一种燃料电池膜电极转移装置的制作方法
1.本发明涉及质子交换膜燃料电池领域,尤其是涉及一种燃料电池膜电极(ccm)转移装置。
背景技术:
2.膜电极是质子交换膜燃料电池(pemfc)中的关键部件之一,膜电极一般情况下包括交换膜层,催化层和扩散层,其中扩散层由导电的多孔材料组成,起到支撑催化层、收集电流、传导气体和排出水等多种作用,对于反应气体和产物水在流场和催化层之间的分配中起到极其重要的作用。在制备膜电极过程中,需将催化剂制备在质子交换膜上形成涂布催化剂的质子膜ccm(catalyst coated membrane,简称ccm),再用两张回字型边框薄膜将ccm四周粘接固定起来(膜电极(ccm)5层边框制作贴合或者7层的碳扩散层的贴合制作),留出催化剂区作为电化学反应场合。膜电极(ccm)在转移的过程当中,目前传统的制作方法是使用两块平整的铝板或者使用塑料材质的板材,把其中一块板中间的有效面积掏空,另一块板整体平整,两块板的四周使用定位销和孔洞定位,再用上述这两块板把膜电极(ccm)夹在中间再进行边框贴合。这种制作方式有较大的技术缺陷,采用这种治具的方式固定转移膜电极的方法,它的技术缺陷是遇到湿度、温度变化的时候,膜电极(ccm)会膨胀收缩容易产生变形。这样会导致后道工序边框贴合、碳扩散层两张贴合都会带来质量的影响。
3.目前还有一种方式是使用单块真空装置来吸附,如专利申请cn2021112340521公开了一种燃料电池膜电极边框真空贴合方法,包括以下步骤:制备膜电极上边框、膜电极ccm和膜电极下边框,下边框吸附单元上设有抽真空接口一、抽真空接口二以及边框吸附区域、ccm吸附区域,抽真空接口一与边框吸附区域连通,抽真空接口二与ccm吸附区域连通;将膜电极下边框放置在边框吸附区域上,打开抽真空接口一,吸附膜电极下边框;将膜电极ccm放置在ccm吸附区域,打开抽真空接口二,吸附膜电极ccm;初步抽离上、下边框之间空气,再抽离上、下边框缝隙内空气,按膜电极最终形状尺寸裁切,完成边框贴合制作;可用于手动、半自动、自动化贴合燃料电池膜电极边框,能够减少边框贴合褶皱以及边框贴合夹杂气泡等缺陷。
4.但是上述真空板的特点是比较笨重,吸附起来真空力度比较难调节。在ccm膜电极转移过程当中比较笨重,费力,而且不透明无法判断ccm膜电极是否吸附平整到位,再进行边框贴合生产制作过程当中也会产生不方便的效果。
技术实现要素:
5.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种轻便、使用方便,调节灵活的燃料电池膜电极转移装置。
6.本发明的目的可以通过以下技术方案来实现:一种燃料电池膜电极转移装置,包括第一板、第二板,所述的第一板为多孔透明板,所述第二板与第一板固定连接,且在第二板上设有抽真空孔,抽真空孔连接真空泵,待转移膜电极放置在第一板上,通过真空泵抽真
空,使第一板与第二板之间形成一定的真空度,将膜电极吸附在第一板上,以便转移到下一工序。
7.进一步地,所述的第一板上的孔距为0.5-1cm,孔的直径0.1-1mm。所述的第一板的厚度为1-2mm,为pc板或亚克力板。
8.进一步地,所述的第二板为pc板或亚克力板,或其他非透明材料,其厚度为5-50mm,面积与第一板面积相同。
9.进一步地,所述的第二板上表面四周设有密封槽,内置密封圈,上一板与第二板的四个角和周边加工固定螺栓孔,螺栓的紧固把两块板锁紧密封圈保证负压时不泄漏。
10.进一步地,所述的第二板上表面设有导流槽,该导流槽通过一通孔槽连接所述抽真空孔。
11.进一步地,所述的导流槽为蛇形槽或直形槽,导流槽的深度为0.5-1mm,宽度为1mm-5mm。
12.进一步地,所述的导流槽包括一条主流通孔槽,以及垂直于该主流通孔槽平行设置的支流槽,各支流槽与主流通孔槽连通,其中主流通孔槽连通通孔槽:主流通孔槽可以是与通孔槽垂直的槽,也可以是与通孔槽平行的槽,当两者平行时,通孔槽与主流通孔槽之间可以设置多个均匀连通的连接槽。
13.进一步地,所述的第二板还连接真空度调节阀,第二板上还设有空气通道,该空气通道一端连通导流槽,另一端连接真空度调节阀,通过真空度调节阀调节两板之间的真空度,防止膜电极因为真空度过高导致损坏的问题。
14.进一步地,所述的第一板上的孔与第二板上的导流槽对应连通,以达到抽真空的吸力可以通畅传达到整块上板即第一板。
15.与现有技术相比,本发明具有以下有益效果:
16.1.本发明主要是由两块透明的塑料材料的板比如像pc板、亚克力板,分为两块板进行加工,一块板为多孔板,另一块板可以选择透明的,比较厚的pc板或亚克力板,上下两块板需要面积相同但厚度不同,厚板四周需要加工密封槽放入密封圈保证两块板固定以后在负压的情况下不泄漏。厚板上对应真空孔位的位置刻槽,可以加工成蛇形槽也可以加工成田字形槽,这种导流槽主要是为了抽真空时,上下板形成空腔,可以抽成真空状态。上下两板的四个角和周边都需要加工固定螺栓孔,螺栓的紧固把两块板锁紧密封圈保证负压时不泄漏。
17.2.本发明在厚板四周边上可以打两只孔,安装抽气孔和真空度调节阀。再利用这个装置吸合膜电极(ccm),可以有效平整的吸合住膜电极(ccm),转移膜电极(ccm)的时候可以按照需要的真空度进行调节,防止膜电极因为真空度过高导致损坏的问题。
18.3.本发明装置是全透明的,当膜电极(ccm)转移到另外一个治具上面进行边框贴合时,能够肉眼观察膜电极(ccm)是否平整对齐,进行边框贴合的时候也可以观察到膜电极(ccm)与边框贴合位置准确到位。确认位置到位后,可以释放真空度,把膜电极(ccm)压合在治具边上,这样就保证了膜电极(ccm)贴合边框的平整度,进行碳扩散层贴合也可以采用同样的方法。
19.4.本发明装置可以解决边框贴合中的各种技术问题,而且在制作加工的时候也比较方便,在操作的过程中也很方便,能够减少边框贴合褶皱以及边框贴合夹杂气泡等缺陷。
附图说明
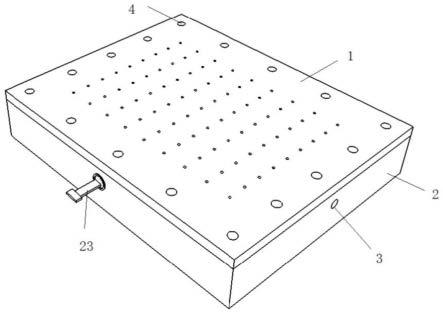
20.图1为本发明装置的示意图;
21.图2为实施例1中第二板结构示意图;
22.图3为实施例2中第二板结构示意图。
具体实施方式
23.下面结合附图和具体实施例对本发明进行详细说明。
24.实施例1
25.如图1所示,一种燃料电池膜电极转移装置,包括第一板1、第二板2,均为透明板,可以采用pc板或亚克力板,在本实施例中采用pc板。
26.其中,第一板1为多孔板,板上孔的孔距为0.5-1cm,孔的直径0.1-1mm,厚度为1-2mm。在本实施例中孔距为0.8cm,孔的直径0.5mm,厚度为1.5mm。
27.其中,第二板2为透明厚板,其厚度可以为5-50mm,在本实施例中厚度为10mm。第二板2上设有抽真空孔3,抽真空孔3连接真空泵,第二板2上表面设有导流槽22,该导流槽22通过一通孔槽31连接所述抽真空孔3。
28.所述的导流槽22可以为蛇形槽或直形槽,导流槽22的深度可以为0.5-1mm,宽度可以为1mm-5mm。在本实施例中导流槽22为直形槽,包括一条主流通孔槽221,以及垂直于该主流通孔槽平行设置的支流槽222,各支流槽222与主流通孔槽221连通,其中主流通孔槽连通通孔槽31:主流通孔槽221与通孔槽31垂直,如图2所示,真空泵通过通孔槽31抽出导流槽22内的空气,这种导流槽22的设计,可以使第一板1和第二板2之间的空腔中空气均匀排出,使贴合在第一板上的膜电极均匀受力。
29.第二板2上表面四周还设有密封槽21,密封槽21位于导流槽22外围,在密封槽内设有密封圈,上一板1与第二板2的四个角和周边加工固定螺栓孔4,螺栓的紧固把两块板锁紧密封圈保证负压时不泄漏。所述的第一板1上的孔与第二板2上的导流槽22对应连通,以达到抽真空的吸力可以通畅传达到整块上板即第一板。
30.第二板2上还设有空气通道,该空气通道一端连通导流槽,另一端连接真空度调节阀23,通过真空度调节阀23调节两板之间的真空度,防止膜电极因为真空度过高导致损坏的问题。
31.待转移膜电极放置在第一板1上,通过真空泵抽真空,使第一板1与第二板2之间形成一定的真空度,真空度可以通过真空度调节阀23进行调节,将膜电极吸附在第一板1上,以便转移到下一工序。第二板2面积与第一板1面积相同,且整个装置都是全透明的,当膜电极(ccm)转移到另外一个治具上面进行边框贴合时,能够肉眼观察膜电极(ccm)是否平整对齐,进行边框贴合的时候也可以观察到膜电极(ccm)与边框贴合位置准确到位。确认位置到位后,可以释放真空度,把膜电极(ccm)压合在治具边上,这样就保证了膜电极(ccm)贴合边框的平整度,进行碳扩散层贴合也可以采用同样的方法。
32.实施例2
33.如图3所示,导流槽22包括一条主流通孔槽221,以及垂直于该主流通孔槽221平行设置的支流槽222,各支流槽与主流通孔槽连通,其中主流通孔槽连通通孔槽31:主流通孔槽与通孔槽31平行,且通孔槽与主流通孔槽之间设置多个均匀连通的连接槽,以便通过真
空泵抽真空,对第一板1上的膜电极施加均匀的负压力。其余同实施例1。
34.实施例3
35.导流槽为蛇形槽,从通孔槽引出,盘旋在第二板2上表面。其余同实施例1。
36.需要说明的是,在本发明的描述中,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1