一种储能器件的制造工艺的制作方法
1.本发明属于储能器件技术领域,具体涉及一种储能器件的制造工艺。
背景技术:
2.锂离子电池具有能量密度高的优点,因此在现代生活中得到广泛的应用,但是目前锂离子电池仍然满足不了用户追求更长待机时间的需求,因此,开发能量密度更高的储能器件产品,成为工业界的急迫需求。
3.目前电池包基本上都采用从单体-模组-电池包的成组方式,通过多层级的成组方式保障电池安全,但会牺牲电池包的空间利率和能量密度,已有电池内部通过集流体将多个储能单元串联形成电池储能系统,即etp(electrode to pack)电池,可以降低电池的封装重量和体积,从而提高其比能量和比功率,并具有更加稳定的电池性能和更低的内阻,使电池的安全性也得到很大的提高。
4.目前的单极性电池软包封装技术较为复杂,周转时间长,过程管控风险大,很难满足etp电池软包体系的应用需求,特别是传统的单极性电池软包生产工序无法满足双极性电池体系的化成排气封装需求,并且若采用二次封口工序,会给etp高度集成体系带来风险。
技术实现要素:
5.为解决以上问题,本发明提出了一种用于etp电池的储能器件制造工艺。
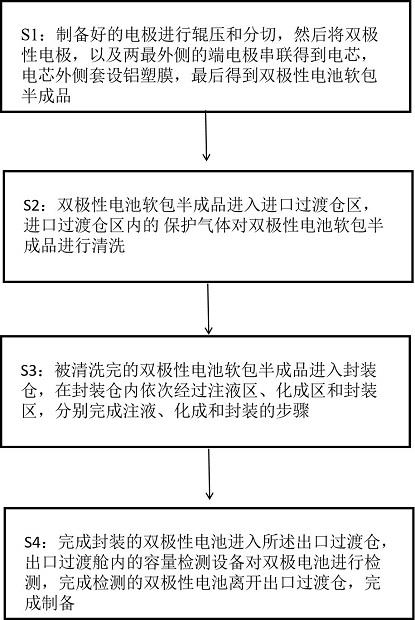
6.为实现以上目的的技术解决方案如下:一种储能器件的制造工艺:所述储能器件包括至少一个电芯,所述至少一个电芯包括双极性电极片、隔膜及电解质,双极性电极片包括集流体,集流体的两侧面分别涂覆正极活性材料与负极活性材料,相邻两片双极性电极片相对的面涂覆的活性材料极性相反,相邻两片双极性电极片之间设置隔膜,所述集流体金属化后连接外部电源管理系统和化成系统,所述储能器件的制造工艺包括如下步骤;s1:所述正/负极活性物料与集流体成型,对制备好的电极进行辊压和分切,然后将双极性电极,以及两最外侧的端电极串联得到电芯,集流体金属化留出极耳,所述电芯外侧套设铝塑膜,得到双极性电池软包半成品;s2:所述双极性电池软包半成品从进口过渡仓的第一进口进入所述进口过渡仓,所述进口过渡仓内充满保护气体,所述保护气体对所述双极性电池软包半成品进行清洗;s3:被清洗完的所述双极性电池软包半成品从所述进口过渡仓的第一出口离开所述进口过渡仓进入封装仓,所述封装仓包括注液区、化成区和封装区,所述双极性电池软包半成品在所述封装仓内依次经过注液区、化成区和封装区,分别完成注液、化成和封装的步骤;s4:完成封装的双极性电池离开所述封装区进入所述出口过渡仓,所述出口过渡仓包括第二进口和第二出口,在所述封装区完成封装的双极性电池离开所述封装区,从所
述第二进口进入所述出口过渡仓,所述出口过渡舱内设置容量检测设备,所述容量检测设备对所述双极性电池进行检测,完成检测的双极性电池离开通过所述第二出口离开所述出口过渡仓,完成制备。
7.进一步改进,优选步骤s2中的进口过渡仓内的保护气体为氩气,所述氩气对所述双极性电池软包半成品进行清洗次数为三次。
8.进一步改进,优选步骤s3中的注液区内集成设置注液机或外连接独立的注液机,所述注液机配置有注液针,所述注液针与所述双极性电池软包半成品的注液口结合以进行定量注液。
9.进一步改进,优选步骤s3中的封装仓密封并与除湿机相连,所述除湿机连续对所述封装仓除湿,以保证封装仓内处于低水氧比状态,所述水氧比≤ 1 ppm。
10.进一步改进,优选步骤s3中的化成区设置有电接口,所述双极性电池软包半成品通过所述电接口连接外部化成系统,所述化成系统激活所述双极性电池软包半成品的正负极活性物质。
11.进一步改进,优选双极性电池软包半成品在进入所述进口过渡仓前外侧被夹具固定,所述双极性电池软包半成品的两侧及底面被热塑封装,上端呈敞口状态。
12.进一步改进,优选双极性电池软包半成品通过金属引出极耳,所述极耳与外部所述化成系统通过所述电接口电连接。
13.进一步改进,优选化成区还设置排气装置,步骤s3中,所述双极性电池软包半成品进入化成区后,开启所述排气装置,以排出所述双极性电池软包半成品化成时产生的气体。
14.进一步改进,优选封装区内设置抽真空装置和夹具加压装置,步骤s4中化成后的所述双极性电池软包半成品进入封装区后,开启所述抽真空装置对所述封装区进行抽真空,并使所述夹具加压装置对夹具施加压力。
15.进一步改进,优选步骤s3中对所述夹具施加压力以后,采用热塑机对所述双极性电池软包半成品的上端进行热塑封口,所述双极性电池软包半成品的两侧为铝膜,所述夹具夹在两侧的铝膜上,所述夹具加压装置对所述夹具加压,以对所述双极性电池软包半成品上端进行热塑封口。
16.本发明面向etp结构体系注液化成封装问题,相对于传统单极性电池,双极性电池由两端正负单极性电极与若干双极性电极串联而成,可实现高压电化学体系。etp结构体系基于双极性电池,由电极片直接封装成模组系统,减少传统单体壳体,省略模组装配过程,可显著提高能量密度,降低系统成本,并且带来更低内阻简化系统等优势。
17.本发明针对etp双极性电池软包结构,设计出一种满足其注液-化成-封装的高度集成式设备,并设计出自动化的制造工艺,可以保证高质量高效率产出。
18.本发明设计出一种储能器件制造工艺,基于目前主流注液机、低露点环境设备、化成设备及夹具、热塑封装机及电气系统进行重新设计组合,编制工艺程序,针对etp双极性电池软包结构进行一体整合产出。首先基于etp双极性电池软包的特殊结构,其中每个独立正负极单元进行极耳引出连接至化成夹具上,即etp双极性电池软包首先进行化成夹具固定并且保证独立正负极单元进行连接。随后进入入口过渡仓进行3-4次保护气体清洗,过程中etp双极性电池软包结构保持敞口状态,随后进行定量注液,并选择适当注液速率及浸润时间。保证浸润完全后进行化成工序,化成工序过程中出现明显产气现象,过程中提供低露
点环境,并将正压气体及时排出处理。化成及排气完成后进入封装工序,软包铝塑膜热塑封装。全工序保持在低露点环境中进行。封装完成后,进入出口过渡仓进行3-4次保护气体清洗,最后产出完整etp双极性电池软包产品。
19.本发明针对etp双极性电池软包实际生产过程中注液-化成-封装问题,设计了高度集成式设备,保证高效率高质量产出。有效解决如下问题:(1)etp双极性电池软包中每个独立正负极单元化成困难问题,包括化成后需要及时排气问题;(2)传统工艺需要二次封口,该发明仅需要一次封装,etp双极性电池软包半成品前期为敞口状态,在实际工序中极大提高了便利性;(3)整条工序在低露点环境中进行,通过电气系统进行控制,保证了产品的一致性,实现高质量高效率生产。
附图说明
20.图1为现有单体电池结构示意图。
21.图2为本发明双极性电池结构示意图。
22.图3为一种导电聚合物作为双极性电极的电池的示意图。
23.图4为双极性电极金属帽状结构示意图。
24.图5为传统电池软包注液设备示意图。
25.图6为etp双极性电池软包半成品的结构示意图。
26.图7为集成式etp双极性电池制造设备。
27.图8位本发明储能器件的制备工艺流程图。
具体实施方式
28.下面结合附图对本发明作进一步的详细描述。
29.结合图1,现有的单体电池10包括正极集流体11、负极集流体13和隔膜12,正极集流体11多为铝箔,其上涂覆正极活性材料15,负极集流体13多为铜箔,其上涂覆负极活性材料14;目前主流单体电池结构即如图1所示,其中锂离子电池具有比能量高、电压高、自放电小、循环性能好、寿命长等优点,被大量应用在动力电池及储能系统中,而目前动力储能系统中单体大多采用圆柱形、方形铝壳或软包设计,每个单体电池外部都具有独立的电池壳体。基于这种特性,电池单体组成电池模组后进行整合形成电池包,过程中通过串并联单体及模组形成满足动力或者储能系统需求。这种连接方式的极耳、连接件、电池壳等部件会增大电池的重量和连接阻抗,降低电池的功率密度和能量密度,同时也增加了电池的安全隐患。
30.如图2所示,双极性电池结构包括多片电极片,以电极片、隔膜和电解质交替的叠片组装方式组装成电芯20,电芯外部包覆外壳。最外侧两片电极片分别单面涂覆正极活性材料22与负极活性材料23,外层负极件26、外层正极件21和电芯串联组150,电芯串联组150的两端分别具有正极端和负极端,外层负极件26与负极端连接,外层正极件21与正极端连接,电芯串联组包括多个重叠设置的双极性电极片,每相邻两个双极性电极片之间设置有用于阻隔电子通过的隔膜25,且每相邻两个内部双极性电极片24相互构成一个供电单元,多个供电单元串联在一起。
31.双极性电极片与隔膜之间紧密贴合,从而缩小多个双极性电极片24的占用空间,
进而使得整个电池的体积减小。每个双极性电极片包括内部集流体、正极活性材料层和负极活性材料层,正极活性材料层和负极活性材料层分别涂覆设置在内部集流体的两侧表面,每个正极活性材料层与相邻的负极活性材料层之间设置有隔膜25,且正极活性材料层和负极活性材料层分别与对应的内部隔膜25相贴合,进一步缩减电芯的整体体积。双极性电池是在电池内部通过双极性电极将若干个电池单元叠加串联构成电池模块,可以降低电池的封装重量和体积,从而提高其比能量和比功率,并具有更加稳定的电池性能和更低的内阻。
32.相比之下,双极性电池具有以下特点:(1)不存在目前电池组内的极耳、连接件、结构件及电池壳等部件,增加了活性物质在电池系统中的占比,提高了电池系统的比功率和比能量;(2)电流方向与电极垂直,电流通过很薄的双极性电极,在减少电流传输路径的同时增大了电流截面面积,使电池中电流分布更加均匀,电子迁移通道缩短,降低了电池内阻;(3)若双极性电池内部某个电池单元发生短路,不会导致电池内部所有电池单元的瞬间大电流放电,单体电池内部只有少量的热产生,电池还可以继续使用,只是电池的输出电压会有所降低;(4)双极性动力电池并联成组使用,可以简化电池组管理系统的设计,降低动力电池集成系统的成本。另外,并联电池组可以实现快速充/放电,而无需对电极材料或极片涂布厚度提出特殊要求。
33.如图3所示,本实施例中以一种导电聚合物作为双极性电极,其具有良好的柔性、较高的导电率,同时以聚合物作为集流体24,能够进一步降低系统质量,提高能量密度。且如图4所示,基于聚合物的双极性集流体采用气相沉积工艺进行金属化,金属化后的聚合物集流体可焊接导线连接电池管理系统,实现对电池系统内部电极片级的电化学监控;为了便于每个电极与电源管理系统引出导线相连,封装好后,每个聚合物集流体在器件一端都会裸露出一部分,在这部分上进行金属化。具体金属化部分为双极性集流体外部端头,金属化形成一种类似帽状结构包裹集流体端部。金属化结构形式,可包括集流体单面金属化。本发明为了避免工程化过程中出现焊接位置错误的情况,选择了双面金属化,同时设置端头,以形成帽状结构,保证有效焊接的同时,增加金属化的结合稳定性;以气相沉积为手段进行集流体金属化制备,气相沉积可形成致密且稳定金属化层,保证电池体系的循环稳定性,同时具有优异的导热导电性,满足各类使用环境,保证电池管理的及时有效性。
34.如图5所示,目前主流软包注液工序采用多个软包夹具成组进入注液环境箱,通过外管路引入电解液进行针管注液。该注液技术不适用于etp双极性电池软包,存在技术复杂,周转时间长,水氧控制困难等问题。如图6所示,将图4中制备好的etp双极性电芯20的两侧和底面设置铝塑膜30,并对etp双极性电芯20的两侧和底面的铝塑膜30进行热塑封装,上端呈敞口状态。如图7所示,完成两侧和底面热塑封装的etp双极性电池软包半成品两侧被夹具夹住后,从集成式etp双极性电池制造设备的进口过渡仓41的第一进口进入进口过渡仓41,进口过渡仓41内充满保护气体,保护气体对etp双极性电池软包半成品进行清洗,清洗气体为三次,本实施例中气体选用氩气,清洗完的etp双极性电池软包半成品从进口过渡仓41的第一出口离开进口过渡仓41并进入注液区42,注液区42内置注液机或与外部的注液机连接,注液机的注液针与etp双极性电池软包半成品的注液口对齐结合进行定量注液,保证电解液浸润之后进入化成区43,化成区43提供恒温环境,化成区43设置有电接口,以供化成区43内的经注液的etp双极性电池软包半成品与外部的化成系统电连接,化成系统激活
所述双极性电池的正负极活性材料15和14,etp双极性电池软包半成品通过金属引出极耳与外部化成系统通过电接口电连接,因为化成过程中出现产气现象,需要及时进行排气并保证低露点环境的低水氧比,最优的水氧比≤ 1 ppm,需要在化成区设置排气装置。
35.etp双极性电池软包半成品化成排气结束后进入封装区44,封装区44连接抽真空装置,该抽真空装置对封装区44进行抽真空,同时夹具对etp双极性电池软包半成品加压,热塑封闭etp双极性电池软包半成品上端,封口后的etp双极性电池软包从出口过渡仓45的第二进口进入出口过渡仓45,出口过渡仓45内设置容量检测设备,容量检测设备对etp双极性电池软包进行检测,确定电容量是否达标,达标的etp双极性电池软包从出口过渡仓45的第二出口产出。整套流程工艺可参见图8所示,该制备工艺满足etp双极性电池软包的注液、化成和封口要求,实现高度集成化设计,可进行连续生产,并保证低露点环境,其中软包封口仅一次工序,减少工序风险,可提高良品率及一致性。如下表1所示,从工艺工程角度,传统分段注液、化成和封口流程多,风险管控难。本发明高度集成不同工序,并且全程保持低露点环境,有效管控失效,实际良品率可提升10%左右。
36.表1 现有工艺和etp集成工艺良品率对比以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1