一种织物衬底上大面积有源动态智能反射面的制备方法
metamaterials and programmable metamaterials[j].light:science&applications,2014,20(9):1-9.
[0008]
[3]e.basar,m.d.renzo,j.d.rosny,et al.wireless communications through reconfigurable intelligent surfaces[j].ieee access,2019,7:116753-116773.
[0009]
[4]n.shlezinger,o.dicker,y.c.eldar,et al.dynamic metasurface antennas for uplink massive mimo systems[j].ieee transactions on communications,2019,67(10):6829-6843.
[0010]
[5]imt 2030(6g)推进组.6g总体愿景与潜在关键技术白皮书.2021
[0011]
[6]s.mulatier,m.nasreldin,r.delattre,m.ramuz,t.djenizian.electronic circuits integration in textiles for data processing in wearable technologies[j].advanced materials technologies,2018,3(10):1700320.
技术实现要素:
[0012]
技术问题:现有的可调超表面在加工时,大多采用焊接的方式来加装集总器件以便获得良好的电磁性能,此工艺虽已成熟,但对基底有耐高温的需求,显然不适合直接应用到织物材料上。针对此问题,本发明的目的是提供一种织物衬底上大面积有源动态智能反射面的制备方法,展示一种将商业化集总器件与织物基底的结合的方式,以推进柔性共形超表面、频率选择表面的发展,为超表面、频率选择表面在军用用场景中的大规模应用提供技术支持。
[0013]
技术方案:为了实现上述发明目的,本发明的一种织物衬底上大面积有源动态智能反射面的制备方法包括以下步骤:
[0014]
1)在织物上利用先切后转的方式进行图案化金属部分,包括超表面上层金属、超表面下层金属的制备;
[0015]
2)将所需的集总可调器件加工到聚酰亚胺pi基底上;
[0016]
3)利用程控缝纫机将pi基底上的集总器件缝制到织物衬底之上;
[0017]
4)利用程控缝纫机进行织物上集总器件的电压回路即超表面上下层之间金属线的缝制;
[0018]
5)利用激光切割机切除多余的pi基底部分,最终得到织物衬底上的有源动态频率选择表面或超表面;
[0019]
其中,上表面电极、下表面电极紧紧贴合在pi基底上,金属过孔贯穿上表面电极、下表面电极,集总器件通过贴焊工艺焊接于上表面电极上;经过程控缝纫机的缝纫,pi基底的下表面电极与超表面上层金属紧紧贴合,下表面电极的两端分别与超表面上层金属的外环及内部贴片接触;超表面上层金属与超表面下层金属之间隔有织物衬底。
[0020]
在pi基底上覆金属电极,上表面电极与下表面电极之间由金属过孔相连;集总器件利用贴焊工艺加载到上表面电极之间。
[0021]
所述的有源动态频率选择表面或超表面,整个结构通过程控缝纫机缝制到超表面上,避免了直接在织物衬底上进行焊接,防止织物衬底遭到破坏。
[0022]
用于集成集总器件的pi基底厚度小于100微米,对电磁波的影响可以忽略。
[0023]
所述集总器件包括变容管、pin管。
[0024]
所述先切后转的方式是先通过激光切割机将对金属铜布进行图案化,再利用热释放胶带热转移到织物衬底上。
[0025]
发明原理:纺织品不耐高温的性质给小型集总器件的离散集成带来了诸多困难。本发明采用“电极延伸”的思路,先利用柔性电路板(fpc)工艺在极薄的聚酰亚胺(pi)基底上做出金属电极,再将集总元器件焊接至pi基底,最后,通过缝纫机将总器件缝制于超表面上。pi基底上下表面均做出电极,上下电极之间由金属过孔连接,保证了上下金属的等电势。pi下端的金属与超表面的单元直接接触,上表面的金属电极之间焊接集总器件(pin管,变容管等)。由于pi的厚度仅为微米量级,对电磁波的影响可以忽略,从电磁的角度来讲,这样的方式和直接再超表面单元焊接集总器件是等效的。
[0026]
有益效果:现有的基于pcb工艺的有源动态频率选择表面或超表面实在pcb覆铜板上直接进行焊接有源器件而成的,pcb板的厚度制约了超表面的柔性、共形能力。焊接的方式倘若直接用于织物超表面,产生的高温会灼伤甚至烧毁织物衬底,造成器件性能损坏。本发明提出的“先焊后缝”及“电极延伸”的方法能将商业集总器件无损的转移到织物衬底上,保证了其功能稳定性,同时利用织物柔性的特点,制备大面积柔性动态可调超表面。相比于直接焊接,此方法且避免了织物直接承受高温,能大大增加良品率,并降低织物形变时焊锡脱焊的风险。
附图说明
[0027]
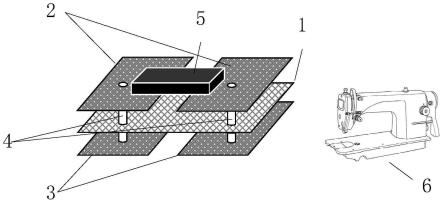
图1是焊接到pi上的集总器件及用于缝制的程控缝纫机示意图;
[0028]
图2是超表面上层金属图案及相应的单元示意图;
[0029]
图3是超表面下层金属图案及相应的单元示意图;
[0030]
图4是焊接到pi上的集总器件阵列示意图;
[0031]
图5是待切除的pi示意图及用于切割的激光切割机示意图。
[0032]
图6是基于织物衬底的有源动态可调超表面完整结构示意图。
[0033]
图中有:pi基底1、上表面电极2、下表面电极3、金属过孔4、集总器件5、程控缝纫机6、超表面上层金属7、超表面下层金属8、程控切割机9、待切除的pi部分10、织物衬底11、超表面上下层之间金属线12;外环71、内部贴片72。
具体实施方式
[0034]
下面结合附图和具体实施实例对本发明进一步说明。
[0035]
图1所示为焊接到pi基底1上的集总器件及用于缝制的程控缝纫机示意图,以单个集总器件为例,首先在pi基底1上覆上表面电极2、下表面电极3,其中上表面电极2、下表面电极3分别为上层电极及下层,上表面电极2与下表面电极3之间由金属过孔4相连。集总器件5(变容管、pin管等)利用贴焊工艺加载到上表面电极2之间。整个结构可通过程控缝纫机6缝制到超表面上。
[0036]
图2-6以一款动态可调幅超表面为实施例讲述详细过程。超表面上层金属7如图2所示,为互补方环结构,图2的右侧为超表面上层的单元示意图,上层结构的单元由外环71及内部贴片72构成。
[0037]
图3为超表面下层金属8示意图,图3的右侧为超表面下层的单元示意图。下层结构
的单元为十字形,其作用在于提供一个电连接的负极,以便对集总器件施加偏置电压。图2及图3所示的超表面上层金属7,超表面下层金属8都是利用发明人之前专利(一种采用大面积离散化图案制备uhf频段吸波器的方法,申请公布号:cn114142247a)中的方法集成到织物衬底上。
[0038]
图4所示为pi基底1上的集总元件阵列,为了整个超表面各个集总器件之间的对准以及后续对于pi基底1的移除,pi基底1被加工成十字结构,集总元件阵列集成到pi基底1上的方式如图1所示,为了方便表示,电极及金属过孔在图4中未画出。
[0039]
图5所示为待切除的pi部分10示意图及用于切割的程控切割机9示意图。利用程控缝纫机将pi上的集总器件阵列缝制到织物后,利用程控切割机9对待切除的pi部分10进行移除,一方面消除多余待切除的pi部分10对电磁波的影响,另一方面,消除多余待切除的pi部分10多超表面柔性的影响。
[0040]
图6为是基于织物衬底11的有源动态可调超表面完整结构示意图。其中,超表面上层的内贴片与超表面下层金属8之间由程控缝纫机传金属线相连,保证集总器件的偏执电压形成完整回路。需要说明的是,为方便展示,图6中超表面上层金属7,织物衬底11及超表面下层金属8相隔了一定距离,在加工实物时,这些结构是紧密贴合在一起的。
[0041]
按照此步骤,即可得到织物衬底上的大面积有源频率选择表面或超表面,相比于直接在织物上进行焊接,此方法且避免了织物直接承受高温,能大大增加良品率,并降低织物形变时焊锡脱焊的风险。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1