一种液流电池和电堆
本发明涉及化学储能技术中的液流储能电池领域,特别涉及全钒液流储能电池。
背景技术:
1、全钒液流电池因其具有输出功率和容量相互独立,系统设计灵活;能量效率高,寿命长,运行稳定性和可靠性高,自放电低;选址自由度大,无污染、维护简单,运营成本低,安全性高等优点,在规模储能方面具有广阔的发展前景,被认为是解决太阳能、风能等可再生能源发电系统随机性和间歇性非稳态特征的有效方法,在可再生能源发电和智能电网建设中有着重大需求。
2、传统的全钒液流电池单电池结构通常包括电池端板、集流体、双极板、密封垫、电极框、电极和隔膜,1节电池需要四个密封垫来防止电池外漏,带来了密封成本较高的问题。而且,密封垫的柔性使得装配时需要小心地使其与电极框对齐,装配工序繁琐,生产效率低。此外,密封垫的厚度通常在0.8mm以上,造成电极厚度太厚,带来电池内阻较大的问题,影响了电池功率密度的提高。
3、为解决该问题,cn201911258234.5开发出一种一体化带双极板的电极框及包含其的全钒液流电池,通过将双极板和正负电极框通过激光焊接制成一体化,其中正极电极框和负极电极框中的一个为透明材质电极框、另一个为非透明材质电极框。该结构可以提高电堆的密封可靠性,并减少了一半数量的密封元件的使用,可降低一半的密封成本,还减薄了电池的厚度,缩小了电池的体积,提高了电池的功率密度,此外还可以提高电堆装配效率。
4、尽管有如此多的优点,但该方法也导致双极板被电极框完全包裹,从外部无法检测到单节电池的电压,使得电堆出现故障时,无法判断是哪一节电池出现问题,不利于电堆故障诊断。
技术实现思路
1、本发明所要解决的技术问题(发明目的)
2、为解决可焊接电堆检测单节电池电压的问题,本发明提出一种液流电池和电堆,可实时检测单节电池电压,方便电堆出厂时的合格评价,有利于电池运行时的控制和及时发现电池异常,避免出现大的电池故障。
3、本发明提供的完整技术方案为,
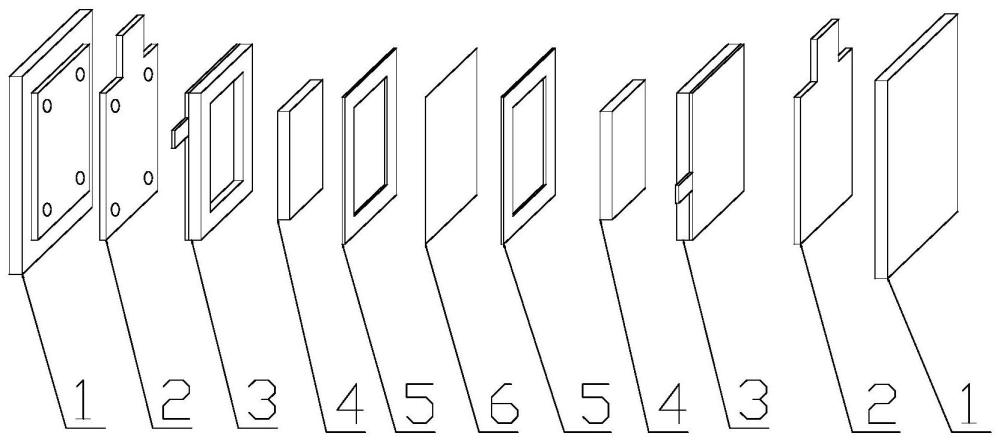
4、本发明提供一种液流电池,其包括由隔膜间隔的2个双极板电极框一体化组件a构成,所述双极板电极框一体化组件a,包括一个双极板和一个带有用于放置电极的中部通孔的电极框,双极板置于电极框的中部通孔内、靠近通孔的一开口端处,中部通孔的轴线与双极板的表面相垂直,双极板的四周边缘与通孔内壁面间通过激光焊接密封固定,通过双极板将通孔的一开口端密闭,其特征在于:双极板边缘向远离双极板、且平行于双极板表面的方向沿伸或设置有至少一个极耳,于电极框的中部通孔与电极框的外侧四周边缘之间开设有一通孔c或凹槽,所述极耳穿过此通孔c或凹槽伸出至电极框的外部。
5、该电池中,
6、电极放置于双极板电极框一体化组件a的电极框的中部通孔内。
7、由隔膜间隔的相邻双极板电极框一体化组件a中的二个双极板的极耳在一平行于双极板表面的平面上的投影之间留有间隙。
8、所述双极板为方形平板,电极框为中部带有通孔的方形环状平板,平板远离双极板的一侧表面的相对二侧设置有流体分配流道;所述通孔c或凹槽设置于电极框上不带流体分配流道的相对两侧。
9、所述双极板的极耳露出电极框外边缘的极耳长度为5 -15mm,双极板极耳宽度为5-20mm。
10、沿垂直于双极板表面的方向观察,相邻双极板的极耳错落分布。
11、于所述双极板电极框一体化组件a中电极框外边缘与极耳相交处也设有一个片状凸起,片状凸起的表面与露出电极框外边缘的极耳部分的表面平行、且它们的表面与电极框表面平行,且其长度、宽度与露出电极框外边缘的极耳部分相同,可防止相邻单节电池的双极板极耳接触短路,也可便于电压采集线的安装。
12、本发明还提供一种液流电池电堆,其包括依次层叠的2个分别位于左右二端的双极板电极框一体化组件a和位于2个双极板电极框一体化组件a之间的双极板电极框一体化组件b,在相邻的双极板电极框一体化组件a与双极板电极框一体化组件b、以及相邻的双极板电极框一体化组件b之间设置有隔膜。
13、其中,
14、所述双极板电极框一体化组件a,包括一个双极板和一个带有用于放置电极的中部通孔的电极框,双极板置于电极框的中部通孔内、靠近通孔的一开口端处,中部通孔的轴线与双极板的表面相垂直,双极板的四周边缘与通孔内壁面间通过激光焊接密封固定,通过双极板将通孔的一开口端密闭,其特征在于:双极板边缘向远离双极板、且平行于双极板表面的方向沿伸或设置有至少一个极耳,于电极框的中部通孔与电极框的外侧四周边缘之间开设有一通孔c或凹槽,所述极耳的穿过此通孔c或凹槽伸出至电极框的外部;
15、所述双极板电极框一体化组件b,包括双极板电极框一体化组件a和一个带有用于放置电极的中部通孔的电极框d,双极板电极框一体化组件a和中部通孔的电极框d层叠后,通过激光焊接将它们的四周边缘焊接固定为一体,电极框b靠近双极板电极框一体化组件a的电极框带有双极板的一侧表面设置;
16、于双极板电极框一体化组件a的电极框的中部通孔内放置有电极;于电极框d的中部通孔内放置有电极;
17、由隔膜间隔的相邻的双极板电极框一体化组件a与双极板电极框一体化组件b中、以及相邻的双极板电极框一体化组件b中的二个双极板的极耳在一平行于双极板表面的平面上的投影之间留有间隙。
18、双极板电极框一体化组件a的电极框上的中部通孔和电极框d在一平行于电极框表面的平面上的投影相互重叠,即它们的通孔同轴、且通孔形状和大小相同。
19、所述双极板为方形平板,电极框为中部带有通孔的方形环状平板,平板远离双极板的一侧表面的相对二侧设置有流体分配流道;所述通孔c或凹槽设置于电极框上不带流体分配流道的相对两侧。
20、所述双极板的极耳露出电极框外边缘的极耳长度为5 -15mm,双极板极耳宽度为5-20mm;
21、沿垂直于双极板表面的方向观察,相邻双极板的极耳错落分布。
22、于所述双极板电极框一体化组件a中电极框外边缘与极耳相交处也设有一个片状凸起,片状凸起的表面与露出电极框外边缘的极耳部分的表面平行、且它们的表面与电极框表面平行,且其长度、宽度与露出电极框外边缘的极耳部分相同,可防止相邻单节电池的双极板极耳接触短路,也可便于电压采集线的安装。
23、所述电极框为透明材质电极框,为聚乙烯、聚丙烯或聚偏氟乙烯中的一种或二种以上的平板;激光透光率为20%以上,优选40%以上;电极框厚度为1-3mm;
24、所述双极板的电导率不低于10s/cm,厚度为0.3-1mm,透气率低于1.0*10-4cm3/cm2min,激光透光率低于1%;
25、所述双极板为非透明材质的平板,为由聚乙烯、聚丙烯或聚偏氟乙烯中的一种或二种以上,以及导电碳粉、偶联剂和润滑剂组成的碳塑复合板;其中,所述导电碳粉为石墨粉、膨胀石墨粉、碳黑、碳纤维粉末、石墨烯中的一种或两种以上,其含量为双极板质量的60-75%。,优选65-75%;
26、所述偶联剂为氨丙基三乙氧基硅烷、缩水甘油迷氧基丙基三甲氧基硅烷、乙烯基三乙氧基硅烷、巯丙基三甲(乙)氧基硅烷、乙二胺丙基三乙氧基硅烷、乙二胺丙基甲基二甲氧基硅烷、钛酸酯、铝酸酯、锆酸酯、硼酸酯中的一种或二种以上,其含量为双极板质量的0.5-2%;
27、所述润滑剂为聚乙烯蜡、硬脂酸、硬酯酸钙、硬酯酸锌、石蜡、乙烯基双硬脂酰胺中的一种或二种以上,其含量为双极板质量的0.5-2%。
28、本发明技术方案带来的有益效果
29、(1)采用本发明的液流电池,由于使用了双极板电极框一体化组件,省去了密封垫,可以降低电极的厚度,减小电池的体积,提高电池的体积和重量功率密度。
30、(2)采用本发明的液流电池,由于使用了双极板电极框一体化组件,节省了密封垫和双极板用量,有利于电池成本的降低。
31、(3)采用本发明的液流电池,与传统技术相比,由于使用了双极板电极框一体化组件,减少了装配工件数量,简化了装配工艺流程,提高了电堆组装效率。
32、(4)采用本发明的液流电池,由于使用了双极板电极框一体化组件,与现有技术相比,可以实现可焊接电堆的单节电池电压监测,有助于电堆出厂时的合格检测,也有利于电池运行时的电压监测及电池管理,电池出现故障时可以尽早发现问题,便于解决。
33、(5)采用本发明的液流电池,与现有技术相比,即使电极框厚度减小到2mm以下,也不会出现双极板极耳接触短路的情况。
- 还没有人留言评论。精彩留言会获得点赞!