一种移线机构及上线模组的制作方法
1.本实用新型涉及环形线圈生产技术领域,尤其涉及一种移线机构及上线模组。
背景技术:
2.所述环形线圈在进行绕线工序前,需要先把铜线缠绕至储线环上,现有绕线设备通过多个气缸的组合来回调整铜线的位置,并配合储线环的转动,实现储线环的上线。
3.但是通过多个气缸组合成的移线组件,具有体积大的缺点,而且其调试的步骤非常的繁琐,生产效率低。
4.因此,现有技术还有待于改进和发展。
技术实现要素:
5.本实用新型要解决的技术问题在于,针对现有技术的上述缺陷,本实用新型实施例提供一种移线机构及上线模组,以解决现有的移线组件体积大且调试效率低的问题。
6.本实用新型解决其技术问题所采用的技术方案是:提供一种移线机构,包括:输线管,用于输出铜线;
7.上线气缸,用于沿第一方向驱动输线管伸出或缩回;
8.丝杠组件,用于带动上线气缸沿第二方向往复运动;
9.驱动电机,用于驱动丝杠组件运动;
10.传感器组件,用于定位上线气缸在丝杠组件上停止的位置;
11.其中,所述驱动电机设置丝杠组件的一端;所述上线气缸设置在丝杠组件上;所述传感器组件设置在丝杠组件上且与驱动电机通讯连接;所述输线管设置在上线气缸的气缸杆上;所述第一方向垂直于第二方向。
12.本实用新型的更进一步优选方案是:所述丝杠组件包括间隔设置有第一转动座和第二转动座的导向板,两端分别转动设置在第一转动座和第二转动座上的丝杠,沿导向板往复直线运动且与所述丝杠螺纹连接的滑块;所述驱动电机固定设置在导向板一侧且与所述丝杠传动连接;所述上线气缸与滑块固定连接。
13.本实用新型的更进一步优选方案是:所述传感器组件包括固定设置在滑块上的感应片,以及设置在导向板上用于与感应片配合定位滑块停止位置的光电传感器;所述光电传感器与驱动电机通讯连接。
14.本实用新型的更进一步优选方案是:所述移线机构还包括设置在滑块和上线气缸之间且用于调整上线气缸安装位置的连接板。
15.本实用新型的更进一步优选方案是:所述连接板包括成角度a设置的第一连接部和第二连接部;所述第一连接部上设置有用于与滑块固定配合的第一长条孔;第二连接部上设置有用于与上线气缸固定配合的第二长条孔;所述a的取值范围为100度~130度。
16.本实用新型的更进一步优选方案是:所述移线机构还包括固定设置在滑块或连接板上用于引导铜线运动的导线轮。
17.本实用新型的更进一步优选方案是:所述导线轮一侧设置有用于防止铜线脱落的防脱落凸起。
18.本实用新型的更进一步优选方案是:所述移线机构还包括固定设置在滑块或连接板上用于防止铜线脱落的单动缸。
19.本实用新型实施例还提供一种上线模组,包括用于抓取铜线线头的抓线机构,如以上所述的用于调整铜线供线位置并配合储线环上线的移线机构,以及用于定位边滑器在储线环上的位置的边滑器定位机构;其中,所述抓线机构包括设置在储线环一侧的用于抓取铜线的抓线气缸,以及用于移动抓线气缸的拉线气缸;所述边滑器定位机构包括设置在储线环另一侧的用于阻挡边滑器运动的阻挡杆,以及驱动阻挡杆伸出或收回的边滑器阻挡气缸。
20.本实用新型的更进一步优选方案是:所述上线模组还包括设置在边滑器定位机构一侧用于剪断铜线的剪线机构;所述上线模组还包括设置在边滑器定位机构一侧用于剪断铜线的剪线机构;所述剪线机构包括气动剪刀,和用于固定气动剪刀的剪刀支架。
21.本实用新型的有益效果在于,通过驱动电机和丝杠组件的配合可以带动上线气缸和输线管沿第二方向往复运动,通过上线气缸可以驱动输线管沿第一方向伸出或缩回,再通过将传感器组件与驱动电机电连接,可控制输线管在第二方向上停止的位置;即通过本移线机构可对输线管的位置进行调整,配合转动的储线环实现储线环的上线工序,具有结构简单,调试简单等特点,可有效的提高生产效率。
附图说明
22.下面将结合附图及实施例对本实用新型作进一步说明,附图中:
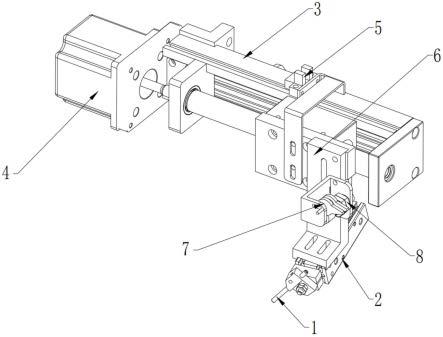
23.图1是本实用新型的移线机构的结构示意图;
24.图2是本实用新型的移线机构爆炸视图;
25.图3是本实用新型的上线模组的结构示意图;
26.图4是图3另一角度的视图。
具体实施方式
27.本实用新型实施例提供一种移线机构及上线模组,为使本实用新型的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本实用新型进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
28.本实用新型较佳实施例的移线机构,一并参见图1至图2所示,其包括:输线管1、上线气缸2、丝杠组件3、驱动电机4、传感器组件5;其中,所述输线管1为内孔与铜线(图中未示出)大小相适应的圆管,用于引导并输出铜线;所述上线气缸2的气缸杆与输线管1固定连接,用于驱动输线管1沿第一方向伸出或缩回,从而调整铜线的输出的位置;所述驱动电机4设置在丝杠组件3一端,与丝杠组件3传动连接;所述上线气缸2设置在丝杠组件3上,随丝杠组件3沿第二方向往复直线运动;所述传感器组件5设置在丝杠组件3上并与驱动电机4通讯连接,用于定位上线气缸2 在丝杠组件3上停止的位置。所述第一方向与第二方向垂直。
29.通过驱动电机4和丝杠组件3的配合可以带动上线气缸2和输线管1 沿第二方向往复运动,通过上线气缸2可以驱动输线管1沿第一方向伸出或缩回,再通过将传感器组件5与
驱动电机4电连接,可控制输线管1在第二方向上停止的位置;即通过本移线机构可对输线管1的位置进行调整,配合转动的储线环a实现储线环a的上线工序,具有结构简单,调试简单等特点,可有效的提高生产效率。
30.进一步的,请参照图1、图2,所述丝杠组件3包括间隔设置有第一转动座31和第二转动座32的导向板33,两端分别转动设置在第一转动座31 和第二转动座32上的丝杠34,沿导向板33往复直线运动且与所述丝杠34 螺纹连接的滑块35;所述驱动电机4固定设置在导向板33一侧且与所述丝杠34传动连接;所述上线气缸2与滑块35固定连接。其中,所述导向板 33上设置有用于引导滑块35运动方向的滑轨(图中未示出),所述滑轨与滑块35滑动连接。通过驱动电机4可带动丝杠34正向或反向转动,所述滑块35在导向板33的引导作用下,将丝杠34的正向或反向转动转化为滑块35的直线运动。即通过控制驱动电机4的正反转可实现上线气缸2不同位置的调节,具有结构简单,调节方便的特点。
31.进一步的,请参照图1、图2,所述传感器组件5包括固定设置在滑块35上的感应片51,以及设置在导向板33上用于与感应片51配合定位滑块 35停止位置的光电传感器52;所述光电传感器52与驱动电机4通讯连接。其中,当感应片51随滑块35运动至与导向板33上的光电传感器52位置对应时,光电传感器52向驱动电机4发送停止信号,即可控制上线气缸2 的停止位置,方便快捷。本实施例中,所述光电传感器52和驱动电机4均与导向板33连接,可以方便光电传感器52和驱动电机4之间通讯连接的走线,有效的保证电传感器52和驱动电机4之间连接的稳定性,提高使用寿命。
32.进一步的,请参照图1,所述移线机构还包括设置在滑块35和上线气缸2之间且用于调整上线气缸2安装位置的连接板6。本实施例中,所述移线机构是安装在绕线设备上使用的,可能其他的组成部件与移线机构之间存在位置干涉;通过增加连接板6,可用于调节上线气缸2与滑块35之间的相对位置,满足实际生产时的相对位置要求。
33.进一步的,请参照图1、图2,所述连接板6包括成角度a设置的第一连接部61和第二连接部62;所述第一连接部61上设置有用于与滑块35固定配合的第一长条孔611;第二连接部62上设置有用于与上线气缸2固定配合的第二长条孔621;所述a的取值范围为100度~130度。其中,具体的角度a设置可根据生产需求进行。本实施例中,所述滑块35和上线气缸 2上分别设置有用于与第一长条孔611、第二长条孔621配合的螺纹孔(图中未示出),再配合螺杆(图中未示出)即可固定连接上线气缸2、连接板 6和滑块35之间的位置。其中,通过设置第一长条孔611可用于调整连接板6与滑块35之间的安装位置;通过设置第二长条孔621可用于调整连接板6与上线气缸2之间的安装位置;用户可根据生产的实际位置要求进行调整,提高移线机构的通用性。
34.进一步的,请参照图1、图2,所述移线机构还包括固定设置在滑块35 或连接板6上用于限定铜线进入输线管1角度的导线轮7。其中,所述输线管1为长条管,当铜线的进入角度与长条管的轴芯的夹角过大时,铜线会与输线管1内孔的侧壁发生摩擦,从而损坏铜线。通过增加一个导线轮7,进入输线管1前的铜线会先经导线轮7进行方向调整,保证铜线进入输线管1角度的一致性,从而提高产品的良率。
35.进一步的,请参照图1、图2,所述导线轮7一侧设置有用于防止铜线脱落的防脱落凸起71。通过增加一个脱落凸起71可以用于防止铜线在导线轮7上移动时脱落,保证导线轮7的正常使用,提高移线机构的稳定性。
36.进一步的,请参照图1、图2,所述移线机构还包括固定设置在滑块35 或连接板6上用于防止铜线脱落的单动缸8;通过设置单动缸8可用于压紧铜线,防止在剪断铜线时,铜线反弹脱离输线管1。
37.请参照图1至图4,本实用新型实施例还提供一种上线模组,包括用于抓取铜线线头的抓线机构b,如以上所述的用于调整铜线供线位置并配合储线环a进行上线的移线机构,以及用于定位边滑器在储线环a上的位置的边滑器定位机构c;其中,所述抓线机构b包括设置在储线环a一侧的用于抓取铜线的抓线气缸b1,以及用于移动抓线气缸b1的拉线气缸b2;所述边滑器定位机构c包括设置在储线环a另一侧的用于阻挡边滑器运动的阻挡杆 c1,以及驱动阻挡杆c1伸出或收回的边滑器阻挡气缸c2。
38.进一步的,所述上线模组还包括设置在边滑器定位机构一侧用于剪断铜线的剪线机构d。其中,所述剪线机构d包括气动剪刀d1,和用于固定气动剪刀d1的剪刀支架d2。通过剪刀支架d2可用于固定气动剪刀d1,并调整气动剪刀d1的安装位置。
39.本实施例中,所述抓线机构b设置在储线环a的左侧,所述剪线机构d 设置在储线环a的右侧,所述移线机构设置在a的后侧,两端分别与抓线机构b、剪线机构c3对应。
40.所述上线模组的具体工作流程为:
41.储线环勾线储线:所述驱动电机4驱动丝杠组件3带动输线管1、上线气缸2来到导向板33的左端,抓线气缸b1抓紧从输线管1输出的铜线一端,拉线气缸b2驱动抓线气缸b1带动铜线向靠近储线环a中心的方向移动;然后驱动电机4驱动丝杠组件3带动输线管1、上线气缸2移动至与储线环a上储线槽位置相对应,上线气缸2驱动输线管1向储线槽的运动,使输线管1的出线位置低于储线槽的槽壁;转动储线环a,通过储线槽槽壁上的卡线槽卡住铜线;上线气缸2驱动输线管1远离储线槽;继续转动储线环a进行储线;
42.边滑器卡线:完成储线后,边滑器阻挡气缸c2驱动阻挡杆c1伸出,使储线环a上的边滑器a2停在储线环a的特定位置,驱动电机4驱动丝杠组件3带动输线管1、上线气缸2移动至储线环a右侧,上线气缸2驱动输线管1伸出,使铜线勾到边滑器a2上,即可进行磁芯的绕线,在完成绕线后可通过气动剪刀d1剪断铜线。
43.应当理解的是,以上实施例仅用以说明本实用新型的技术方案,而非对其限制,对本领域技术人员来说,可以对上述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而所有这些修改和替换,都应属于本实用新型所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1