圆柱型电池单体、电池和用电装置的制作方法
1.本技术涉及电池技术领域,特别是涉及一种圆柱型电池单体、电池和用电装置。
背景技术:
2.相关技术中,圆柱电池的制造过程包括:将电极组件的极耳直接与顶盖焊接,以利用顶盖封装电极组件,且顶盖可用作集流体,如此,可节省空间优化电池结构,简化装配工艺,然而,该传统的圆柱电池的过流能力较差。
技术实现要素:
3.基于此,有必要针对传统的圆柱电池的过流能力较差的问题,提供一种圆柱型电池单体、电池和用电装置。
4.根据本技术的一个方面,提供了一种圆柱型电池单体,包括电极组件、顶盖以及多个凸起部。电极组件具有极耳,极耳包括非焊接区域和焊接区域。顶盖设置有极柱和焊接部,焊接部焊接于焊接区域,且极柱的底端的至少部分与非焊接区域接触,以使电极组件能够与极柱电性连接。多个凸起部设置于极柱朝向电极组件的一侧,且至少部分插接于极耳的非焊接区域。
5.本技术的技术方案中,凸起部通过机械插入的方式与极耳的非焊接区域接触连接,一方面,可提高圆柱型电池单体的过流面积,提升圆柱型电池单体的过流能力,另一方面,可提高顶盖和电极组件的结合牢度,提高焊接区域的耐疲劳程度,进而提高顶盖和电极组件的连接可靠性。
6.在其中一个实施例中,凸起部远离极柱的一端设有用于插接于极耳的非焊接区域的尖端部。便于更好地将凸起部插接于极耳的非焊接区域,进而提高圆柱型电池单体的过流面积,且提高顶盖和电极组件的结合牢度。
7.在其中一个实施例中,极柱呈柱体结构,多个凸起部围绕极柱的中心线呈环形排布且彼此间隔设置。可利用多个凸起部提高圆柱型电池单体的过流面积,且提高顶盖和电极组件沿环向方向的结合牢度。
8.在其中一个实施例中,极柱呈柱体结构,多个凸起部围绕极柱的中心线排布形成沿径向间隔设置的多组凸起部组,每一凸起部组包括围绕极柱的中心线呈环形排布且彼此间隔的多个凸起部。距极柱的中心线越远的凸起部的高度越小。上述设计能够减少凸起部对焊接区域的平面度的影响,以使顶盖上的焊接部能够平整地焊接于极耳的焊接区域。
9.在其中一个实施例中,电极组件还包括中心孔,靠近极柱的中心线的凸起部伸入电极组件的中心孔内。可利用伸入电极组件的中心孔内的凸起部对电极组件起支撑作用,相当于电极组件围绕于该凸起部,避免圆柱型电池单体在使用过程中因膨胀力过大等因素影响而发生塌陷,避免影响内圈极片界面,能提高圆柱型电池单体的安全性。
10.在其中一个实施例中,顶盖的上表面对应于焊接部的部分设有预设深度的凹槽,以使焊接部能够穿设而焊接于焊接区域。便于焊接部采用穿透焊接的方式连接于焊接区
域,穿透焊接的作业通常在一定深度范围内进行作业,设置的凹槽可保证焊接的牢固性。
11.在其中一个实施例中,极柱上设有注液孔,极柱朝向电极组件的一侧设有储液腔,储液腔与注液孔相连通。外部的电解液可通过注液孔和储液腔进入电极组件内部,有利于进一步提升电解液的浸润速度。
12.在其中一个实施例中,凸起部设有一端与储液腔相连通的导流通道,导流通道的另一端设置于凸起部插入非焊接区域的部分。流入储液腔内的电解液能够通过导流通道导流至极耳的非焊接区域,使电解液能够更顺畅地流入电极组件的极片层间,进一步提升电解液的过流能力。另外,且凸起部与极耳的间隙能够增加电解液的流动空间,提高极片层间的电解液浸润性,同时使得电极组件内部产生的气体可以更快地排出,以提高圆柱型电池单体的安全性。
13.在其中一个实施例中,焊接区域围绕于非焊接区域,焊接部围绕于极柱。如此,外侧的焊接部焊接于焊接区域,内侧的极柱上的凸起部也能很好地插接于非焊接区域,提高顶盖封装电极组件的操作便利性,也能优化电池结构。
14.根据本技术的另一个方面,提供了一种电池,包括上述的圆柱型电池单体。
15.根据本技术的另一个方面,还提供了一种用电装置,包括上述的电池。
附图说明
16.图1示出了本技术一实施例的一种车辆的结构示意图;
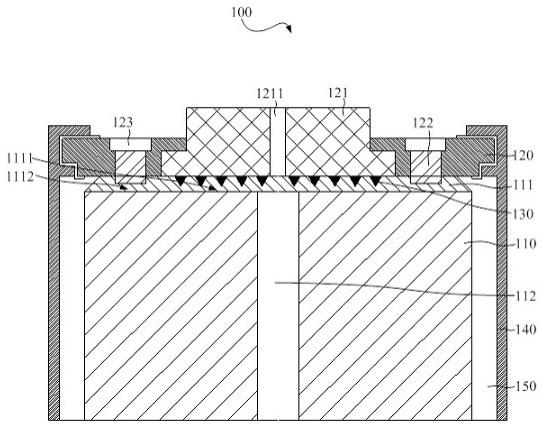
17.图2示出了本技术第一实施例中的圆柱型电池单体的剖视图;
18.图3示出了本技术一实施例中的顶盖的剖视图;
19.图4示出了本技术第二实施例中的圆柱型电池单体的剖视图;
20.图5示出了本技术第三实施例中的圆柱型电池单体的剖视图;
21.图6示出了本技术第四实施例中的圆柱型电池单体的剖视图;
22.图7示出了本技术一实施例中的凸起部的结构示意图;
23.图8示出了图7中a-a处的剖视图。
24.图中:1、车辆;10、电池;100、圆柱型电池单体;110、电极组件;111、极耳;1111、非焊接区域;1112、焊接区域;112、中心孔;120、顶盖;121、极柱;1211、注液孔;1212、储液腔;122、焊接部;123、凹槽;130、凸起部;131、尖端部;132、连接部;133、导流通道;1331、导流进口;1332、导流出口;140、底壳;150、封装空间;20、控制器;30、马达。
具体实施方式
25.为使本技术的上述目的、特征和优点能够更加明显易懂,下面结合附图对本技术的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本技术。但是本技术能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本技术内涵的情况下做类似改进,因此本技术不受下面公开的具体实施例的限制。
26.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必
须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
27.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
28.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
29.在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
30.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
31.相关技术中,圆柱电池的制造过程包括:将电极组件的极耳直接与顶盖焊接,以利用顶盖封装电极组件,且顶盖可用作集流体,如此,可节省空间优化电池结构,简化装配工艺,然而,该传统的圆柱电池的过流能力较差。
32.本技术的发明人经过研究发现,传统的圆柱电池的过流能力较差的原因在于:传统的圆柱电池中,顶盖设有极柱,电极组件的极耳对应于极柱的部分的面积较大,但该部分无法与极柱进行焊接,而在圆柱电池使用过程中,圆柱电池可能会随车使用而出现上下振动,导致该部分与极柱的接触面积的大小出现波动,会影响接触面积,也会导致过流面积减少,进而导致该传统的圆柱电池的过流能力较差。
33.为了解决传统的圆柱电池的过流能力较差的问题,本技术的发明人经过深入研究,设计了一种圆柱型电池单体,既能使电极组件的极耳与顶盖焊接,以利用顶盖封装电极组件,使得顶盖兼具集流体的作用,可优化电池结构,简化装配工艺,同时,顶盖上的极柱朝向电极组件一侧设有凸起部,可使凸起部插接于极耳未与顶盖焊接的部分,进而能提高极柱与电极组件的接触面积,如此,可提高圆柱型电池单体的过流能力。
34.本技术实施例公开的圆柱型电池单体和/或电池可以但不限用于车辆、船舶或飞行器等用电装置中。用电装置可以为但不限于手机、平板、笔记本电脑、电动玩具、电动工具、电瓶车、电动汽车、轮船、航天器等等。其中,电动玩具可以包括固定式或移动式的电动玩具,例如,游戏机、电动汽车玩具、电动轮船玩具和电动飞机玩具等等,航天器可以包括飞机、火箭、航天飞机和宇宙飞船等等。可以使用具备本技术公开的圆柱型电池单体和/或电池等组成该用电装置的电源系统,这样,便于为用电装置提供电力驱动。
35.请参照图1,图1为本技术一些实施例提供的车辆1的结构示意图。车辆1可以为燃油汽车、燃气汽车或新能源汽车,新能源汽车可以是纯电动汽车、混合动力汽车或增程式汽车等。车辆1的内部设置有电池10,电池10可以设置在车辆1的底部或头部或尾部。电池10可以用于车辆1的供电,例如,电池10可以作为车辆1的操作电源。车辆1还可以包括控制器20和马达30,控制器20用来控制电池10为马达30供电,例如,用于车辆1的启动、导航和行驶时的工作用电需求。
36.在本技术一些实施例中,电池10不仅可以作为车辆1的操作电源,还可以作为车辆1的驱动电源,代替或部分地代替燃油或天然气为车辆1提供驱动动力。
37.本技术一实施例提供的电池10包括圆柱型电池单体100。
38.图2示出了本技术一实施例中的圆柱型电池单体100的结构示意图。
39.在本技术的一些实施例中,可选地,请参阅图2,本技术一实施例提供的圆柱型电池单体100,包括电极组件110、顶盖120以及多个凸起部130。
40.电极组件110具有极耳111,极耳111包括非焊接区域1111和焊接区域1112。顶盖120设置有极柱121和焊接部122,其中,焊接部122焊接于焊接区域1112,且极柱121的底端的至少部分与非焊接区域1111接触,以使电极组件110能够与极柱121电性连接,可利用顶盖120封装电极组件110,且顶盖120兼具集流体的作用,能够更有效地将电极组件110的极片上的电流输送至极柱121。多个凸起部130设置于极柱121朝向电极组件110的一侧,且至少部分插接于极耳111的非焊接区域1111。
41.可选地,电极组件110包括具有留白区域的正极片和负极片,将正极片、负极片和隔离膜层叠并卷绕形成电极组件110,分别对正极片和负极片的留白区域进行揉平,以形成对应的极耳111。
42.凸起部130的插入最深高度小于或等于正极片或负极片的揉平区厚度。
43.凸起部130通过机械插入的方式与极耳111的非焊接区域1111接触连接,一方面,可提高圆柱型电池单体100的过流面积,提升圆柱型电池单体100的过流能力,另一方面,可提高顶盖120和电极组件110的结合牢度,提高焊接区域1112的耐疲劳程度,进而提高顶盖120和电极组件110的连接可靠性。
44.在本技术的一些实施例中,可选地,请参阅图2及图3,凸起部130远离极柱121的一端设有用于插接于极耳111的非焊接区域1111的尖端部131。
45.也就是说,凸起部130的尖端部131用于插接于极耳111的非焊接区域1111。
46.可选地,请参阅图3,凸起部130靠近极柱121的一端设有连接于极柱121且与尖端部131相对设置的连接部132,凸起部130和极柱121一体成型,可提高凸起部130和极柱121的整体结构强度,以便提高顶盖120和电极组件110的结合牢度。
47.可选地,凸起部130为金属材料,以使尖端部131能更好地插接于极耳111的非焊接区域1111。
48.可选地,凸起部130的形状可以是四面体,柱体或六面体等能够插接于极耳111的非焊接区域1111的结构,凸起部130的结构并不局限于此。可以根据需求和工艺等选择不同的结构,以提高工艺的兼容性。
49.通过在凸起部130上设置尖端部131,便于更好地将凸起部130插接于极耳111的非焊接区域1111,进而提高圆柱型电池单体100的过流面积,且提高顶盖120和电极组件110的
结合牢度。
50.在本技术的一些实施例中,可选地,请参阅图2及图3,极柱121呈柱体结构,多个凸起部130围绕极柱121的中心线呈环形排布且彼此间隔设置。
51.可利用多个凸起部130提高圆柱型电池单体100的过流面积,且提高顶盖120和电极组件110沿环向方向的结合牢度。
52.在本技术的一些实施例中,可选地,请参阅图3及图4,极柱121呈柱体结构,多个凸起部130围绕极柱121的中心线排布形成沿径向间隔设置的多组凸起部组,每一凸起部组包括围绕极柱121的中心线呈环形排布且彼此间隔的多个凸起部130,距极柱121的中心线越远的凸起部130的高度越小。
53.可以理解,凸起部130的高度是指凸起部130沿极柱121的中心线方向的尺寸。
54.可利用多个凸起部130提高圆柱型电池单体100的过流面积,且提高顶盖120和电极组件110沿环向方向的结合牢度。同时,由于顶盖120上的焊接部122焊接于极耳111的焊接区域1112,为了避免更靠近焊接部122的凸起部130影响焊接部122和焊接区域1112的焊接,使距极柱121的中心线越远的凸起部130的高度越小,减少凸起部130对焊接区域1112的平面度的影响,以使顶盖120上的焊接部122能够平整地焊接于极耳111的焊接区域1112。
55.在本技术的一些实施例中,可选地,请参阅图5,电极组件110还包括中心孔112,靠近极柱121的中心线的凸起部130伸入电极组件110的中心孔112内。
56.可利用伸入电极组件110的中心孔112内的凸起部130对电极组件110起支撑作用,相当于电极组件110围绕于该凸起部130,避免圆柱型电池单体100在使用过程中因膨胀力过大等因素影响而发生塌陷,避免影响内圈极片界面,能提高圆柱型电池单体100的安全性。
57.在另一些实施例中,可选地,多个凸起部130为与极柱121同轴的环状结构,且多个凸起部130沿极柱121的径向间隔设置,靠近极柱121的中心线的凸起部130伸入电极组件110的中心孔112内。如此,也可利用伸入电极组件110的中心孔112的凸起部130对电极组件110的中心孔112起到支撑作用,以提升圆柱型电池单体100的安全可靠性。
58.在本技术的一些实施例中,可选地,请参阅图2、图4及图5,顶盖120的上表面对应于焊接部122的部分设有预设深度的凹槽123,以使焊接部122能够穿设而焊接于焊接区域1112。
59.可以理解,焊接部122采用穿透焊接的方式连接于焊接区域1112,而穿透焊接的作业通常在一定深度范围内进行作业,以保证焊接的牢固性。
60.如此,为了保证焊接部122更好地焊接于焊接区域1112,可使顶盖120对应于焊接部122的部分设置预设深度的凹槽123,以使焊接部122能够穿设而焊接于焊接区域1112。
61.通过在焊接部122上设置凹槽123,保证顶盖120与极耳111的焊接牢度。
62.在本技术的一些实施例中,可选地,请参阅图6,极柱121上设有注液孔1211,极柱121朝向电极组件110的一侧设有储液腔1212,储液腔1212与注液孔1211相连通。
63.其中,注液孔1211用于供电解液从圆柱型电池单体100的外部进入到圆柱型电池单体100的内部。
64.如此,外部的电解液可通过注液孔1211和储液腔1212进入电极组件110内部,有利于进一步提升电解液的浸润速度。
65.在本技术的一些实施例中,可选地,请参阅图7及图8,凸起部130设有一端与储液腔1212相连通的导流通道133,导流通道133的另一端设置于凸起部130插入非焊接区域1111的部分。
66.可以理解,导流通道133具有与储液腔1212相连通的导流进口1331,以及相对于导流进口1331的导流出口1332,导流出口1332设置于凸起部130插入非焊接区域1111的部分。
67.如此,流入储液腔1212内的电解液能够通过导流通道133导流至极耳111的非焊接区域1111,使电解液能够更顺畅地流入电极组件110的极片层间,进一步提升电解液的过流能力。另外,且凸起部130与极耳111的间隙能够增加电解液的流动空间,提高极片层间的电解液浸润性,同时使得电极组件110内部产生的气体可以更快地排出,有利于改善极片界面,也使圆柱型电池单体100在滥用等异常情况下电极组件110内部产生的气体能快速排除,避免防爆阀堵塞,以提高圆柱型电池单体100的安全性。
68.需要补充的是,电极组件110的极耳111是在揉平作业下形成的,极耳111距离极柱121越远的部分越松散,即极耳111越靠下的部分越松散,使得凸起部130的下端与电极组件110的极片之间存在间隙,可增加电解液的流动空间,以提高极片层间的电解液浸润性,也有利于电极组件110内部产生的气体快速排除。
69.可以理解的是,该导流通道133能够缓解极耳111被揉平压实的部分对电解液向层状卷绕结构内部流通的阻碍。
70.在本技术的一些实施例中,可选地,请参阅图2、图4及图5,焊接区域1112围绕于非焊接区域1111,焊接部122围绕于极柱121。
71.如此,外侧的焊接部122焊接于焊接区域1112,内侧的极柱121上的凸起部130也能很好地插接于非焊接区域1111,提高顶盖120封装电极组件110的操作便利性,也能优化电池结构。
72.在本技术的一些实施例中,可选地,请参阅图2、图4及图5,圆柱型电池单体100还包括与顶盖120相连的底壳140,顶盖120和底壳140界定出封装空间150,电极组件110封装于该封装空间150内。
73.在一些实施例中,请参阅图6、图7及图8,圆柱型电池单体100,包括电极组件110、顶盖120以及多个凸起部130。凸起部130远离极柱121的一端设有用于插接于极耳111的非焊接区域1111的尖端部131,极柱121上设有注液孔1211,极柱121朝向电极组件110的一侧设有储液腔1212,储液腔1212与注液孔1211相连通。导流通道133具有与储液腔1212相连通的导流进口1331,以及相对于导流进口1331的导流出口1332,导流出口1332设置于凸起部130插入非焊接区域1111的部分。
74.如此,一方面,凸起部130通过机械插入的方式与极耳111的非焊接区域1111接触连接,可提高圆柱型电池单体100的过流面积,提升圆柱型电池单体100的过流能力,且可提高顶盖120和电极组件110的连接可靠性。另一方面,流入储液腔1212内的电解液能够导流通道133导流至极耳111的非焊接区域1111,使电解液能够更顺畅地流入电极组件110的极片层间,进一步提升电解液的过流能力,也能提高极片层间的电解液浸润性,同时使得电极组件110内部产生的气体可以更快地排出,有利于改善极片界面,也能在圆柱型电池单体100滥用等异常情况下避免防爆阀堵塞,以提高圆柱型电池单体100的安全性。
75.在本技术的一些实施例中,本技术一实施例提供的电池10,包括上述的圆柱型电
池单体100。能获得过流能力较佳的电池10。电池10包含的圆柱型电池单体100数量可以是一个也可以是多个。电池10可以是电池模组也可以是电池包。圆柱型电池单体100间通过串联、并联或混联的方式连接以实现较大的容量或功率。
76.本技术一实施例提供的用电装置,包括上述的电池10。
77.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
78.以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1