1.1mol/l1%-注:百分数为质量百分含量,a液中aibn为peta的0.16%,peta为季戊四醇三丙烯酸酯,aibn为偶氮二异丁腈。
47.实施例1与实施例2采用不同电解液方案制备得到不同固态电解质界面膜完整性值的电池(数据详见表3),实施例2的固态电解质界面膜完整性优于实施例1,其存储性能优于实施例1,然其阻抗相较于实施例1偏大,这主要是由于实施例2在负极活性物质表面先通过化学反应构建了一层固态电解质界面膜,后再通过电化学反应产物对固态电解质界面膜进行补充。相较于实施例1(只通过电化学反应构建固态电解质膜),实施例2形成的固态电解质膜更完整且稳定,然而,由于通过化学反应构建的固态电解质膜的导离子能力较差。
48.对比例1与实施例2相同的工艺步骤制备正、负极、准备隔离膜,注液化成定容,不同之处在于:a电解液中peta比例上升至15%。数据详见表3。
49.表2 电解液配方电解液配比ecemcdecpetalipf6dtdaibna液15%50%20%15%1.1mol/l1%0.16%b液30%50%20%-1.1mol/l1%-相较于实施例2,对比例2主要调整了peta的用量,固态电解质界面膜完整性得到进一步优化,同步高温存储性能得到提升,然其阻抗增加更为明显,倍率性能受到影响更为严重;因此基于电池综合性能考虑,固态电解质界面膜完整性并非越高越好。
50.对比例2与实施例1相同的工艺步骤制备正、负极、准备隔离膜,不同之处在于电解液方案:将碳酸乙烯酯(ec)、碳酸二甲酯(dmc)按照按体积比3 : 7进行混合得到有机溶剂,接着将充分干燥的锂盐lipf6溶解于混合后的有机溶剂中,配制成浓度为1 mol/l的电解液。将配置好的电解液注入电池中,经过真空封装获得锂离子电池。将电池转移至恒温箱中于45 ℃温度下静置24 h,然后将电池转移至环境温度为35 ℃的化成柜中进行化成,以0.05c恒流充电至3.5 v,0.1c恒流充电至4.25 v,静置2 h后下柜,得到化成定容后的电池。数据详见表3。
51.相较于实施例1,对比例2负极片固态电解质界面膜完整性差,存储性能差,然其阻抗无劣化。
52.表3
组别固态电解质界面膜完整性(ml/ah)直流电阻(mω)容量恢复率60℃储存30d实施例10.3420.079.85%实施例20.2821.685.81%对比例10.0326.288.9%
对比例20.7519.873.35%
实施例3按照实施例1的方法,选取ni562/gr-sio(10%)化学体系软包电池。
53.选取ec/emc/dec/fec(氟代碳酸乙烯酯)(2/5/2/1)溶剂体系+1mol/l lipf6为基础电解液。测定使用基础电解液的电池的负极片固态电解质界面膜完整性值以及60 ℃储存30 d的容量保持/恢复性能,如图1和2所示。
54.实施例4按照实施例1的方法,选取ni562/gr-sio(10%)化学体系软包电池。
55.在ec/emc/dec/fec(氟代碳酸乙烯酯)(2/5/2/1)溶剂体系+1 mol/l lipf6的基础电解液的基础上,加入1% 硫酸乙烯酯(dtd),作为对比电解液。测定使用对比电解液的电池的负极片固态电解质界面膜完整性值以及60 ℃储存30 d的容量保持/恢复性能,如图1和2所示。
56.由图1和2可见,使用对比电解液的电池的负极片固态电解质界面膜完整性值为0.232 ml/ah,明显低于使用基础电解液的电池的负极片固态电解质界面膜完整性值0.361 ml/ah,说明使用对比电解液的电池负极片sei膜更为完整,与此对应的是,使用对比电解液的电池60 ℃储存30 d的容量保持/恢复性均比使用基础电解液的电池更为优异,这表明更优异的电池负极片固态电解质界面膜完整性可以提高电池的性能。
57.在本技术的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于本技术工作状态下的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
58.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”应作广义理解。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
59.以上结合了优选的实施方式对本技术进行了说明,不过这些实施方式仅是范例性的,仅起到说明性的作用。在此基础上,可以对本技术进行多种替换和改进,这些均落入本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1