电子装置以及电子器件的制造方法与流程
本发明涉及一种制造(尤其是灌封(potting))电子器件的方法和一种电子装置,该电子装置包括通过该制造方法制造的至少一个电子器件。
背景技术:
1、传统的电子器件(例如,电源转换器)包括一个或多个具有至少一个电绕组的电子部件。在制造这些电子器件的传统方法中,具有电绕组的电子部件是灌封的。其中,电子部件被放置在外壳中,外壳填充有树脂,这保护了电子部件,尤其保护了电子部件的电绕组。然而,这种方法的缺点是电子器件的外壳通常由金属制成,从而提供了良好的导热性,但是电绝缘性差。根据其他示例,电子器件的外壳由塑料制成,从而提供良好的电绝缘性,但是导热性差。另一方面,已知有由陶瓷制成的外壳。然而,这种陶瓷外壳非常易碎且价格昂贵。
2、jp 2015222804 a公开了一种电抗器(reactor),其中,树脂模制产品与线圈一起固定在外壳中;其中,外壳基本上是矩形的,由轻质铝或含镁合金制成。
3、jp 2015201582 a公开了一种容纳在外壳中的电抗器本体,其中,电抗器本体与外壳之间的间隙填充有填充物。其中,容纳电抗器本体的外壳由铝或镁等金属形成。
4、us 2020/0234868 a1公开了一种灌封在塑料外壳中的电感部件。
5、上述这些方法的缺点是容纳电子部件的外壳是由昂贵的金属制成的。此外,这些外壳的电绝缘性差。因此,各个外壳和电子部件之间的填充物的量必须增加,以防止电子部件和外壳之间的电接触。
6、从ep 0 923 786 a1已知一种用于制造高压线圈子组件的方法,其中,初级线圈设置在模制线轴上,提供了用作次级线圈的线轴,可粘合的电磁线在被加热的同时被缠绕。其中,初级线圈和次级线圈被封装在电绝缘热塑性树脂中。其中,子组件被放置在封装模具中,然后将树脂注入(injected into)封装模具中。然而,(与灌封相比)这种工艺的缺点在于,注入树脂时所涉及的高压不仅损坏电子部件的电绕组,而且不适合填充电子部件和封装模具之间所有可能的孔隙。此外,其中使用的封装成型机器价格昂贵,并且它们在制造工厂中的使用和实施需要工人花费时间和额外的精力。
技术实现思路
1、本发明的目的是提供一种可易实施、可在短时间内完成的电子器件的制造方法,并提供一种具有良好导热性和电绝缘性的电子器件。此外,本发明的一个目的是提供一种包括至少一个电子器件的电子装置,其中,电子装置具有良好的导热性和电绝缘特性。
2、这些目的的解决方案通过独立权利要求的特征来解决。从属权利要求包含本发明的较佳实施例。
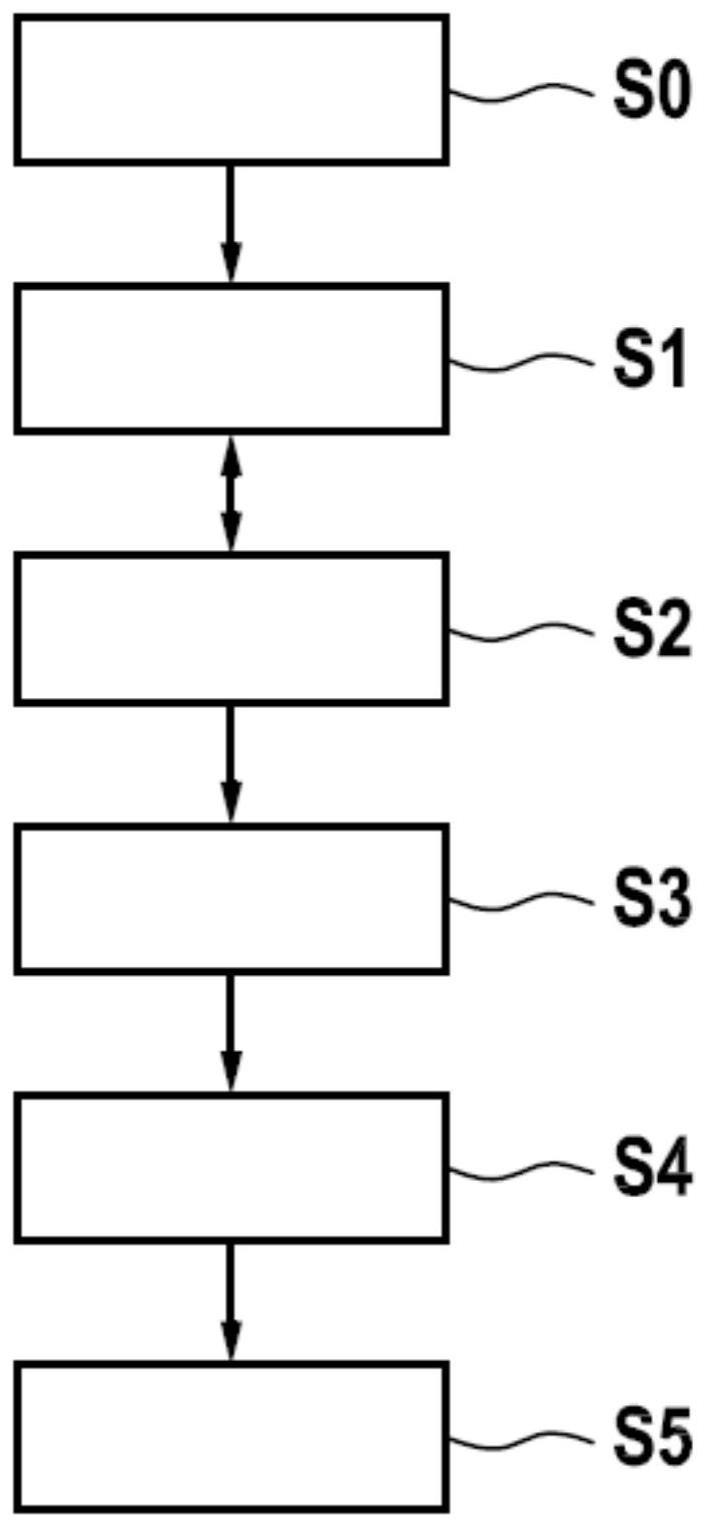
3、本发明涉及一种制造(尤其是灌封)电子器件的方法,其中,该电子器件包括具有至少一个电绕组(优选地,至少一个磁芯和至少一个围绕该芯的电绕组)的至少一个电子部件。此外,该电子器件包括至少一散热物质涂层。制造电子器件的方法如下执行。将至少一个电子部件插入空腔中。在插入电子部件之前或之后,将散热物质灌注于空腔,以至少部分地填充空腔,并且至少部分地,优选完全地,使用散热物质覆盖电子部件。从空腔中移除电子器件,即,被涂层覆盖的电子部件。优选地,空腔被重新用于制造另外的电子器件。空腔也可以称为罐;然而,与通常的灌封不同,空腔在固化后被移除。
4、本发明的电子器件的制造方法的优点在于,不需要电子器件的外壳,因为电子部件被散热物质涂层所覆盖。此外,将散热物质灌注到空腔中不需要高度复杂的封装机器,并且将散热物质灌注空腔的优选低压允许填充电子部件和空腔之间的基本上所有孔隙,并进一步防止损坏电子部件,尤其是电子部件的电绕组。
5、散热物质优选地被灌注(poured)到空腔中,尤其是,不是被注入(injected)到空腔中。换言之,散热物质,优选地,在灌注空腔期间和/或之前不进行加压。
6、优选地,该空腔是模具的空腔。空腔的形状可以适应电子器件的优选形状,尤其是其散热物质涂层的形状。优选地,该空腔是中空棱柱体或具有圆形或椭圆形横截面的中空圆柱体。
7、优选地,该模具包括开口,通过该开口,电子部件可以插入空腔中,并且散热物质可以被灌注。在优选实施例中,电子器件包括散热元件,并且模具包括附加的开口,该开口由散热元件封闭,使得散热元件的一侧与电子部件和/或散热物质接触。模具的两个开口可以对应于中空棱柱体或中空圆柱体的两个相对表面,或者每个表面都有开口,或者完全没有开口。例如,这两个相对的表面是,优选地,模具的顶部和底部(棱柱体或圆柱体的顶部和底部)。
8、更优选地,模具包括两个半模。这些半模优选地从外侧压在一起,从而具有密封的侧表面。例如,半模被压在一起并通过夹具(尤其是液压夹具)固定。
9、优选地,两个半模合在一起限定了前述的中空棱柱体或中空圆柱体。
10、优选地,通过固化散热物质涂层将电子部件附接到散热元件之后,将电子器件从空腔中移除。其中,优选地将电子器件从模具的空腔中拉出,或者将模具打开。
11、在上下文中,“散热物质”是指被灌注空腔中的材料,尤其是处于液态状态的材料。“散热物质涂层”或“涂层”是指在固化或硬化状态下覆盖电子部件的相同材料。
12、如已经提到的,优选地,电子器件包括散热元件。散热元件优选为板状。其中,该方法,优选地,包括:在灌注之前,将散热元件定位在空腔中或空腔处,并且通过固化散热物质涂层将电子部件附接到散热元件。
13、优选地,在将至少一个电子部件插入空腔之前,将散热元件插入空腔。然后电子部件可以,优选地,插入到空腔中,从而尤其是将电子部件布置在散热元件上。然后,将散热物质灌注空腔中。
14、在替代的优选实施方式中,在将至少一电子部件插入空腔之前,将散热元件插入空腔。然后,将散热物质灌注空腔中。随后,将至少一个电子部件插入空腔中。
15、优选地,在将散热物质灌注空腔之前,将散热元件定位在空腔处。优选地,如上所述,该空腔包括两个开口,尤其是在空腔的相对侧上。散热元件,优选地,定位在空腔处以封闭空腔两个开口中的一个。
16、优选地,固化步骤是在不向散热物质中使用固化添加剂的情况下进行的。优选地,固化步骤通过热固化进行。在这种情况下,散热物质优选为热固性散热物质。
17、优选地,散热元件的一侧接触电子部件和/或散热物质涂层。其中,与接触侧相对的一侧从散热物质涂层暴露。
18、优选地,散热元件的整个接触侧接触电子部件和/或散热物质涂层。更优选地,散热物质涂层的一部分设置在电子部件和散热元件之间。
19、优选地,该散热元件的接触侧的至少一部分直接接触该电子部件和/或直接接触该散热物质涂层。
20、优选地,该方法还包括:用聚酰亚胺薄膜至少部分地包覆至少一个散热物质涂层的外表面和/或至少一个散热元件的暴露表面,其优点是可以进一步提高电子器件的电绝缘特性。
21、优选地,只有对应于电子部件的电绕组的形状和/或尺寸的散热物质涂层的部分外表面的被包覆在聚酰亚胺薄膜中。因此,可以提高电绝缘性能,同时还可以节省材料成本。
22、优选地,只有散热物质涂层的侧表面,尤其是部分侧表面,被包覆在聚酰亚胺薄膜中。换言之,优选地,散热物质涂层的顶部和/或底部没有被包覆在聚酰亚胺薄膜中。
23、优选地,聚酰亚胺薄膜是
24、有利地,电子器件还包括热冷却板。其中,该方法,优选地,包括:将热冷却板附接到至少一个散热元件,尤其是在从空腔移除电子器件之后。
25、优选地,热冷却板直接附接到至少一个散热元件。因此,可以在热冷却板和至少一个散热元件之间提供间隙填充物。例如,导热膏或导热胶被用作具有高导热性的间隙填充物。
26、优选地,在将电子器件从空腔中移除之前,热冷却板附接(尤其是直接地附接)至至少一个散热元件。例如,在灌注前将散热元件定位在空腔中,将热冷却板附接在至少一个散热元件上,在电子部件插入空腔之前或之后,将散热物质灌注空腔中。
27、更优选地,热冷却板为底盘,即所谓的“冷板”。热冷却板还可以有利地包括用于改善散热的冷却片。附加地或替代地,热冷却板还可以包括用于冷却流体循环通过其中的通道。
28、更有利地,散热物质涂层接触至少一个散热元件的外周面。优选地,散热元件的外圆周直径等于或小于空腔的内圆周直径。在这种情况下,“相等的直径”是指散热元件(尤其是在其所有外周面上)接触空腔的圆周内表面。此外,散热元件的外圆周直径小于空腔的内圆周直径意味着至少,尤其是散热元件的所有的外周面与空腔的一个或全部内周面接触/不接触。其中,在散热元件的一个或全部外周面不与空腔的一个或全部内周面不接触的情况下,灌注到空腔内的散热物质填充到散热元件的外周面和空腔的内周面之间的空隙中。
29、优选地,至少一个电子部件的至少插入和/或散热物质的灌注是在真空下进行的。例如,模具可以是真空的。附加地或替代地,执行上述方法步骤中的至少一个的空间可以是真空的。因此,可以去除或防止在散热物质中(尤其是在其固化期间)可能形成的气泡。
30、在一个有利的实施例中,该方法还可以包括附加的灌封步骤,其中,将电子器件从空腔中移除之后,对该电子器件进行附加的灌封。
31、优选地,附加灌封步骤将电子器件与散热元件一起灌封。更优选地,附加灌封步骤用散热板对电子器件进行灌封。更优选地,附加灌封步骤将电子器件与聚酰亚胺薄膜一起灌封。有利地,该附加灌封步骤的灌封材料形成电子器件的外壳。更有利地,在该附加灌封步骤中,电子器件,尤其是与前述元件中的任何一个一起,可以被灌封在附加的外壳中。该附加外壳尤其可以由金属、塑料或陶瓷形成。
32、优选地,将至少一个电子部件插入空腔,并在插入电子部件之前或之后将散热物质灌注空腔的步骤可以重复任意次数。优选地,上述步骤可以重复两次、三次、优选四次或更多次。其中,上述重复中的每一个的相应空腔的尺寸可以依次增加。因此,可以提供多个散热物质涂层。
33、优选地,还可以重复将散热元件定位在相应空腔中或在相应空腔处的附加步骤,尤其是针对上述每一次重复插入和灌注进行重复。更优选地,还可以重复使用聚酰亚胺薄膜进行包覆的步骤,尤其是针对每次重复或在上述重复之间进行。更优选地,还可以重复附接散热板的步骤,尤其是针对每次重复。换言之,电子器件可以包括一个或多个散热物质涂层和/或一个或多个散热元件和/或一个或多个聚酰亚胺薄膜和/或一个或多个热冷却板,尤其是对于每个上述重复插入和灌注的步骤。
34、有利地,该至少一个散热涂层是导热胶。优选地,该散热涂层包括环氧树脂和/或硅树脂。
35、优选地,该至少一个散热元件为陶瓷板。更优选地,散热元件是包括硅橡胶和/或玻璃纤维的复合材料的板。有利地,散热元件是更优选地,散热板可以由上述材料的组合形成。例如,散热板可以由至少一层和/或一部分和至少一层和/或一部分陶瓷板材料形成。
36、优选地,该至少一个散热元件具有圆形或矩形板状形状。优选地,该散热元件具有带角的或圆角(rounded)的长方形板状形状。
37、优选地,该述散热元件包括至少一个突出部分。有利地,散热元件的至少一个突出部分突出到电子部件中,特别是在电子部件的多个单独的电绕组之间,或是在电子部件的单个电绕组的多个单独的电绕组部分之间。换言之,散热元件的至少一突出部分优选地突出到电子部件中。优选地,该散热元件的至少一突出部分突出到空腔中,以便被设置于该模具与该电子部件之间。优选地,可以形成突出部分,以限定一突入空腔内并包围至少部分电子部件的壁。
38、优选地,电子器件包括两个或更多个和/或三个或更多个和/或四个或更多个电子部件,每个电子部件包括至少一个电绕组。更优选地,每个电子部件包括一个或多个磁芯。
39、优选地,电子部件,尤其是其至少一个电绕组,包括外引线,该外引线连接到至少一个电绕组并且从散热物质涂层向外突出。
40、优选地,该至少一个电绕组是漆包线。优选地,该导线,尤其是漆包线,是圆导线和/或方导线和/或绞合线。
41、优选地,电子器件不包括用于将漆包线与散热物质涂层绝缘的任何附加绝缘体。优选地,电子器件不包括使其磁性部件与散热物质涂层绝缘的任何附加绝缘体。
42、优选地,散热物质涂层的厚度,即,从散热物质的外表面到被散热物质涂层覆盖的电子器件的外表面的距离,优选地,在电子器件的所有点处,在最大值和最小值之间并包括最大值和最小值。其中,最大值优选为20mm,更优选为10mm,更优选为5mm。附加地或替代地,最小值优选为0.5mm,更优选为0.8mm,更优选为1mm。优选地,散热物质涂层的厚度,尤其是在固化之后,是上述值之一。
43、此外,制造方法的上述步骤中的一个或多个可以是自动化的。例如,由于电子器件容易处理(尤其是在被涂层覆盖的电子部件的长方体形状的情况下),任何一个或多个上述步骤都可以由机器人执行,尤其是由机械臂执行。优选地,包覆散热物质涂层的外表面和/或至少一个散热元件的暴露表面的步骤由机器人执行。
44、电子部件的外引线优选地连接到电子装置的其他部件,例如控制器件,或连接到电子装置或作为其部件的电池。
45、制造电子器件的方法,优选地,包括制造电子部件的步骤。优选地,制造方法包括将电绕组缠绕在电子部件的线轴上的步骤。
46、优选地,制造电子器件的方法包括围绕一个或多个磁芯缠绕电绕组的步骤。优选地,附加地或替代地,执行将电绕组缠绕在电子部件的线轴上的步骤。换言之,电子部件优选地不包括线轴。优选地,电绕组被预绕,然后插入电子部件中。例如,电绕组缠绕在与电子部件分离的元件上,从该元件上移除该电绕组,然后电绕组以缠绕状态放置在电子部件的磁芯上或磁芯周围。
47、本发明还涉及一种电子装置。优选地,电子装置是用于对电池进行充电的充电装置。其中,该电子装置包括根据上述任一优选实施例所述的方法制造的至少一个电子器件。
48、有利地,该至少一个电子器件的至少一个电子部件是电力电子器件,优选地,是电力转换器件。
49、制造方法的前述有利实施例具有以下优点。确保了电子部件的均匀绝缘,尤其是在电子部件(尤其是电绕组)和散热物质之间形成更少的空气夹杂物。此外,不包括用于绝缘外引线的额外绝缘管。因此,可以降低电子器件的材料成本。上述有利的绝缘特性防止了电子器件中的高压故障或短路。此外,上述电子器件相对于机壳(例如,热冷却板)具有良好的热耦合特性。此外,电子器件的形状可以通过改变模具/空腔的形状来轻松控制。由此,可以进一步提高热耦合特性。此外,电子器件的机械公差也因此得到改善并且是可调节的,例如,通过调节散热物质的厚度。有利地,上述实施例中用于固化散热物质的固化过程较短,从而减少了电子器件的制造时间。
- 还没有人留言评论。精彩留言会获得点赞!