一种兼容圆柱电芯和方形电芯的自动包装机的制作方法
本发明涉及电芯包装设备,具体涉及一种兼容圆柱电芯和方形电芯的自动包装机。
背景技术:
1、现有的软包电池在生产过程中,需要将电芯放置于冲坑好的铝塑膜内,对铝膜进行翻折后,通过封装机构对铝塑膜依序进行顶封、侧封、角封等加工,在上述加工过程中,一般采用机械手对电芯进行前、后加工平台之间的运输。在现有的电芯包装设备中,存在不足:一台包装设备的局限性大,包装电芯的类型较单一,针对不同形状的电芯包装生产兼容性差,不利于多样化生产。
技术实现思路
1、针对现有技术存在的不足,本发明目的在于提供一种兼容圆柱电池和方形电芯包装设备,经过巧妙的机构设计,这台设备可以通过简单的夹具换型即可包装不同类型的电芯,提高了电芯包装机的兼容性,从而有利于提高电芯包装设备的集成度和生产效率,同时也大幅降低了换型与维护的成本和时间。
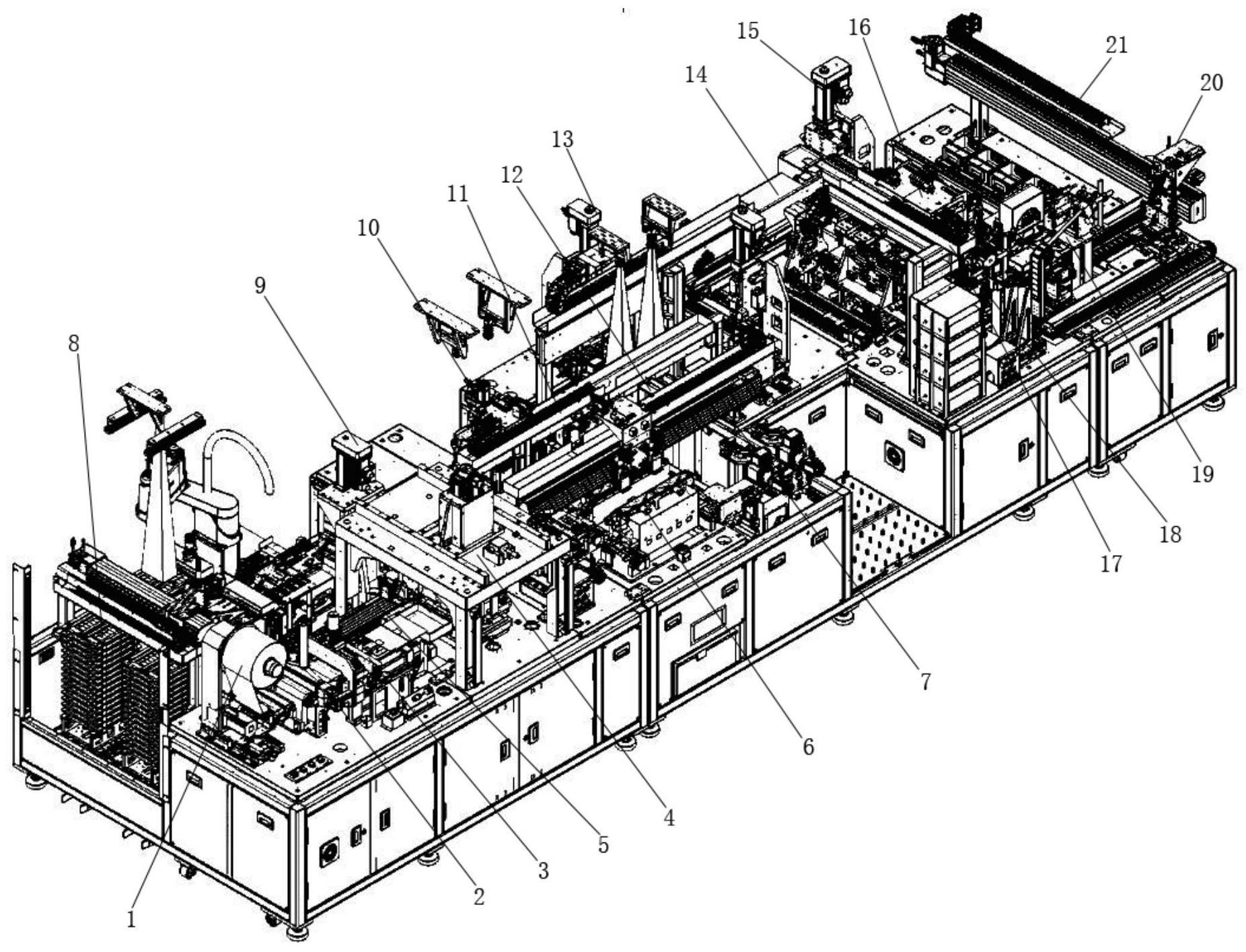
2、本发明的目的可以通过以下所述技术方案来实现:一种兼容圆柱电芯和方形电芯的自动包装机,包括依次设置于机架平台上的放卷除尘机构、片膜裁切机构、拉膜转运机构、冲坑机构、片膜顶切机构和铝塑膜暂存机构,片膜裁切机构的后侧设置有片膜转移机械手,放卷除尘机构的后侧设置有电芯上料机构,电芯上料机构右侧依次设置有热压机构、电芯极耳定位机构、极耳整形机构、夹具机构、片膜顶封机构、片膜侧封组件和侧切机构,片膜顶封机构与片膜侧封组件之间设置有顶封转运机构,顶封转运机构的下方设置有横移夹爪组件,片膜顶封机构包括左顶封组件和右顶封组件,片膜侧封组件包括左侧封组件和右侧封组件。具体的,铝塑膜依次通过放卷除尘机构、片膜裁切机构、拉膜转运机构裁切成片膜,片膜通过片膜转移机械手转移至冲坑机构进行冲坑,在铝塑膜表面形成与裸电芯形状大小一致的凹坑,然后通过片膜转移机械手将冲坑完的铝塑膜放置在片膜顶切机构中进行顶切,切成大小合适,之后放置在铝塑膜暂存机构中,再通过片膜转移机械手将铝塑膜暂存机构中的片膜移送至夹具机构中进行电芯包装,同时由电芯上料机构连续供应裸电芯,裸电芯依次经过热压机构进行热压工序、电芯极耳定位机构进行极耳定位工序、极耳整形机构进行极耳整形工序,之后进入夹具机构进行包装工序,电芯包装后通过顶封转运机构移送至片膜顶封机构中进行顶封工序,顶封工序完成后再移送至侧封组件中进行侧封工序,电芯侧封完成后被移送至侧切机构中进行侧切工序,侧切完成后电芯被移送至绝缘测试工位上,对电芯极耳进行进行绝缘测试,测试合格的产品通过并联机械手被移送至喷码工位上,对电芯表面进行喷码工序,喷码完成后电芯被移送至注液工位上,对电芯进行注液工序,注液完成后通过分选机构对产品进行筛选。
3、优选的,放卷除尘机构包括放卷底座和除尘支架,放卷底座上固定设置有两个平行的放卷调节导轨,放卷调节导轨上滑动设置有可调节位置的放卷调节座,放卷调节座上固定设置有放卷传动箱,放卷传动箱的下端固定设置有放卷驱动电机,放卷传动箱的上端转动设置有用于放置铝塑膜的气胀轴,放卷电机的上方设置有滚筒座,滚筒座上转动设置有滚筒,放卷驱动电机的输出端与气胀轴之间通过同步带组件传动连接,除尘支架上转动设置有两个上下相对的除尘毛刷,除尘毛刷通过固定设置在除尘支架上的除尘驱动电机带动旋转,除尘毛刷的上、下侧对称设置有吸尘罩。具体的,在放卷除尘机构中:根据放卷铝塑膜宽度采用放卷调节丝杆调整滚筒座的位置,选用电机和同步皮带轮结构带动气胀轴旋转放卷铝塑膜,并通过多个滚筒拉直铝塑膜,再利用除尘驱动电机带动两个除尘毛刷运动清理铝塑膜上面的灰尘,并通过吸尘器连通吸尘罩将灰尘抽走。
4、优选的,片膜裁切机构包括裁切支撑架,裁切支撑架的一侧设置可上下移动的第一切刀座,第一切刀座上固定设置有裁切刀,裁切支撑架的另一侧设置有第一夹爪座,第一夹爪座上相对设置有两个第一夹爪气缸,第一夹爪气缸上设置有用于夹持铝塑膜的第一夹爪,裁切支撑架的顶部固定设置有裁切驱动气缸,裁切驱动气缸的输出端与第一切刀座固定连接。具体的,在片膜裁切机构中:利用两个第一夹爪气缸带着第一夹爪夹紧和松开铝塑膜,通过顶部的裁切驱动气缸上下运动带动裁切刀运动裁切铝塑膜。
5、优选的,拉膜转运机构包括拉膜支架,拉膜支架上平行设置有两个拉膜导轨,拉膜导轨上滑动设置有第二夹爪座,第二夹爪座上对称设置有两个第二夹爪气缸,第二夹爪气缸上设置有用于夹持铝塑膜的第二夹爪,拉膜支架上设置有用于驱动第二夹爪座沿拉膜导轨移动的第一伺服丝杆模组,拉膜支架的旁侧设置有移膜平台,移膜平台的旁侧设置有废膜盒。具体的,在拉膜转运机构中:利用两个第二夹爪气缸带着第二夹爪夹紧上一机构裁切的铝塑膜,通过第一伺服丝杆模组带动第二夹爪座沿拉膜导轨移动,将铝塑膜送到移膜平台上,接着两个第二夹爪气缸带着第二夹爪松开铝塑膜,等待下一机构工作,同时可在拉膜转运机构的上方设置检测相机,如果检测到铝塑膜有破损,则将破损的铝塑膜放到废膜盒。
6、优选的,冲坑机构包括上下相对固定设置的下模座和上模座,下模座上设置有冲坑下模,上模座上设置有与冲坑下模适配的冲坑上模,上模座顶部设置有驱动冲坑上模动作的上模驱动电机,下模座底部设置有驱动冲坑下模动作的下模驱动电机。具体的,在冲坑机构中:当片膜转移机械手把移膜平台上的片膜放入冲坑下模的冲坑位置后,由上模驱动电机通过丝杆传动驱动冲坑上模向下运动进行冲坑,同时通过下模驱动电机通过丝杆传动于冲坑下模,将其上顶,与冲坑上模合模实现冲坑动作,采用气缸进行缓冲,并且冲膜的压力可调,可以保护电机与丝杆。
7、优选的,片膜转移机械手包括第一直线电机模组以及设置于第一直线电机模组上的第一片膜转移座和第二片膜转移座,第一片膜转移座和第二片膜转移座上分别设置有入料机械手、出料机械手。具体的,在片膜机械手机构中:为保证膜转移的精度与速度,通过第一直线电机模组驱动第一片膜转移座和第二片膜转移座,其中第一直线电机模组采用双动子直线电机,第一片膜转移座带动入料机械手部分,用于将片膜从移膜平台搬运到冲坑机构,第二片膜转移座带动出料机械手部分,用于将冲坑完成的铝塑膜搬运到片膜顶切机构处进行顶切,之后再搬运到夹具机构中进行电芯包装。
8、优选的,片膜顶切机构包括顶切调节导轨以及对称设置的第二切刀座和第三切刀座,第二切刀座和第三切刀座均与顶切导轨滑动配合,且第二切刀座和第三切刀座内均固定设置有顶切气缸,顶切气缸的输出端固定连接有顶切刀,顶切调节导轨的旁侧设置有调节丝杆,调节丝杆与第二切刀座、第三切刀座上固定设置的丝杆螺母座螺纹连接。具体的,在片膜顶切机构中:该机构用于在翻折包装前将铝塑膜裁剪规整,根据片膜的宽度,第二切刀座和第三切刀座沿顶切导轨一起运动到合适的位置后,第二切刀座和第三切刀座内的顶切气缸带动顶切刀同时向上运动,对片膜进行双顶切,并设有手动调节丝杆便于调整顶切刀位置。
9、优选的,铝塑膜暂存机构包括第二直线电机模组及设置于第二直线电机模组上的铝塑膜搬运座,铝塑膜搬运座上对称设置有铝塑膜搬运机械手,铝塑膜搬运机械手的下方设置有暂存平台。具体的,在铝膜暂存机构中:该机构主要作用是缓存已经冲坑好的铝塑膜,方便铝塑膜的夹取以供后续包装时使用,同时还设计有铝塑膜搬运机械手与第二直线电机模组用于搬运冲坑好的铝塑膜至片膜顶切机构裁剪。
10、优选的,电芯上料机构包括物料车和料盘升降支架,料盘升降支架上设置有第二伺服丝杆模组和电芯上料机械手,第二伺服丝杆模组上设置有料盘搬运机械手,料盘升降支架的上方设置有ccd相机。具体的,在电芯上料机构中:利用物料车搬运料盘,通过料盘搬运模组自动将料盘搬运到料盘升降支架上或者将空料盘从料盘升降支架搬送至物料车上,料盘升降支架上采用顶升上料机顶起料盒到指定位置,顶升上料机为竖直安装的伺服丝杆模组,接着电芯上料机械手通过吸盘吸住电芯进行上料。利用ccd相机对料盘进行拍照检测,对电芯定位并检测到料盘中无电芯时,第二伺服丝杆模组通过驱动料盘搬运机械手将空料盘搬运到放料位,当料盒中电芯搬运完后,通过顶升上料机和料盘搬运模组将空料盘搬入到下料位置,料盘放满后,自动退出到物料车中。
11、优选的,热压机构包括热压支撑座及上下相对设置于热压支撑座上的热压下模组和热压上模组,热压支撑座的顶部设置有热压驱动电机,热压驱动电机的输出端传动连接有热压传动丝杆,热压传动丝杆与热压上模组螺纹连接;热压支撑座的两侧分别设置有上料缓存平台、下料缓存平台,上料缓存平台和下料缓存平台上均设置有与电芯形状适配的电芯缓存夹具,热压支撑座的前侧设置有第三直线电机模组,第三直线电机模组上设置有两个电芯搬运座,两个电芯搬运座上均设置有第一电芯搬运机械手。具体的,在热压机构中:利用第三直线电机模组驱动两个第一电芯搬运机械手移动,同时完成将电芯从上料缓存平台中搬运到热压下模组和将热压后的电芯从热压下模组搬运到下料缓存平台的动作,通过热压驱动电机驱动热压传动丝杆转动,驱动热压上模组沿热压支撑座上的导轨向下运动,与热压下模组合模实现上下热压动作。
12、优选的,极耳整形机构包括第二电芯搬运机械手及用于驱动第二电芯搬运机械手移动的第四直线电机模组,第四直线电机模组的下方设置有极耳整形平台,极耳整形平台的旁侧设置有坏料收集盒。其中,在极耳整形机构中:采用第二电芯搬运机械手用来吸取圆柱电芯,通过第四直线电机模组移载到极耳整形平台上,极耳整形平台上安装的整形气缸将裸电芯极耳进行翻折处理,还极耳整形平台的旁侧设置了坏料收集盒,用于将不合格的物料收集起来。
13、优选的,夹具机构包括夹具z轴组件及用于驱动夹具z轴组件水平移动的第五直线电机模组,夹具z轴组件包括夹具平移座,夹具平移座的一侧竖直设置有z轴滑轨,z轴滑轨上滑动设置有夹具升降板,夹具平移座的另一侧设置有夹具升降驱动电机,夹具升降驱动电机的输出端通过同步带组件传动连接有升降传动丝杆,升降传动丝杆与夹具升降板上的丝杆螺母座螺纹连接,夹具升降板的顶部固定设置有支撑顶板,支撑顶板上对称设置有圆柱电芯包装组件或方形电芯包装组件。通过第五直线电机模组驱动夹具z轴组件水平移动,在夹具z轴组件中,通过夹具升降驱动电机提供动力,夹具升降驱动电机的动力经过同步带组件传递到升降传动丝杆,通过升降传动丝杆转动,使夹具升降板的位置上升或者下降,z轴滑轨对其进行一个导向作用。
14、优选的,圆柱电芯包装组件包括固定夹具座、设置于固定夹具座一端的第一夹具驱动电机,第一夹具驱动电机的输出端传动连接有第一减速机,第一减速机的输出端通过同步带传动连接有第一夹具旋转轴,第一夹具旋转轴上套接有同步转动的第一旋转连接块,第一旋转连接块端部固定连接有可翻折的圆柱电芯翻转夹具,圆柱电芯翻转夹具的另一端与固定夹具座固定连接,且圆柱电芯翻转夹具的中部开设有与圆柱电芯相适配的圆弧凹槽。具体的,圆柱电芯包装过程:裸电芯和冲坑好的铝塑膜在圆柱电芯翻转夹具上进行翻折合盖,通过第一夹具驱动电机作为驱动,带动第一夹具旋转轴、第一旋转连接块旋转,从而带动圆柱电芯翻转夹具进行翻折合盖,合盖好的电芯经过第五直线电机模组转运到电芯包装检测相机工位上,检测夹具是否合盖完好,合盖好的电芯再搬运至左顶封组件、右顶封组件进行顶封,此圆柱电芯翻转夹具的设计是由电芯的形状大小而决定,在使用其他规格型号电芯的封装时只需要对翻转夹具进行设计与简单换型即可。
15、优选的,方形电芯包装组件包括夹具支撑座和两个相对设置的第二夹具驱动电机,两个夹具支撑座上均转动设置有第二夹具旋转轴,两个第二夹具旋转轴上均套接有同步转动的第二旋转连接块,两个第二旋转连接块之间连接有可翻折的方形电芯翻转夹具,方形电芯翻转夹具上设有与方形电芯相适配的方形凹槽,第二夹具驱动电机的输出端传动连接有第二减速机,第二减速机的输出端通过同步带轮组件传动连接于其中一个第二夹具旋转轴。具体的,方形电芯包装过程:方形电芯包装组件的动力源来自第二夹具驱动电机,经过第二减速机与同步带轮组件传递到第二夹具旋转轴,通过第二夹具旋转轴带动第二旋转连接块旋转,使方形电芯翻转夹具的一侧向合盖的趋势方向对方形电芯铝塑膜进行翻折,翻折合盖好的电芯经过顶封转运机构转运到侧封组件进行侧封。
16、优选的,夹具机构的上方设置有电芯包装检测相机,第五直线电机模组上的安装板上设置有两个光源。设计有两个光源使相机拍照更加清晰明显。
17、优选的,左顶封组件、右顶封组件、左侧封组件和右侧封组件均包括顶封支撑架,顶封支撑架的顶部设置有电缸及驱动电缸工作的顶封伺服电机,电缸的输出端固定连接有顶封连接板,顶封连接板与顶封支撑架通过第一导轨滑块组件滑动连接,且顶封连接板的下端连接有上封头,上封头的下方设置有用于电芯托顶板,电芯托顶板上开设有与待封电芯形状相适配的电芯放置槽,电芯托顶板的底部设置有托顶气缸。具体的,顶封伺服电机与电缸配合使用,带动顶封连接板上下运动使加热的上封头接触铝塑膜完成封印动作,托顶气缸配合电芯托顶板,使电芯托顶板能够对封印好的电芯起支撑作用,避免封装后因电芯放置不稳而掉落。
18、优选的,顶封支撑架上设置有纠偏气缸,纠偏气缸上设置有纠偏夹爪。为解决电芯的极耳偏斜问题,设计纠偏气缸配合纠偏夹爪对极耳偏斜的电芯进行纠偏。
19、优选的,顶封支撑架的底部设置有顶封底座,顶封底座上沿x轴方向滑动设置有x轴滑座,x轴滑座上沿y轴方向滑动设置有y轴滑座,y轴滑座与顶封支撑架底部固定连接,x轴滑座和顶封底座上均设置有第一丝杆手柄和第一数显表。为了适应不同电芯的大小及位置误差的问题,顶封机构在x方向和y方向提供移动自由度,调节方式为第一丝杆手柄调节,并附带数显表,调节精度可实现0.01mm,在调节固定好电芯后,将由上封头向下运动,对铝塑膜进行封印。
20、优选的,顶封转运机构包括第六直线电机模组和第七直线电机模组,第六直线电机模组上设置有沿x轴方向平移的第一转运z轴组件,第一转运z轴组件上对称设置有两个顶封前进组件,第七直线电机模组上设置有沿x轴方向平移的第二转运z轴组件,第二转运z轴组件上对称设置有两个吸盘夹具。具体的,在顶封转运机构中,由第六直线电机模组、第一转运z轴组件和两个顶封前进组件负责把顶封完成的两个电芯转运到横移夹爪组件进行中转处理。
21、优选的,第一转运z轴组件包括第一转运平移座,第一转运平移座上竖直安装有第一z轴气缸,第一z轴气缸的输出端固定连接有第一升降立板,第一升降立板与第一转运平移座之间通过第二导轨滑块组件滑动配合。
22、优选的,顶封前进组件包括固定连接于第一升降立板底部的安装板,安装板上固定设置有y轴气缸,y轴气缸的输出端固定设置有第三夹爪气缸,第三夹爪气缸上设置有与电芯外形相适配的第三夹爪。具体的,通过第三夹爪气缸配合第三夹爪动作来夹取已顶封完成的电芯,y轴气缸用于夹取电芯后的避空,防止夹具与顶封组件相撞,该组件的主要作用是将电芯转运至横移夹爪组件中的第四夹爪上,再经过横移夹爪组件中第三伺服丝杆模组直线运动,将电芯带入侧封组件的封头之间并由侧封组件中的电芯托顶板与纠偏夹爪将电芯固定,该组件中第三夹爪和横移夹爪组件中的第四夹爪采用仿形设计,与铝塑膜接触部分设计成手指状,且第三夹爪与第四夹爪相互交错,使电芯在转运过程中有着很流畅的动作,在夹取方形电芯时只需要去除该夹爪上的仿型特征即可。顶封前进组件采用第三夹爪搬运电芯,有效解决圆柱电芯封边没有封装好导致张开问题。
23、优选的,第二转运z轴组件包括第二转运平移座,第二转运平移座上竖直安装有第二z轴气缸,第二z轴气缸的输出端固定连接有第二升降立板,第二升降立板与第二转运平移座之间通过第三导轨滑块组件滑动配合;第二升降立板上对称设置有导轨安装座,导轨安装座上通过第四导轨滑块组件滑动配合有夹具连接座,夹具连接座的上端与导轨安装座之间连接有弹簧轴,夹具连接座的下端固定连接有吸盘夹具。具体的,第二z轴气缸在该组件中提供上下运动的动力,使吸盘夹具能够向下运动夹取已完成侧封的电芯,其中第三导轨滑块组件进行z轴方向的导向。当第二z轴气缸向下运动时,为了使吸盘夹具中的吸盘能够很好的贴合电芯,当吸盘接触电芯后仍然需要向下运动一小段距离,为了防止电芯与吸盘夹具相撞导致电芯破损,则设计弹簧轴在吸盘夹具的上方起到缓冲作用,第二转运z轴组件在左右方向的运动由第七直线电机模组提供动力。
24、优选的,横移夹爪组件包括第三伺服丝杆模组,第三伺服丝杆模组上设置有横移座,横移座上滑动设置有夹具升降座及驱动夹具升降座上下移动的夹具升降气缸,夹具升降座上对称设置有两个第四夹爪气缸,第四夹爪气缸上设置有第四夹爪。具体的,在横移夹爪组件中:夹具升降气缸用于控制夹具升降座的上下运动,从而控制第四夹爪气缸及第四夹爪的上下运动,第四夹爪气缸控制第四夹爪的开合动作,在该组件中第四夹爪与顶封前进组件的第三夹爪相互交错,使电芯在转运过程中有着很流畅的动作,在夹取方形电芯时只需要去除该夹具上的仿型特征即可。
25、优选的,侧切机构包括侧切底座,侧切底座上对称设置有侧切调节导轨,侧切调节导轨上滑动设置有侧切支撑座,侧切支撑座顶部设置有侧切驱动气缸,侧切驱动气缸的输出端固定连接有侧切刀座,侧切刀座上安装有侧切刀,侧切刀的旁侧设置有侧切平台,侧切平台底部连接有可调节高度的侧切平台支架,侧切底座上设置有与侧切支撑座配合的第二丝杆手柄和第二数显表。
26、优选的,分选机构包括第八直线电机模组和第九直线电机模组,第八直线电机模组上设置有分选平移座,分选平移座上设置有分选机械手,第九直线电机模组上设置有出料平移座,第八直线电机模组的下方设置有分选次品盒。具体的,在分选机构中:采用第八直线电机模组驱动分选平移座移动,通过分选机械手来吸取喷码工位中加工过的产品,若是检测不合格的产品,依次排列放置在个分选次品盒中,若是合格产品则分拣到出料平移座中,通过第九直线电机模组进行出料,分选机械手中设计有回转气缸,方便调整电芯的位置。
27、本发明的有益效果是:相比于传统的电芯包装设备只能封装单一结构的电芯,本发明提供一种兼容圆柱电芯和方形电芯的自动包装机,通过简单的夹具换型即可兼容对圆柱电芯和方形电芯进行封装,提高了电芯包装机的兼容性,而且本发明通用性强,换型简单、成本低廉。同时本设备增加ccd对来料电芯进行全方位定位和检测,特别是极耳位置检测和定位,提高封装效果。本设备通过在机构上的添加以及工序上的调整,机器结构紧致,通过采用双工位设计,有效提高了包装机的生产效率,完善了设备的自动化流程,有效节约了生产时间,大大提升了产能。
- 还没有人留言评论。精彩留言会获得点赞!