一种BGA器件底部的高黏度导热绝缘胶的填充方法与流程
一种bga器件底部的高黏度导热绝缘胶的填充方法
技术领域
1.本发明涉及印制电路板装配技术领域,尤其涉及一种bga器件底部的高黏度导热绝缘胶的填充方法。
背景技术:
2.随着军、民用电子装备向高性能、小型化、轻量化、高可靠以及低成本方向发展,尤其是卫星、无人机平台的有限空间对电子模块的微小型化需求更为迫切。降低平台空间占用率,减轻配装设备重量,提升散热能力已成为电子组件研制亟需解决的难题。通过采用微电子和芯片技术实现设备的小型化,核心模块芯片化,实现电子模块的载体空间占用小、重量轻、散热能力强,提升装备的适装能力,已成为未来电子产品发展的必由之路。球栅阵列bga(ball grid array)器件以其高密度、高i/o的设计特点,提高了高性能多芯片模块(mcm)连接的可靠性。同时bga器件可以适应现有表面组装smt工艺技术和设备,保证了良好的电子装联电气特性,因此bga器件成为现在主流应用,在电子产品组装中应用越来越广泛。
3.为了满足电子模块在恶劣环境下正常服役的使用要求,及大功率bga器件高效散热的需求,需对大功率bga器件使用高强度高导热系数的绝缘胶进行底部填充,以提供高效的散热通路,以满足产品散热设计需求;同时利用绝缘胶的高强度进行bga器件加固处理,获得更高的机械可靠性,提升电子组件在恶劣环境下的适应能力。
4.由于bga器件焊料球高度在0.6mm~0.65mm,球节距通常为1.0mm,焊料球数多达数百个,形成路径障碍。回流焊接后因焊料球的熔化焊接球体塌陷,器件底部高度再次降低到0.3mm~0.5mm之间,形成一个更小的微空隙复杂路径。要在该狭小缝隙内依靠绝缘胶本身的表面张力以及真空辅助手段完成胶的填充,绝缘胶黏度影响很大,黏度过大难以完成填充,希望绝缘胶黏度尽可能的小,但是底部填充胶在满足散热性能的情况下很难将黏度做到很低,因此有必要确定填充工艺方法,实现高黏度导热绝缘胶在bga器件底部完全填充,满足器件散热及加固需求。
技术实现要素:
5.本发明要解决的技术问题是,现有技术中,底部填充胶在满足散热性能的情况下很难将黏度做到很低,难以实现高黏度导热绝缘胶在bga器件底部完全填充,且满足器件散热及加固需求。有鉴于此,本发明提供一种bga器件底部的高黏度导热绝缘胶的填充方法。
6.本发明采用的技术方案是,所述bga器件底部的高黏度导热绝缘胶的填充方法,包括:
7.将第一组分与第二组分按质量比100:6~100:8分别进行称量,称量后将所述第一组分进行预烘,完成预烘后与所述第二组分混合并搅拌,以获得高黏度导热绝缘胶,其中,所述第一组分包括树脂,所述第二组分包括固化剂;
8.将预制工装装配至bga器件上方,并将所述预制工装与印制板组件之间的缝隙密
封,以使得在所述预制工装以及所述印制板组件之间构成密封腔体,所述bga器件的底部为填充区域;
9.将所述印制板组件进行预加热;
10.将所述高黏度导热绝缘胶注入所述预制工装上的注胶槽;
11.通过所述预制工装的抽气口对所述进行抽真空处理,以使得所述高黏度导热绝缘胶由所述注胶口流至所述填充区域,结束后去除所述预制工装;
12.将当前器件进行固化处理。
13.在一个实施方式中,对所述第一组分进行预烘包括:将所述第一组分放置于温度为65-75℃烘箱内进行预烘,预烘时间3~5分钟。
14.在一个实施方式中,所述第一组分与所述第二组分混合并搅拌3~5分钟。
15.在一个实施方式中,采用密封胶条将所述预制工装与印制板组件之间的缝隙密封。
16.在一个实施方式中,对所述印制板组件的预加热温度设定为65-75℃,预热时间为5-10min。
17.在一个实施方式中,将所述高黏度导热绝缘胶注入所述预制工装上的注胶槽,并与所述注胶槽的上表面齐平。
18.在一个实施方式中,所述抽真空处理包括:利用所述预制工装,对所述密封腔体进行抽气,其中抽气速率10-20l/min,抽气时间2-3分钟。
19.在一个实施方式中,所述固化处理包括:将当前器件在80℃温度条件下,固化时间4h。
20.本发明的另一方面还提供了一种预制工装,所述预制工装用于bga器件底部的高黏度导热绝缘胶的填充,包括:注胶槽、进胶流道、安装槽、出胶流道、抽气流道;
21.所述进胶流道与所述安装槽的一边相连,宽度与所述安装槽宽度一致;
22.所述注胶槽位于所述进胶流道上方,并与所述进胶流道相连;
23.所述注胶槽的外侧壁为垂直结构,内侧壁与外侧壁呈25
°‑
40
°
;
24.所述出胶流道与所述安装槽的另一边相连,宽度与所述安装槽宽度一致;
25.所述抽气流道与所述出胶流道相连。
26.在一个实施方式中,所述预制工装的材质包括不锈钢。
27.采用上述技术方案,本发明至少具有下列优点:
28.本发明利用专用工装进行高黏度导热绝缘胶的注胶,通过抽真空的方式实现胶的填充,保证了高黏度的导热绝缘胶在bga器件下面狭缝内的完全填充,提高了产品的合格率。另外,该工艺方法简单,不额外添加工艺设备,具备广泛的操作性。
附图说明
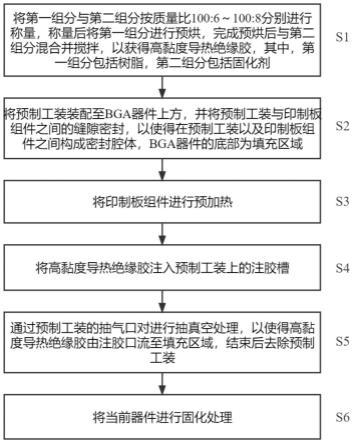
29.图1为根据本发明实施例的bga器件底部的高黏度导热绝缘胶的填充方法流程图;
30.图2为根据本发明实施例的预制工装结构的应用状态的剖视图;
31.图3为根据本发明实施例的预制工装结构的应用状态的底视图;
32.图4为根据本发明实施例的预制工装结构的应用状态的俯视图;
33.图5为根据本发明实施例测试结果示意图。
34.附图标记
35.1-注胶槽、2-进胶流道、3-安装槽、4-出胶流道、5-抽气流道、6-工装主体、7-bga器件、8-印制板、9-安装槽与进胶流道相连边、10-安装槽与出胶流道相连边、11-注胶槽外侧壁、12-注胶槽内侧壁、13-抽气设备管道。
具体实施方式
36.为更进一步阐述本发明为达成预定目的所采取的技术手段及功效,以下结合附图及较佳实施例,对本发明进行详细说明如后。
37.在附图中,为了便于说明,已稍微夸大了物体的厚度、尺寸和形状。附图仅为示例而并非严格按比例绘制。
38.还应理解的是,用语“包括”、“包括有”、“具有”、“包含”和/或“包含有”,当在本说明书中使用时表示存在所陈述的特征、整体、步骤、操作、元件和/或部件,但不排除存在或附加有一个或多个其它特征、整体、步骤、操作、元件、部件和/或它们的组合。此外,当诸如“...中的至少一个”的表述出现在所列特征的列表之后时,修饰整个所列特征,而不是修饰列表中的单独元件。此外,当描述本技术的实施方式时,使用“可以”表示“本技术的一个或多个实施方式”。并且,用语“示例性的”旨在指代示例或举例说明。
39.如在本文中使用的,用语“基本上”、“大约”以及类似的用语用作表近似的用语,而不用作表程度的用语,并且旨在说明将由本领域普通技术人员认识到的、测量值或计算值中的固有偏差。
40.除非另外限定,否则本文中使用的所有用语(包括技术用语和科学用语)均具有与本技术所属领域普通技术人员的通常理解相同的含义。还应理解的是,用语(例如在常用词典中定义的用语)应被解释为具有与它们在相关技术的上下文中的含义一致的含义,并且将不被以理想化或过度正式意义解释,除非本文中明确如此限定。
41.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
42.本发明中说明书中对方法流程的描述及本发明说明书附图中流程图的步骤并非必须按步骤标号严格执行,方法步骤是可以改变执行顺序的。而且,可以省略某些步骤,将多个步骤合并为一个步骤执行,和/或将一个步骤分解为多个步骤执行。
43.本发明第一实施例,一种bga器件底部的高黏度导热绝缘胶的填充方法,如图1所示,包括以下具体步骤:
44.步骤s1,将第一组分与第二组分按质量比100:6~100:8分别进行称量,称量后将第一组分进行预烘,完成预烘后与第二组分混合并搅拌,以获得高黏度导热绝缘胶,其中,第一组分包括树脂,第二组分包括固化剂;
45.步骤s2,将预制工装装配至bga器件上方,并将预制工装与印制板组件之间的缝隙密封,以使得在预制工装以及印制板组件之间构成密封腔体,bga器件的底部为填充区域;
46.步骤s3,将印制板组件进行预加热;
47.步骤s4,将高黏度导热绝缘胶注入预制工装上的注胶槽;
48.步骤s5,通过预制工装的抽气口对进行抽真空处理,以使得高黏度导热绝缘胶由注胶口流至填充区域,结束后去除预制工装;
49.步骤s6,将当前器件进行固化处理。
50.在一些实施方式中,步骤s1中对第一组分进行预烘可以是将第一组分放置于温度为65-75℃烘箱内进行预烘,预烘时间3~5分钟。
51.在一些实施方式中,步骤s1中第一组分与第二组分混合并搅拌时间可以是3~5分钟。
52.在一些实施方式中,步骤s2可以采用密封胶条将预制工装与印制板组件之间的缝隙密封。
53.在一些实施方式中,步骤s3中对印制板组件的预加热温度可以设定为65-75℃,预热时间可以为5-10min。
54.在一些实施方式中,步骤s4中将高黏度导热绝缘胶注入预制工装上的注胶槽,并应保证与注胶槽的上表面齐平。
55.在一些实施方式中,步骤s5中抽真空处理可以是利用预制工装,对密封腔体进行抽气,其中抽气速率可以是10-20l/min,抽气时间2-3分钟。
56.在一些实施方式中,步骤s6中的固化处理可以是将当前器件在80℃温度条件下,固化时间4h。
57.相较于现有技术,本实施例至少具备以下优点:
58.本实施例利用专用工装进行高黏度导热绝缘胶的注胶,通过抽真空的方式实现胶的填充,保证了高黏度的导热绝缘胶在bga器件下面狭缝内的完全填充,提高了产品的合格率。另外,该工艺方法简单,不额外添加工艺设备,具备广泛的操作性。
59.本发明第二实施例,与第一实施例对应,本实施例介绍一种预制工装,如图2至图4所示,该预制工装用于bga器件底部的高黏度导热绝缘胶的填充,即用于实施如第一实施例中所提供的方法。预制工装包括:注胶槽1、进胶流道2、安装槽3、出胶流道4、抽气流道5;
60.本实施例中,安装槽3位于工装主体6中心,设置在bga器件7四周,安装槽3上表面高于bga器件7约0.1-0.2mm,安装槽3边缘与bga器件7紧配合。安装槽3与进胶流道2的相连边9的下表面与bga器件7封装体下表面齐平,安装槽3与出胶流道5的相连边10的下表面与bga器件7封装体下表面齐平。安装槽3其余两边的下表面与印制板8表面齐平,用于工装主体6的定位。
61.进一步地,进胶流道2与安装槽一边9相连,宽度与安装槽3宽度一致,用于胶粘剂进入bga器件7底部;注胶槽1位于进胶流道2上方,注胶槽1与进胶流道2相连,用于放置胶粘剂,注胶槽1的外侧壁11垂直于印制板8,内侧壁12与外侧壁11呈一定角度(25
°‑
40
°
),便于胶粘剂流动;出胶流道4与安装槽3另一边10相连,宽度与安装槽3宽度一致,用于胶粘剂流出bga器件7底部;抽气流道5位于出胶流道4中间偏上的位置,与出胶流道4相连,用于安装抽气设备管道13。
62.示例性地,预制工装的材质可以为不锈钢。
63.本发明第三实施例,本实施例是在上述实施例的基础上,结合附图5介绍一个本发明的应用实例以及测试结果。
64.步骤s1,配胶:
65.将双组份高黏度导热绝缘胶中a组分(树脂)与b组分(固化剂)按质量比100:6~100:8,依据填充产品数量分别进行称量,称量后将a组分(树脂)放置于温度为65-75℃的烘
箱内部进行预烘,预烘时间3~5分钟。a组分(树脂)完成预烘后与b组分(固化剂)混合,放入搅拌机内搅拌3~5分钟,通过配胶过程的预烘以降低导热绝缘胶的黏度,以便于后续填充;
66.步骤s2,装配工装:
67.在配胶的同时,将填充工装装配至产品上需要填充的bga器件上方,填充工装见附图2至图4,采用密封胶条将工装与印制板组件之间的缝隙密封,将抽气口通过管路与真空系统连接起来,以便在填充区域形成一个密封腔体,便于后续抽真空填充过程;
68.步骤s3,预加热:
69.将完成填充工装装配的印制板组件放置于预热板上进行预加热,预加热温度设定为65-75℃,预热5-10min,以便于能够进一步降低导热绝缘胶的黏度;
70.步骤s4,注胶:
71.使用针管将配置好的高黏度导热绝缘胶从工装上的注胶口内注入,保证胶液与注胶口上表面齐平,注胶过程注意不要产生气泡以保证填充区域的密封;
72.步骤s5,抽真空
73.完成注胶后利用真空系统通过抽气口进行抽真空,抽气速率10-20l/min,抽气时间2-3分钟,通过抽真空的方式以保证高黏度高热绝缘胶顺利完成填充,抽真空结束后去除工装,;
74.步骤s6,固化
75.将产品放置于烘箱内进行固化,固化温度80℃,固化时间4h,固化完成后,打开烘箱,取出样品。
76.按gjb548b《微电子器件试验方法和程序》中“方法2030芯片粘接的超声检测”对bga填充样品的填充空洞率进行检测。
77.图5为采用了本发明焊接工艺后试验件超声检测照片,填充空洞率为5.2%。可以看出,采用本发明焊接工艺后,样品空洞率在10%以下。综上所述,本发明有效解决了大功率bga器件高黏度导热绝缘胶底部填充问题。
78.通过具体实施方式的说明,应当可对本发明为达成预定目的所采取的技术手段及功效得以更加深入且具体的了解,然而所附图示仅是提供参考与说明之用,并非用来对本发明加以限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1