一种软导体的绞线设备及其绞线方法与流程
1.本发明具体涉及一种软导体的绞线设备及其绞线方法。
背景技术:
2.目前市场上常规的电缆六类软导体:导体偏硬,导体伸长率低,容易在频繁使用中出现断丝的情况。且电缆容易分散,不够紧密,导致绝缘挤出难度很大,难以保证绝缘的同心度,对电缆整根的使用寿命,满足不了市场需求。
技术实现要素:
3.有鉴于此,本发明目的是提供一种结构简单的、能够高效进行导体复绞的设备,且通过该设备的绞线方法能够使得软导体成型后紧密不容易分散,能够降低绝缘挤出的难度和保证绝缘的同心度,延长对电缆整根的使用寿命。
4.为了解决上述技术问题,本发明的技术方案是:
5.一种软导体的绞线设备,包括软导体主线,被软导体主线依次穿过的六线盘绞机构、第一紧压模架、十二线盘绞机构、第二紧压模架和水平矫直器;
6.所述六线盘绞机构包括六线盘绞机架,安装在六线盘绞机架一侧的六线盘绞电机,装配在六线盘绞机架内部的、且受六线盘绞电机驱动旋转的六线盘绞旋转架,以及设置在六线盘绞旋转架尾端的、且与六线盘绞机架安装的六线预扭装置;
7.所述十二线盘绞机构包括十二线盘绞机架,安装在十二线盘绞机架一侧的十二线盘绞电机,装配在十二线盘绞机架内部的、且受十二线盘绞电机驱动旋转的十二线盘绞旋转架,以及设置在十二线盘绞旋转架尾端的、且与六线盘绞机架安装的十二线预扭装置。
8.优选的,所述六线盘绞旋转架上设置有若干块碟盘,设置在两块碟盘之间的、且通过碟盘固定安装的绞线卷架,与所述碟盘装配的碟盘气刹车。
9.进一步的,所述碟盘设置有三片,且第一片碟盘与第二片碟盘之间的绞线卷架设置有三个,而第二片碟盘与第三片碟盘之间的绞线卷架设置有三个。
10.优选的,所述十二线盘绞旋转架的结构与六线盘绞旋转架的结构相同。
11.一种软导体的绞线设备的绞线方法,包括以下步骤:
12.s1、将软导体主线由放线架放线后依次六线盘绞机构、第一紧压模架、十二线盘绞机构、第二紧压模架和水平矫直器;
13.s2、通过步骤s1进行软导体主线布设后,六线盘绞机构内的六个绞线卷架将导线放出,其导线的首端固定在导体主线上,然后六线盘绞电机驱动六线盘绞旋转架逆时针方向旋转,六个绞线卷架放出的导线通过六线预扭装置复绞在导体主线上,形成1+6复绞的半成型软导体;
14.s3、经过步骤s2形成1+6复绞的半成型软导体导出,经过第一紧压模架进行紧压处理后进入十二线盘绞机构;
15.s4、经过步骤s3紧压处理的半成型软导体进入十二线盘绞机构后,十二线盘绞机
构内的十二个绞线卷架将导线放出,其导线的首端固定在半成型软导体上,然后十二线盘绞电机驱动十二线盘绞旋转架顺时针方向旋转,十二个绞线卷架放出的导线通过十二线预扭装置复绞在半成型软导体上,形成1+6+12复绞的成型软导体;
16.s5、经过步骤s4形成1+6+12复绞的成型软导体导出,经过第二紧压模架进行紧压处理后进入水平矫直器进行矫直处理,并在矫直后采用卷线架进行收卷。
17.本发明技术效果主要体现在以下方面:该设备通过六线盘绞机构和十二线盘绞机构能够依次在软导体主线上进行逆时针旋转1+6导体复绞和进行顺时针旋转1+6+12导体复绞,使得软导体成型后紧密不容易分散,能够降低绝缘挤出的难度和保证绝缘的同心度,延长对电缆整根的使用寿命,此外,设备的结构简单,能够高效进行导体复绞。
附图说明
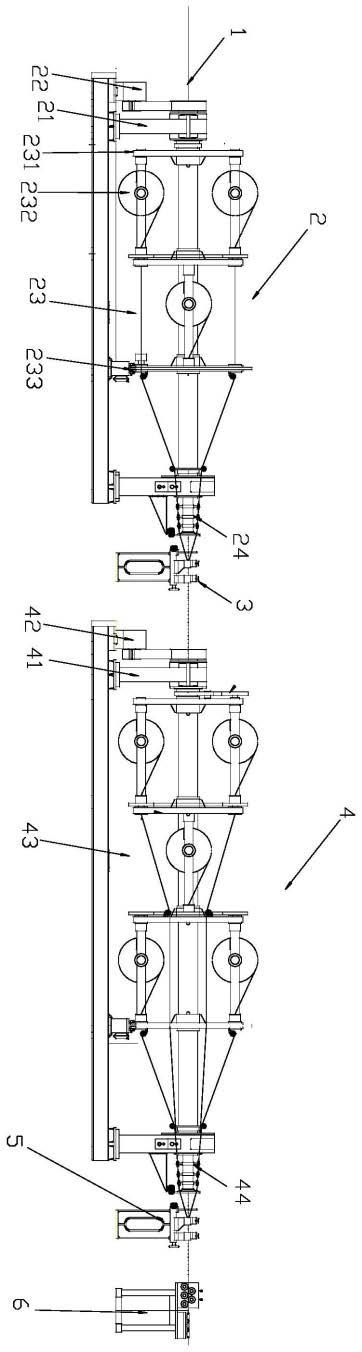
18.图1为本发明一种软导体的绞线设备的结构图。
具体实施方式
19.以下结合附图,对本发明的具体实施方式作进一步详述,以使本发明技术方案更易于理解和掌握。
20.在本实施例中,需要理解的是,术语“中间”、“上”、“下”、“顶部”、“右侧”、“左端”、“上方”、“背面”、“中部”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
21.另,在本具体实施方式中如未特别说明部件之间的连接或固定方式,其连接或固定方式均可为通过现有技术中常用的螺栓固定或钉销固定,或销轴连接等方式,因此,在本实施例中不在详述。
22.实施例
23.一种软导体的绞线设备,如图1所示,包括软导体主线1,被软导体主线1依次穿过的六线盘绞机构2、第一紧压模架3、十二线盘绞机构4、第二紧压模架5和水平矫直器6。
24.所述六线盘绞机构2包括六线盘绞机架21,安装在六线盘绞机架21一侧的六线盘绞电机22,装配在六线盘绞机架21内部的、且受六线盘绞电机22驱动旋转的六线盘绞旋转架23,以及设置在六线盘绞旋转架23尾端的、且与六线盘绞机架21安装的六线预扭装置24;所述六线盘绞旋转架23上设置有若干块碟盘231,设置在两块碟盘231之间的、且通过碟盘231固定安装的绞线卷架232,与所述碟盘231装配的碟盘气刹车233。所述碟盘231设置有三片,且第一片碟盘与第二片碟盘之间的绞线卷架232设置有三个,而第二片碟盘与第三片碟盘之间的绞线卷架232设置有三个,具体的,能够按要求放出六根导体线进行复绞。
25.所述十二线盘绞机构4包括十二线盘绞机架41,安装在十二线盘绞机架41一侧的十二线盘绞电机42,装配在十二线盘绞机架41内部的、且受十二线盘绞电机42驱动旋转的十二线盘绞旋转架43,以及设置在十二线盘绞旋转架43尾端的、且与六线盘绞机架21安装的十二线预扭装置44。所述十二线盘绞旋转架43的结构与六线盘绞旋转架23的结构相同,区别在于,所述十二线盘绞旋转架43内的碟盘的数量设置有四片,且第一片碟盘与第二片碟盘之间的绞线卷架设置有三个,第二片碟盘与第三片碟盘之间的绞线卷架设置有三个,
第三片碟盘与第四片碟盘之间的绞线卷架设置有两个,具体的,能够按要求放出十二根导体线进行复绞。
26.一种软导体的绞线设备的绞线方法,包括以下步骤:
27.s1、将软导体主线1由放线架放线后依次六线盘绞机构2、第一紧压模架3、十二线盘绞机构4、第二紧压模架5和水平矫直器6;
28.s2、通过步骤s1进行软导体主线1布设后,六线盘绞机构2内的六个绞线卷架将导线放出,其导线的首端固定在导体主线1上,然后六线盘绞电机22驱动六线盘绞旋转架23逆时针方向旋转,六个绞线卷架放出的导线通过六线预扭装置24复绞在导体主线1上,形成1+6复绞的半成型软导体;
29.s3、经过步骤s2形成1+6复绞的半成型软导体导出,经过第一紧压模架3进行紧压处理后进入十二线盘绞机构4;
30.s4、经过步骤s3紧压处理的半成型软导体进入十二线盘绞机构4后,十二线盘绞机构4内的十二个绞线卷架将导线放出,其导线的首端固定在半成型软导体上,然后十二线盘绞电机42驱动十二线盘绞旋转架43顺时针方向旋转,十二个绞线卷架放出的导线通过十二线预扭装置44复绞在半成型软导体上,形成1+6+12复绞的成型软导体;
31.s5、经过步骤s4形成1+6+12复绞的成型软导体导出,经过第二紧压模架5进行紧压处理后进入水平矫直器6进行矫直处理,并在矫直后采用卷线架进行收卷。
32.本发明技术效果主要体现在以下方面:该设备通过六线盘绞机构和十二线盘绞机构能够依次在软导体主线上进行逆时针旋转1+6导体复绞和进行顺时针旋转1+6+12导体复绞,使得软导体成型后紧密不容易分散,能够降低绝缘挤出的难度和保证绝缘的同心度,延长对电缆整根的使用寿命,此外,设备的结构简单,能够高效进行导体复绞。
33.当然,以上只是本发明的典型实例,除此之外,本发明还可以有其它多种具体实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本发明要求保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1