基于圆刀设备的柔板保险丝加工方法与流程
本发明涉及柔性保险丝加工,特别是涉及一种基于圆刀设备的柔板保险丝加工方法。
背景技术:
1、目前市面上所生产的柔性线路成型工艺如下:开料→钻孔→贴干膜→对位→曝光→显影→蚀刻→脱膜→表面处理→贴覆盖膜→压制→固化→表面处理→沉镍金→印字符→剪切→电测→冲切→终检→包装→出货。上述工艺其主要缺点是工艺流程过于复杂,且还有进行腐蚀性处理,从而会产生大量废水废气,造成环境污染,针对这些确定我们彻底改变成型工艺由圆刀模切纯物理工艺对线路成型。
技术实现思路
1、为解决上述问题,本发明提供一种整体过程采用全自动化制造,节省人力,解决了传统通过蚀刻加工环境污染、效率低等问题,整体全自动化完成,可持续工作,生产效率高的基于圆刀设备的柔板保险丝加工方法。
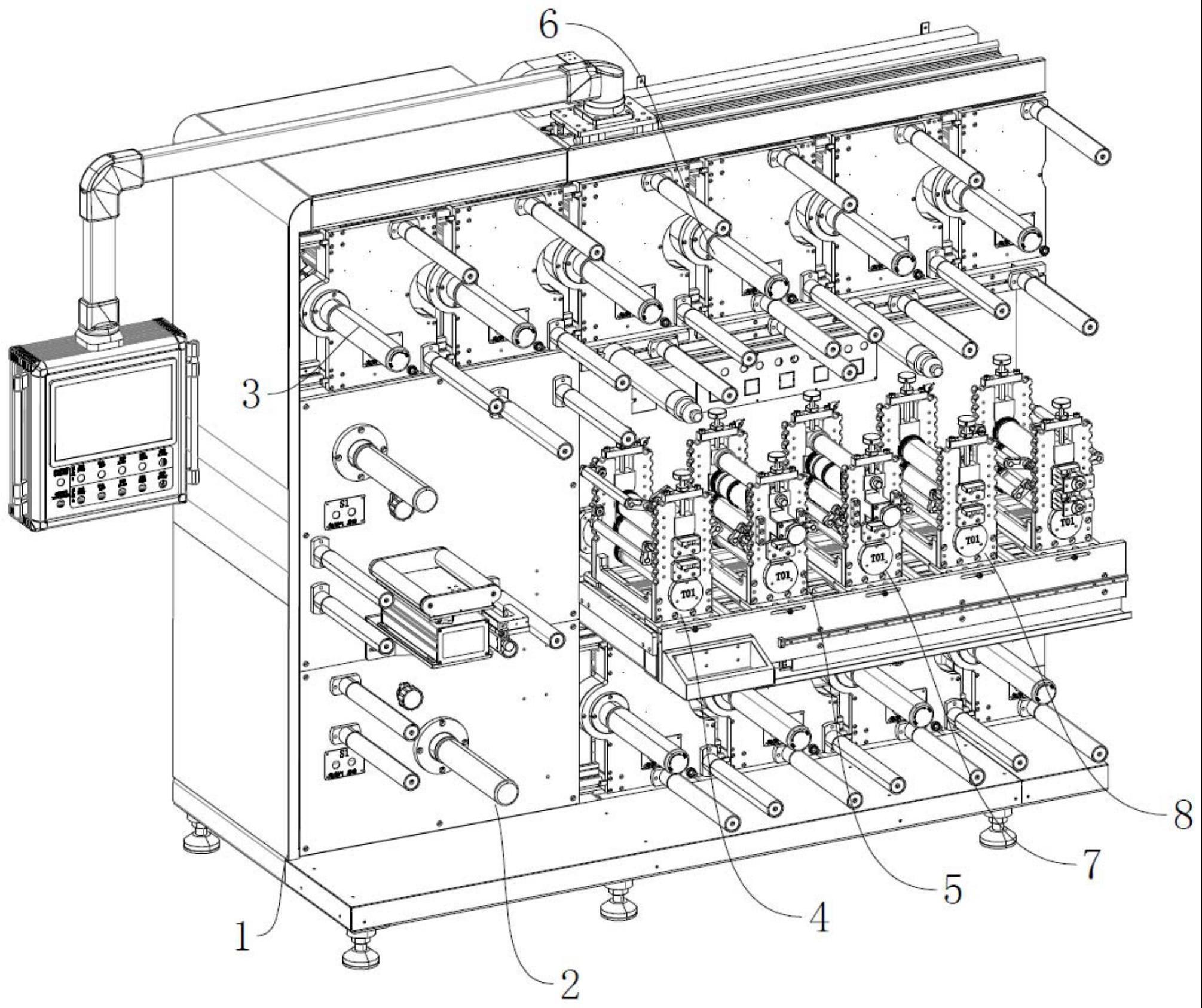
2、本发明所采用的技术方案是:一种基于圆刀设备的柔板保险丝加工方法,包括圆刀设备,所述圆刀设备包括机架,底膜放卷组件,铜箔放卷组件,复合组件,圆刀组件,剥离组件,覆膜组件,以及成型组件,所述底膜放卷组件安装在机架的一侧并用于底膜放卷;所述铜箔放卷组件安装在机架、并靠近所述底膜放卷组件的一侧,所述铜箔放卷组件用于铜箔放卷;所述复合组件安装在机架、并用于将底膜与铜箔热复合相连;所述圆刀组件包括安装在机架的切刀支架、安装在切刀支架的辊切驱动辊、与辊切驱动辊同步传动连接的辊切辅助辊、以及与辊切辅助辊同步传动连接的切刀辊,所述切刀支架安装有切刀电机,所述切刀电机与辊切驱动辊连接,所述辊切辅助辊与切刀辊之间设有切割位,所述切刀辊至少在切割位的外径设有切割刀口,所述切割刀口包括线路切割刀口以及保险丝切割刀口,所述保险丝切割刀口用于在铜箔上切出保险丝线路;所述剥离组件用于将切割后的铜箔除线路与保险丝外的铜箔从底膜上剥离;所述覆膜组件用于在剥离后的物料上覆盖上膜料、将切割成型后的铜箔覆盖;所述成型组件将覆膜后的物料进行切割成型;
3、加工方法包括如下:
4、s1,膜料复合:底膜放卷组件将底膜放卷并送入至复合组件,同时铜箔放卷组件将铜箔放卷并送入至复合组件,复合组件将送入的铜箔与底膜复合连接;
5、s2,铜箔切割:复合组件将复合后的物料送入至圆刀组件,圆刀组件通过切刀电机作用下使得切刀驱动辊、辊切辅助辊和切刀辊同步传动、并带动物料经过切割位,物料在经过切割位时通过切割刀口对物料上的铜箔切割形成柔性电路以及波浪状的保险丝线路;
6、s3,铜箔剥离,完成柔性电路以及保险丝线路切割后,剥离组件将多余的铜箔从底膜上剥离并收卷,此时物料上存在的底膜与柔性电路和保险丝线路持续传输;
7、s4,表面覆膜,覆膜组件将表膜放料,并将表膜通过复合在底膜、柔性电路和保险丝线路上,将两者覆盖;
8、s5,成型,覆膜组件将覆膜后的物料送入至成型组件,成型组件将物料裁切成型。
9、对上述方案的进一步改进为,所述机架包括工作台、以及安装在工作台的纠偏组件,所述纠偏组件用于底膜和/或铜箔纠偏后再导入至复合组件;
10、对上述方案的进一步改进为,步骤s1中,纠偏组件将镀膜和铜箔纠偏后再送入至复合组件进行复合。
11、对上述方案的进一步改进为,所述机架上安装有第一导向辊和第二导向辊,所述第一导向辊用于底膜放卷导向,所述第二导向辊用于铜箔放卷导向;所述底膜放卷组件包括安装在机架的第一放卷辊、以及安装在机架上用于驱动第一放卷辊的第一放卷电机,所述第一放卷电机用于驱动第一放卷辊将底膜放卷;
12、对上述方案的进一步改进为,所述铜箔放卷组件包括安装在机架的第二放卷辊、以及安装在机架上并用于驱动第二放卷辊的第二放卷电机,所述第二放卷电机用于驱动第二放卷辊作用铜箔放卷。
13、对上述方案的进一步改进为,所述复合组件包括复合支架、安装在复合支架的复合驱动辊、安装在复合支架并与复合驱动辊同步传动连接的复合辅助辊、以及安装在复合支架并与复合辅助辊同步传动连接的复合压辊,所述复合驱动辊连接有复合电机,所述复合压辊与复合辅助辊之间设置辊压位,所述辊压位用于将底膜与铜箔复合连接;
14、对上述方案的进一步改进为,所述步骤s1中,复合辅助辊和/或复合压辊上安装有发热元件,发热元件用于复合辅助辊和/或复合压辊加热、并将发热温度控制在90~160℃将铜箔与底膜热压复合。
15、对上述方案的进一步改进为,所述复合支架靠近辊压位的两侧设有复合导入辊和复合导出辊,所述复合导入辊用于将底膜与铜箔导入至辊压位,所述复合导出辊用于将复合后的底膜与铜箔导出;所述复合支架安装有复合调节元件,所述复合调节元件用于调节复合压辊与复合辅助辊之间的间距。
16、对上述方案的进一步改进为,所述切刀支架靠近切割位的两侧设有切割导入辊和切割导出辊,所述切割导入辊用于将复合后的底膜与铜箔导入至切割位,所述切割导出辊将切割后的底膜与铜箔导出;所述切刀支架安装有切刀调节元件,所述切刀调节元件用于调节切刀辊的切割刀口的深度;所述保险丝切割刀口呈波浪状。
17、对上述方案的进一步改进为,所述剥离组件包括剥离辊、以及连接于剥离辊的剥离电机,所述剥离电机用于驱动剥离辊将剥离后的铜箔收卷;
18、对上述方案的进一步改进为,步骤s3中,需要手动将铜箔剥离卷绕到剥离辊上,后在持续工作时通过剥离电机驱动剥离辊的作用下进行剥离收卷。
19、对上述方案的进一步改进为,所述覆膜组件包括覆膜放料模组、以及覆膜压合模组,所述覆膜放料模组用于覆膜放料、并将覆膜放入至覆膜压合模组;
20、对上述方案的进一步改进为,所述覆膜放料模组包括覆膜放料辊、以及覆膜放料电机,所述覆膜放料电机用于驱动覆膜放料辊将覆膜放料;
21、对上述方案的进一步改进为,所述覆膜压合模组包括压合支架、安装在压合支架的压合驱动辊、安装在压合支架并与压合驱动辊同步传动连接的压合辅助辊、以及安装在压合支架并与压合辅助辊同步传动连接的压合压辊,所述压合驱动辊连接有压合电机,所述压合压辊与压合辅助辊之间设置压合位,所述压合位用于将覆膜与底膜和铜箔压合连接。
22、对上述方案的进一步改进为,所述压合支架靠近压合位的两侧设有压合导入辊和压合导出辊,所述压合导入辊用于将底膜与铜箔导入至压合位,所述压合导出辊用于将压合后的覆膜后的物料导出;所述压合支架安装有压合调节元件,所述压合调节元件用于调节压合压辊与压合辅助辊之间的间距。
23、对上述方案的进一步改进为,所述成型组件包括成型支架、安装在成型支架的成型驱动辊、安装在成型支架并与成型驱动辊同步传动连接的成型辅助辊、以及安装在成型支架并与成型辅助辊同步传动连接的成型压辊,所述成型驱动辊连接有成型电机,所述成型压辊与成型辅助辊之间设置成型位,所述成型位用于将覆膜与底膜和铜箔成型连接;
24、对上述方案的进一步改进为,所述成型支架靠近成型位的两侧设有成型导入辊和成型导出辊,所述成型导入辊用于将覆膜后的物料送入至成型位,所述成型导出辊用于将成型后的物料导出;所述成型支架安装有成型调节元件,所述成型调节元件用于调节成型压辊与成型辅助辊之间的间距
25、本发明的有益效果是:
26、相比现有的柔性电路板的保险丝加工,本发明通过圆刀机用于对柔性电路板进行辊切,辊切过程是,先将底膜与铜箔复合,复合后再通过圆刀切,切出柔性导电线路以及保险丝线路,后再将多余的铜箔剥离收卷,并在辊切的表面上覆膜,覆膜后再进行辊切呈指定形状,整体过程采用全自动化制造,节省人力,解决了传统通过蚀刻加工环境污染、效率低等问题,整体全自动化完成,节省人力,对电路结构复合效果好,可持续工作,生产效率高。具体是,包括圆刀设备,所述圆刀设备包括机架,底膜放卷组件,铜箔放卷组件,复合组件,圆刀组件,剥离组件,覆膜组件,以及成型组件,所述底膜放卷组件安装在机架的一侧并用于底膜放卷;所述铜箔放卷组件安装在机架、并靠近所述底膜放卷组件的一侧,所述铜箔放卷组件用于铜箔放卷;所述复合组件安装在机架、并用于将底膜与铜箔热复合相连;所述圆刀组件包括安装在机架的切刀支架、安装在切刀支架的辊切驱动辊、与辊切驱动辊同步传动连接的辊切辅助辊、以及与辊切辅助辊同步传动连接的切刀辊,所述切刀支架安装有切刀电机,所述切刀电机与辊切驱动辊连接,所述辊切辅助辊与切刀辊之间设有切割位,所述切刀辊至少在切割位的外径设有切割刀口,所述切割刀口包括线路切割刀口以及保险丝切割刀口,所述保险丝切割刀口用于在铜箔上切出保险丝线路;所述剥离组件用于将切割后的铜箔除线路与保险丝外的铜箔从底膜上剥离;所述覆膜组件用于在剥离后的物料上覆盖上膜料、将切割成型后的铜箔覆盖;所述成型组件将覆膜后的物料进行切割成型;在制造过程中,通过底膜放卷和铜箔放卷将两者放卷,放卷后通过复合组件将两者通过热复合连接,连接后通过圆刀组件对复合后的铜箔进行辊切,辊切是通过切割刀口对铜箔切割出柔性电路板的线路,具体是通过线路切割刀口切割出线路,保险丝刀口切割出保险丝线路,由于采用的是圆刀,切割时形成一个闭环线路切割,可实现循环性的切割,切料后进行铜箔废料收卷,后再覆膜切割成型,解决了现有保险丝线路只能通过蚀刻成型的问题,通过圆刀切割效率更高,更加环保。
27、加工方法包括如下:s1,膜料复合:底膜放卷组件将底膜放卷并送入至复合组件,同时铜箔放卷组件将铜箔放卷并送入至复合组件,复合组件将送入的铜箔与底膜复合连接;s2,铜箔切割:复合组件将复合后的物料送入至圆刀组件,圆刀组件通过切刀电机作用下使得切刀驱动辊、辊切辅助辊和切刀辊同步传动、并带动物料经过切割位,物料在经过切割位时通过切割刀口对物料上的铜箔切割形成柔性电路以及波浪状的保险丝线路;s3,铜箔剥离,完成柔性电路以及保险丝线路切割后,剥离组件将多余的铜箔从底膜上剥离并收卷,此时物料上存在的底膜与柔性电路和保险丝线路持续传输;s4,表面覆膜,覆膜组件将表膜放料,并将表膜通过复合在底膜、柔性电路和保险丝线路上,将两者覆盖;s5,成型,覆膜组件将覆膜后的物料送入至成型组件,成型组件将物料裁切成型。整个过程采用持续性,中间不需要停顿,可连贯性好,可以持续对柔性电路板成型。
- 还没有人留言评论。精彩留言会获得点赞!