一种天线罩顶部高承重顶板及成型方法与流程
1.本发明属于无线通信领域,特别是涉及一种天线罩顶部高承重顶板及成型方法。
背景技术:
2.雷达天线罩作为雷达天线的保护设备不可或缺,为了便于天线罩组装和维修,一般直径7米以上的天线罩均设置顶部吊点,吊点设置在天线罩顶部避雷针及航空障碍灯底座位置,顶板吊点承重在100kg,满足国内厂家专业安装维修人员使用条件,出口欧洲天线罩需满足欧洲标准en795的安全要求,该标准要求固定锚点静态承重应在10kn~30kn范围内,而现有天线罩顶板强度低,电磁透过性能差,而且顶板采用玻璃钢实心结构导致板块重量较大,不能满足国外维修维护人员操作过程中的安全风险防范要求。
技术实现要素:
3.有鉴于此,本发明旨在提出一种天线罩顶部高承重顶板及成型方法,以解决现有天线罩顶板强度低、电磁透过性能差以及顶板板块重量较大的问题。
4.为实现上述目的,本发明采用以下技术方案:一种天线罩顶部高承重顶板,它包括顶板板体,所述顶板板体为c夹层结构,所述顶板板体为树脂浸润固化成型,所述顶板板体包括第一内蒙皮、第二内蒙皮、第一中蒙皮、第二中蒙皮、外蒙皮、外蒙皮短切毡和内蒙皮短切毡,所述外蒙皮短切毡、外蒙皮、第一中蒙皮、第二中蒙皮、第一内蒙皮、第二内蒙皮和内蒙皮短切毡由上至下依次逐层设置,所述外蒙皮和第一中蒙皮之间以及第二中蒙皮与第一内蒙皮之间均夹设有三维织物,所述三维织物包括多层由上至下依次逐层设置的纤维层,每相邻的两层纤维层之间均通过多个纤维芯柱相连,所述纤维芯柱的径向呈“8”字形,纬向呈“1”字形,所述三维织物为热固性树脂真空辅助成型。
5.更进一步的,所述第一内蒙皮包括由上至下依次逐层设置的两层ewr400布,所述第二内蒙皮包括由上至下依次逐层设置的八层ewr400布和两层ewr200布。
6.更进一步的,所述第一中蒙皮包括由上至下依次逐层设置的三层ewr400布,所述第二中蒙皮包括由上至下依次逐层设置的两层ewr400布。
7.更进一步的,所述外蒙皮包括由上至下依次逐层设置的两层ewr200布和八层ewr400布。
8.更进一步的,所述顶板板体设置有通风筒。
9.更进一步的,所述顶板板体的顶端设置有多个吊环,所述多个吊环对称设置在通风筒的两侧。
10.更进一步的,所述顶板板体的底部设置有短梯,所述短梯的顶端与通风筒相连。
11.更进一步的,所述外蒙皮短切毡和内蒙皮短切毡的外侧均设置有胶衣。
12.本发明还提供了一种天线罩顶部高承重顶板的成型方法,它包括以下步骤:
13.步骤1:在阴模模具表面喷涂胶衣,然后将模具进行加热,加快胶衣固化速度;
14.步骤2:待胶衣固化后,在胶衣面上铺放外蒙皮短切毡,然后使用树脂将第一短切
毡浸润,然后按铺层结构将外蒙皮的两层ewr200布和八层ewr400布依次进行铺放,并使用树脂将其进行浸润;
15.步骤3:将三维织物铺放到已被浸润的外蒙皮上,再将第一中蒙皮的两层ewr400布依次铺放在三维织物上,然后使用真空泵对三维织物进行抽真空处理,并同时导入树脂,待树脂将三维织物及第一中蒙皮浸满后,将真空泵关闭,使三维织物自然膨胀至规定厚度,并使其自然固化;
16.步骤4:待其固化后,使用平模将第一中蒙皮进行打磨拉毛处理,待打磨拉毛处理后,再将第二中蒙皮的三层ewr400布依次铺放在第一中蒙皮上并使用树脂将其浸润,然后将第二层三维织物铺放到已被浸润的第二中蒙皮上,再将第一内蒙皮的两层ewr400布依次铺放在第二层三维织物上,然后使用真空泵对第二层三维织物进行抽真空处理,并同时导入树脂,待树脂将三维织物及第一内蒙皮浸满后,将真空泵关闭,使三维织物自然膨胀至规定厚度,并使其自然固化,并待其固化后对第一内蒙皮进行打磨拉毛处理;
17.步骤5:在阳模模具喷涂胶衣,然后将模具进行加热,加快胶衣固化速度;
18.步骤6:将内蒙皮短切毡及第二内蒙皮的两层ewr200布按铺层结构顺序依次铺放到阳模模具上,并使用树脂将其浸润,同时将第二内蒙皮的八层ewr400布按铺层结构顺序铺放到阴模已打磨拉毛处理的产品上,并使用树脂将其浸润;
19.步骤7:然后将阳模与阴模进行合模,导入并进行抽真空处理使其成型,待固化后,进行脱模切边处理后完成顶板板体的成型;
20.步骤8:待顶板板体成型后,完成顶板板体、吊环、短梯以及通风筒的装配。
21.与现有技术相比,本发明的有益效果是:
22.1、本发明的顶板板体采用c夹层结构,并且采用三维织物作为芯层材料,具有超常的抗剥离性能、耐久性和优异的整体性,增强了天线罩顶板的强度,电磁透过性能强,提升了天线罩顶板的承重能力,并且有效的降低了天线罩顶板板块的重量;
23.2、本发明中三维织物的纤维层间采用了纤维芯柱连接,使得该三维织物有内应力,并且通过玻纤纱毛细原理,使得树脂渗透速度快,避免了树脂固化集中,并且三维织物的压缩强度比聚氨酯泡沫、pvc等芯材更高,质量更轻。
附图说明
24.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
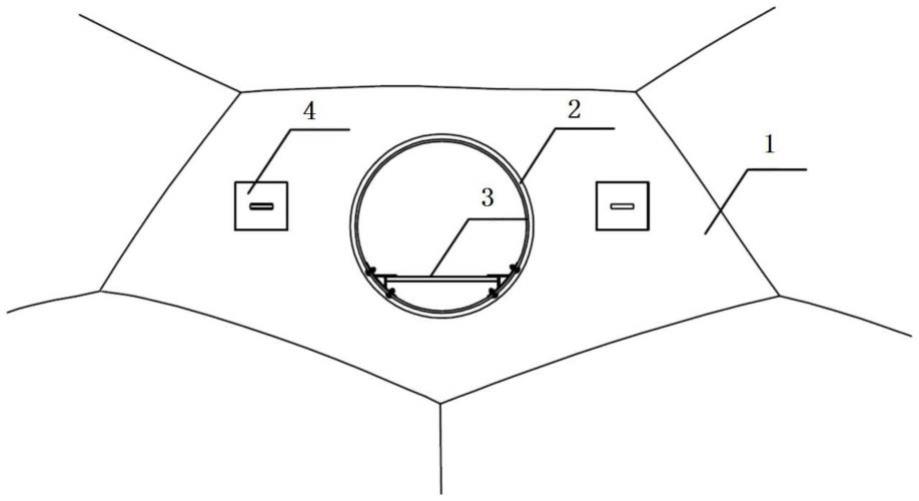
25.图1为本发明所述的一种天线罩顶部高承重顶板的整体结构示意图;
26.图2为本发明所述的一种天线罩顶部高承重顶板的顶板板体的结构示意图;
27.图3为本发明所述的一种天线罩顶部高承重顶板的三维织物的三维结构示意图;
28.图4为本发明所述的一种天线罩顶部高承重顶板的吊环的结构示意图;
29.图5为本发明所述的一种天线罩顶部高承重顶板的顶板板体径向应力分析示意图;
30.图6为本发明所述的一种天线罩顶部高承重顶板的顶板板体纬向应力分析示意图;
31.图7为本发明所述的一种天线罩顶部高承重顶板的顶板板体xy向应力分析示意
图。
32.1-顶板板体,101-外蒙皮,102-三维织物,103-第一中蒙皮,104-第二中蒙皮,105-第一内蒙皮,106-第二内蒙皮,2-通风筒,3-短梯,4-吊环。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地阐述。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
34.参见图1-7说明本实施方式,一种天线罩顶部高承重顶板,它包括顶板板体1,所述顶板板体1为c夹层结构,所述顶板板体1为树脂浸润固化成型,所述顶板板体1包括第一内蒙皮105、第二内蒙皮106、第一中蒙皮103、第二中蒙皮104、外蒙皮101、外蒙皮101短切毡和内蒙皮短切毡,所述外蒙皮101短切毡、外蒙皮101、第一中蒙皮103、第二中蒙皮104、第一内蒙皮105、第二内蒙皮106和内蒙皮短切毡由上至下依次逐层设置,所述外蒙皮101和第一中蒙皮103之间以及第二中蒙皮104与第一内蒙皮105之间均夹设有三维织物102,所述三维织物102包括多层由上至下依次逐层设置的纤维层,每相邻的两层纤维层之间均通过多个纤维芯柱相连,所述纤维芯柱的径向呈“8”字形,纬向呈“1”字形,所述三维织物102为热固性树脂真空辅助成型。
35.本实施例天线罩顶部高承重顶板的顶板板体1采用c夹层结构,并且采用三维织物102作为芯层材料,具有超常的抗剥离性能、耐久性和优异的整体性,增强了天线罩顶板的强度,电磁透过性能强,将天线罩顶板的承重能力提升至1500kg,提升了天线罩顶板的承重能力,并且有效的降低了天线罩顶板板块的重量,三维织物102的纤维层间采用了连续纤维芯柱连接,形成夹芯材料结构,层面之间芯柱径向呈“8”字形,纬向呈“1”字形的整体玻纤立体织物,使得该三维织物102有内应力,并且通过玻纤纱毛细原理,使得树脂渗透速度快,避免了树脂固化集中,并且三维织物102的压缩强度比聚氨酯泡沫、pvc等芯材更高,质量更轻,通过试验测试厚度为12mm的三维织物的玻璃钢板压缩强度为0.90mpa,而厚度为30mm的聚氨酯泡沫板的压缩强度为0.35mpa,由此可见三维织物102制成的玻璃钢板抗力效果更佳。
36.本实施例中所述第一内蒙皮105包括由上至下依次逐层设置的两层ewr400布,所述第二内蒙皮106包括由上至下依次逐层设置的八层ewr400布和两层ewr200布。
37.本实施例中所述第一中蒙皮103包括由上至下依次逐层设置的三层ewr400布,所述第二中蒙皮104包括由上至下依次逐层设置的两层ewr400布。
38.本实施例中所述外蒙皮101包括由上至下依次逐层设置的两层ewr200布和八层ewr400布。
39.本实施例采用三维织物102为芯层材料,由高强玻璃纤维布为蒙皮材料以及树脂复合而成的玻璃钢板作为顶板板体1,板块重量150kg,承重能力为1500kg,其顶板板体1在径向应力、纬向应力以及xy向应力的分析示意图分别如图5、图6以及图7所示。
40.本实施例中所述顶板板体1设置有通风筒2,通风筒的设置便于工作人员对天线罩顶部高承重顶板以及外部的其他装置进行维修及养护。
41.本实施例中所述顶板板体1的顶端设置有多个吊环4,所述多个吊环4对称设置在
通风筒2的两侧,吊环连接安全绳,在工作人员对天线罩顶部高承重顶板以及外部的其他装置进行维修及养护时起到保护作用。
42.本实施例中所述顶板板体1的底部设置有短梯3,所述短梯3的顶端与通风筒2相连,短梯的设置便于工作人员上升至天线罩顶部高承重顶板处作业,短梯亦可根据实际需要外接长梯。
43.本实施例中所述外蒙皮短切毡和内蒙皮短切毡的外侧均设置有胶衣。
44.本实施例还提供了一种天线罩顶部高承重顶板的成型方法,它包括以下步骤:
45.步骤1:在阴模模具表面喷涂胶衣,然后将模具进行加热,加快胶衣固化速度;
46.步骤2:待胶衣固化后,在胶衣面上铺放外蒙皮101短切毡,然后使用树脂将第一短切毡浸润,然后按铺层结构将外蒙皮101的两层ewr200布和八层ewr400布依次进行铺放,并使用树脂将其进行浸润;
47.步骤3:将三维织物102铺放到已被浸润的外蒙皮101上,再将第一中蒙皮103的两层ewr400布依次铺放在三维织物102上,然后使用真空泵对三维织物102进行抽真空处理,并同时导入树脂,待树脂将三维织物102及第一中蒙皮103浸满后,将真空泵关闭,使三维织物102自然膨胀至规定厚度,并使其自然固化;
48.步骤4:待其固化后,使用平模将第一中蒙皮103进行打磨拉毛处理,待打磨拉毛处理后,再将第二中蒙皮104的三层ewr400布依次铺放在第一中蒙皮103上并使用树脂将其浸润,然后将第二层三维织物102铺放到已被浸润的第二中蒙皮104上,再将第一内蒙皮105的两层ewr400布依次铺放在第二层三维织物102上,然后使用真空泵对第二层三维织物102进行抽真空处理,并同时导入树脂,待树脂将三维织物102及第一内蒙皮105浸满后,将真空泵关闭,使三维织物102自然膨胀至规定厚度,并使其自然固化,并待其固化后对第一内蒙皮105进行打磨拉毛处理;
49.步骤5:在阳模模具喷涂胶衣,然后将模具进行加热,加快胶衣固化速度;
50.步骤6:将内蒙皮短切毡及第二内蒙皮106的两层ewr200布按铺层结构顺序依次铺放到阳模模具上,并使用树脂将其浸润,同时将第二内蒙皮106的八层ewr400布按铺层结构顺序铺放到阴模已打磨拉毛处理的产品上,并使用树脂将其浸润;
51.步骤7:然后将阳模与阴模进行合模,导入并进行抽真空处理使其成型,待固化后,进行脱模切边处理后完成顶板板体1的成型;
52.步骤8:待顶板板体1成型后,完成顶板板体1、吊环4、短梯3以及通风筒2的装配。
53.本实施例采用湿法成型工艺。
54.本实施例中外蒙皮101、第一内蒙皮105、第二内蒙皮106采用玻璃纤维布短切毡通过不饱和聚酯树脂自然固化成型方式。
55.本实施例中第一中蒙皮103以及第二中蒙皮104均采用玻璃纤维布通过不饱和聚酯树脂自然固化成型方式。
56.本实施例中对固化后的蒙皮进行打磨拉毛处理,打磨清理蒙皮固化后的表面,并对打磨后的表面进行拉毛处理使得结构层间的贴合更加紧密。
57.本实施例中根据天线罩顶板的设计方案,顶板板体1的芯材为三维织物102夹层玻璃钢板,其在3ghz的单程传输损耗理论值为0.2db,测试值为均小于0.12db满足天线对天线罩传输损耗的要求,另外航管单二次天线旋转为水平方向,顶部板块传输性能对天线影响
不大,该天线罩通过实验校飞,天线罩顶板对传输损耗的影响很小,从而验证了设计的可行性。
58.本实施例用有限元分析软件对顶部板块面积为180
×
180mm2,承重1500kg进行应力分析,蒙皮最大拉应力为35.479mpa,最大压应力为-37.879mpa,三维织物102最大应力为0.105116mpa,均小于极限强度,满足1500kg力的承重要求,满足国外维修维护人员操作过程中的安全风险防范要求。
59.以上公开的本发明实施例只是用于帮助阐述本发明。实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1