一种插拔式端子自动组装机的制作方法
1.本发明属于组装机技术领域,特别涉及一种插拔式端子自动组装机。
背景技术:
2.目前插拔式端子的生产模式主要是通过工人利用手工的方式将各个零件进行组装,来实现鞍型端子的生产,并且部分零件仍然需要进行二次加工和调整。因而导致产品的生产效率底下、产品良率不稳定,并且成本投入大的问题。
3.经检索,现有技术中,中国专利申请号:cn201720591092.4,申请日:2017-05-24,公开了一种鞍型端子自动组装机,通过机架、所述机架上设有铜片转盘装置、端子上料机构、预打螺丝机构、螺丝上料机构、端子半成品机构、铜介质上料机构、铜介质安装机构、伺服螺丝紧固机构、端子检测机构、良品下料机构、劣品下料机构,以及微机控制装置,使得鞍型端子自动组装机具有快速、稳定、准确的特点,弥补了传统工业加工方式的不足,使原本繁杂的人工作业实现自动化生产,从而使生产效率得到成倍提升,同时提升产品的合格率的有益效果。
4.但该装置仍存在以下缺陷:虽然能够实现自动化生产,从而使生产效率得到成倍提升,同时提升产品的合格率,但不具备成品组装后的检测,容易出现劣质产品混入,降低端子的产生质量。
技术实现要素:
5.针对上述问题,本发明提供了一种插拔式端子自动组装机,包括下机架和自动组装组件;所述下机架的顶端固定连接有上机架,所述自动组装组件的底端固定连接在下机架的顶端,且所述上机架套接在自动组装组件的外侧,所述上机架的内壁顶端固定连接有数控操作箱,所述下机架的一侧外壁固定连接有下料托板;
6.所述自动组装组件包括组装平台和检测机构;所述组装平台的底端与下机架的顶端固定连接,所述组装平台的顶端一侧且靠近边缘处固定连接有引脚振动盘,所述组装平台的一端设置有端子座振动盘,且所述端子座振动盘位于远离下料托板的一侧,所述组装平台的顶端另一侧且靠近边缘处固定连接有端子盖振动盘,所述组装平台的一侧外壁设置有接线端口振动盘,所述检测机构的底端固定连接在组装平台的顶端且远离端子座振动盘的一侧;
7.所述检测机构包括支撑座、插拔力检测机构和气漏检测机构;所述支撑座的顶端固定连接有第一导轨和第二导轨,且所述第一导轨和第二导轨之间设置有间隙,所述插拔力检测机构固定连接在第一导轨和第二导轨的底端,所述气漏检测机构滑动连接在插拔力检测机构的一端。
8.进一步的,所述组装平台的顶端还固定连接有第一装配料道、引脚料道和端子座料道,所述引脚料道的一端与引脚振动盘相互连通,所述端子座料道的一端与端子座振动盘相互连通,所述组装平台的顶端还固定连接有第一移料机构,且所述第一移料机构位于
引脚料道和端子座料道之间。
9.进一步的,所述组装平台的顶端还固定连接有接线端口料道和端子盖料道,所述接线端口料道与接线端口振动盘相互连通,所述端子盖料道与端子盖振动盘相互连通,所述组装平台的顶端还固定连接有第二移料机构和第三移料机构,所述第二移料机构位于接线端口料道的一端,所述第三移料机构位于第一装配料道的一端,所述第二移料机构的顶端还固定连接有第一气缸,且所述第一气缸位于靠近检测机构的一端。
10.进一步的,所述第一导轨远离第二导轨的一侧壁滑动连接有联动块,所述联动块的顶端设置有联动臂,且所述联动臂与第一气缸的输出端传动连接,所述第一导轨的一侧壁分别固定连接有第二气缸、第三气缸和第四气缸。
11.进一步的,所述第二气缸的输出端传动连接有气缸夹持器,且所述气缸夹持器延伸至第一导轨与第二导轨的间隙处,所述第三气缸的输出端传动连接有第一限位销,所述第四气缸的输出端传动连接有第二限位销,所述第二导轨的顶端开设有两组通孔,且所述第一限位销与第二限位销均延伸至通孔内。
12.进一步的,所述插拔力检测机构包括第一壳体;所述第一壳体固定连接在第一导轨与第二导轨的底端,所述第一壳体的内壁一侧固定连接有第一电机,所述第一电机的输出端传动连接有丝杆,所述丝杆上螺纹连接有两组滑块,且两组所述滑块的底端均与第一壳体的内壁底端滑动连接。
13.进一步的,两组所述滑块的顶端均固定连接有第一电动推杆,两组所述第一电动推杆的输出端均延伸至第一导轨与第二导轨的间隙处,所述第一壳体的内壁底端固定连接有限位块,且所述限位块与一组所述滑块的内壁活动抵触。
14.进一步的,所述气漏检测机构包括第二壳体;所述第二壳体的一侧外壁固定连接有第二电机,所述第二壳体内设置有端子组,所述第二壳体的一端固定连接有第一盖板,且所述第一盖板的表面开设有与第一导轨、第二导轨端部相互连通的入料口。
15.进一步的,所述第二壳体内设置有竖板,所述竖板的一侧壁固定连接有横板,所述横板的顶端嵌入安装有若干组气管接头,且若干组所述气管接头的顶端均设置有注气管,所述竖板的底端转动连接有活动板,且所述活动板的顶端嵌入安装有与气管接头垂直且配合使用的气体流量传感器。
16.进一步的,所述活动板的外壁且靠近竖板的一侧与第二电机的输出端传动连接,所述端子组活动贴合连接在横板与活动板之间,所述竖板的外壁固定连接有第二盖板,且所述第二盖板与第二壳体的端口处密封卡接。
17.本发明的有益效果是:
18.1、通过自动组装组件将引脚、端子座、端子盖和接线端口进行整理、输送以及组装的作用,并通过在自动组装组件的末端设置检测机构,对生产后的插拔式端子进行插拔力的检测,提高插拔式端子的生产质量,降低工人劳动强度。
19.2、通过第一电机带动丝杆,使两组滑块反向移动,调整两组第一电动推杆的间距,所述第一电动推杆的输出端贯穿第一导轨与第二导轨内,并延伸至组装后的插拔式端子的另一端的通孔内,再利用第一电机的反向旋转使两组滑块相互远离,用于检测组装后端子插拔力的作用,提高了端子组装的品质。
20.3、通过横板与活动板形成收纳气漏检测的收纳槽,所述端子组由入料口进入第二
壳体内时,所述端子组每组的子座与母座的连接处位于气管接头的底端,利用注气管内注入气体,使若干组气管接头将气流分散到每组端子组子座与母座的连接处,用于测试每组端子组子座与母座的连接处的气密性,并利用活动板上的若干组气体流量传感器,对渗透穿过每组端子组子座与母座的连接处的气流强度进行检测,使每组端子子座与母座的连接气密性进行高效测试的效果。
21.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书、权利要求书以及附图中所指出的结构来实现和获得。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
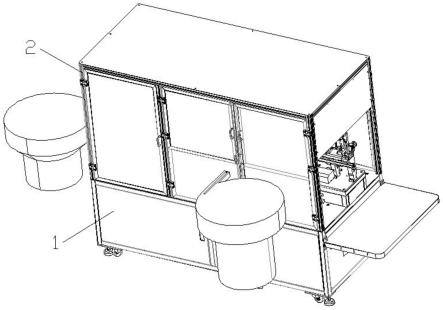
23.图1示出了本发明实施例自动组装机的结构外观示意图;
24.图2示出了本发明实施例自动组装机的结构内部示意图;
25.图3示出了本发明实施例自动组装组件的结构示意图;
26.图4示出了本发明实施例自动组装组件的结构示意图;
27.图5示出了本发明实施例检测机构的结构示意图;
28.图6示出了本发明实施例插拔力检测机构的结构剖视图;
29.图7示出了本发明实施例气漏检测机构的结构爆炸图。
30.图中:1、下机架;2、上机架;3、自动组装组件;31、组装平台;32、引脚振动盘;33、端子座振动盘;34、端子盖振动盘;35、接线端口振动盘;36、检测机构;361、支撑座;362、第一导轨;363、第二导轨;364、插拔力检测机构;3641、第一壳体;3642、第一电机;3643、丝杆;3644、滑块;3645、第一电动推杆;3646、限位块;365、气漏检测机构;3651、第二壳体;3652、第二电机;3653、端子组;3654、第一盖板;3655、入料口;3656、竖板;3657、横板;3658、气管接头;3659、注气管;36510、活动板;36511、第二盖板;366、联动块;367、联动臂;368、第二气缸;369、第三气缸;3610、第四气缸;3611、气缸夹持器;3612、第一限位销;3613、第二限位销;37、第一装配料道;38、引脚料道;39、端子座料道;310、第一移料机构;311、接线端口料道;312、第二移料机构;313、第三移料机构;314、第一气缸;315、端子盖料道;4、数控操作箱;5、下料托板。
具体实施方式
31.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地说明,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.本发明实施例提出了一种插拔式端子自动组装机,包括下机架1和自动组装组件3;示例性的,如图1和图2所示。
33.所述下机架1的顶端固定连接有上机架2,所述自动组装组件3的底端固定连接在下机架1的顶端,且所述上机架2套接在自动组装组件3的外侧,所述上机架2的内壁顶端固定连接有数控操作箱4,所述下机架1的一侧外壁固定连接有下料托板5。
34.进一步的,所述下机架1与上机架2上铰接安装有若干组检修门。
35.具体的,所述自动组装组件3将引脚、端子座、端子盖和接线端口进行整理、输送以及组装的作用,并通过在自动组装组件3的末端设置检测机构,对生产后的插拔式端子进行插拔力的检测,提高插拔式端子的生产质量,降低工人劳动强度。
36.所述自动组装组件3包括组装平台31和检测机构36;示例性的,如图3和4所示。
37.所述组装平台31的底端与下机架1的顶端固定连接,所述组装平台31的顶端一侧且靠近边缘处固定连接有引脚振动盘32,所述组装平台31的一端设置有端子座振动盘33,且所述端子座振动盘33位于远离下料托板5的一侧,所述组装平台31的顶端另一侧且靠近边缘处固定连接有端子盖振动盘34,所述组装平台31的一侧外壁设置有接线端口振动盘35,所述检测机构36的底端固定连接在组装平台31的顶端且远离端子座振动盘33的一侧;
38.所述组装平台31的顶端还固定连接有第一装配料道37、引脚料道38和端子座料道39,所述引脚料道38的一端与引脚振动盘32相互连通,所述端子座料道39的一端与端子座振动盘33相互连通,所述组装平台31的顶端还固定连接有第一移料机构310,且所述第一移料机构310位于引脚料道38和端子座料道39之间,所述组装平台31的顶端还固定连接有接线端口料道311和端子盖料道315,所述接线端口料道311与接线端口振动盘35相互连通,所述端子盖料道315与端子盖振动盘34相互连通,所述组装平台31的顶端还固定连接有第二移料机构312和第三移料机构313,所述第二移料机构312位于接线端口料道311的一端,所述第三移料机构313位于第一装配料道37的一端,所述第二移料机构312的顶端还固定连接有第一气缸314,且所述第一气缸314位于靠近检测机构36的一端。
39.具体的,所述端子座振动盘33通过端子座料道39将端子座传送至第一移料机构310的附近,利用第一移料机构310将端子座传送至第一装配料道37上;
40.所述引脚振动盘32通过引脚料道38将引脚传送至第一移料机构310的底端,利用第一移料机构310将引脚传送至第一装配料道37上,使引脚与端子座相互卡接,完成组装第一步;
41.所述端子盖振动盘34通过端子盖料道315将端子盖传送至第三移料机构313的附近,利用第三移料机构313将端子盖传送至第一装配料道37上,使端子盖与端子座相互卡接,完成组装第二步;
42.所述接线端口振动盘35通过接线端口料道311将接线端口传送至第二移料机构312的附近,利用第三移料机构313将第一装配料道37上组装后的端子传送至第二移料机构312上,并利用第二移料机构312将接线端口料道311上的接线端口传送至与端子完成最后组装,使引脚、端子座、端子盖和接线端口处于组装的状态,再利用第二移料机构312将组装完毕后的端子传送给检测机构36。
43.所述检测机构36包括支撑座361、插拔力检测机构364和气漏检测机构365;示例性的,如图5所示。
44.所述支撑座361的顶端固定连接有第一导轨362和第二导轨363,且所述第一导轨362和第二导轨363之间设置有间隙,所述插拔力检测机构364固定连接在第一导轨362和第
二导轨363的底端,所述气漏检测机构365滑动连接在插拔力检测机构364的一端,所述第一导轨362远离第二导轨363的一侧壁滑动连接有联动块366,所述联动块366的顶端设置有联动臂367,且所述联动臂367与第一气缸314的输出端传动连接,所述第一导轨362的一侧壁分别固定连接有第二气缸368、第三气缸369和第四气缸3610,所述第二气缸368的输出端传动连接有气缸夹持器3611,且所述气缸夹持器3611延伸至第一导轨362与第二导轨363的间隙处,所述第三气缸369的输出端传动连接有第一限位销3612,所述第四气缸3610的输出端传动连接有第二限位销3613,所述第二导轨363的顶端开设有两组通孔,且所述第一限位销3612与第二限位销3613均延伸至通孔内。
45.所述插拔力检测机构364包括第一壳体3641;示例性的,如图6所示。
46.所述第一壳体3641固定连接在第一导轨362与第二导轨363的底端,所述第一壳体3641的内壁一侧固定连接有第一电机3642,所述第一电机3642的输出端传动连接有丝杆3643,所述丝杆3643上螺纹连接有两组滑块3644,且两组所述滑块3644的底端均与第一壳体3641的内壁底端滑动连接,两组所述滑块3644的顶端均固定连接有第一电动推杆3645,两组所述第一电动推杆3645的输出端均延伸至第一导轨362与第二导轨363的间隙处,所述第一壳体3641的内壁底端固定连接有限位块3646,且所述限位块3646与一组所述滑块3644的内壁活动抵触。
47.进一步的,所述第一壳体3641的两侧外壁对称固定连接有第二电动推杆,且两组所述第二电动推杆的输出端均与气漏检测机构365传动连接。
48.具体的,通过第一导轨362与第二导轨363用于形成收纳待检测端子的腔槽,并利用第三气缸369与第四气缸3610的配合使用,使其第一限位销3612与第二限位销3613延伸至第一导轨362与第二导轨363的间隙处,用于锁紧端子的作用;
49.所述第一电机3642带动丝杆3643,使两组滑块3644反向移动,调整两组第一电动推杆3645的间距,所述第一电动推杆3645的输出端贯穿第一导轨362与第二导轨363内,并延伸至组装后的插拔式端子的另一端的通孔内,再利用第一电机3642的反向旋转使两组滑块3644相互远离,用于检测组装后端子插拔力的作用。
50.所述气漏检测机构365包括第二壳体3651;示例性的,如图7所示。
51.所述第二壳体3651的一侧外壁固定连接有第二电机3652,所述第二壳体3651内设置有端子组3653,所述第二壳体3651的一端固定连接有第一盖板3654,且所述第一盖板3654的表面开设有与第一导轨362、第二导轨363端部相互连通的入料口3655,所述第二壳体3651内设置有竖板3656,所述竖板3656的一侧壁固定连接有横板3657,所述横板3657的顶端嵌入安装有若干组气管接头3658,且若干组所述气管接头3658的顶端均设置有注气管3659,所述竖板3656的底端转动连接有活动板36510,且所述活动板36510的顶端嵌入安装有与气管接头3658垂直且配合使用的气体流量传感器,所述活动板36510的外壁且靠近竖板3656的一侧与第二电机3652的输出端传动连接,所述端子组3653活动贴合连接在横板3657与活动板36510之间,所述竖板3656的外壁固定连接有第二盖板36511,且所述第二盖板36511与第二壳体3651的端口处密封卡接。
52.具体的,所述横板3657与活动板36510形成收纳气漏检测的收纳槽,所述端子组3653由入料口3655进入第二壳体3651内时,所述端子组3653每组的子座与母座的连接处位于气管接头3658的底端,利用注气管3659内注入气体,使若干组气管接头3658将气流分散
到每组端子组3653子座与母座的连接处,用于测试每组端子组3653子座与母座的连接处的气密性,并利用活动板36510上的若干组气体流量传感器,对渗透穿过每组端子组3653子座与母座的连接处的气流强度进行检测,使每组端子子座与母座的连接气密性进行高效测试的效果。
53.利用本发明实施例提出的一种插拔式端子自动组装机,其工作原理如下:
54.通过端子座振动盘33通过端子座料道39将端子座传送至第一移料机构310的附近,利用第一移料机构310将端子座传送至第一装配料道37上;
55.所述引脚振动盘32通过引脚料道38将引脚传送至第一移料机构310的底端,利用第一移料机构310将引脚传送至第一装配料道37上,使引脚与端子座相互卡接,完成组装第一步;
56.所述端子盖振动盘34通过端子盖料道315将端子盖传送至第三移料机构313的附近,利用第三移料机构313将端子盖传送至第一装配料道37上,使端子盖与端子座相互卡接,完成组装第二步;
57.所述接线端口振动盘35通过接线端口料道311将接线端口传送至第二移料机构312的附近,利用第三移料机构313将第一装配料道37上组装后的端子传送至第二移料机构312上,并利用第二移料机构312将接线端口料道311上的接线端口传送至与端子完成最后组装,使引脚、端子座、端子盖和接线端口处于组装的状态,再利用第二移料机构312将组装完毕后的端子传送给检测机构36;
58.通过第一导轨362与第二导轨363用于形成收纳待检测端子的腔槽,并利用第三气缸369与第四气缸3610的配合使用,使其第一限位销3612与第二限位销3613延伸至第一导轨362与第二导轨363的间隙处,用于锁紧端子的作用;
59.所述第一电机3642带动丝杆3643,使两组滑块3644反向移动,调整两组第一电动推杆3645的间距,所述第一电动推杆3645的输出端贯穿第一导轨362与第二导轨363内,并延伸至组装后的插拔式端子的另一端的通孔内,再利用第一电机3642的反向旋转使两组滑块3644相互远离,用于检测组装后端子插拔力的作用;
60.通过横板3657与活动板36510形成收纳气漏检测的收纳槽,所述端子组3653由入料口3655进入第二壳体3651内时,所述端子组3653每组的子座与母座的连接处位于气管接头3658的底端,利用注气管3659内注入气体,使若干组气管接头3658将气流分散到每组端子组3653子座与母座的连接处,用于测试每组端子组3653子座与母座的连接处的气密性,并利用活动板36510上的若干组气体流量传感器,对渗透穿过每组端子组3653子座与母座的连接处的气流强度进行检测,使每组端子子座与母座的连接气密性进行高效测试的效果。
61.尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1