继电器可动接点铆合设备的制作方法
1.本实用新型涉及继电器生产设备技术领域,尤其涉及一种继电器可动接点铆合设备。
背景技术:
2.继电器作为控制元件,广泛应用于遥控、遥测、通讯、自动控制、机电一体化及电力电子设备中。继电器有不同的类型,大部分继电器待组装的部件较多,虽然其中一些部件的组装采用流水作业的方式进行生产组装,但由于继电器一些部件的组装较为繁琐,很难实现自动组装,故采用人工进行组装,人工组装效率低,且组装效果不一致,甚至会二次破坏零部件。
3.因此,有必要提供一种可以自动组装铆合继电器中的可动接点、动簧片和接触桥且效率高、组装效果好的继电器可动接点铆合设备。
技术实现要素:
4.本实用新型的目的在于提供一种可以自动组装铆合继电器中的可动接点、动簧片和接触桥且效率高、组装效果好的继电器可动接点铆合设备。
5.为实现上述目的,本实用新型提供了一种继电器可动接点铆合设备,包括机架以及设置于机架上的第一振动盘、第二振动盘、来料装置、放料装置、取料机器人、铆压装置、检测装置和下料装置,第一振动盘用于接触桥振动出料,第二振动盘用于可动接点振动出料,来料装置用于动簧片送料,取料机器人用于拾取可动接点和动簧片并将可动接点和动簧片依次放置于放料装置上,第一振动盘设置有第一取料机构,第一取料机构用于将接触桥放置于放料装置上并与可动接点和动簧片预装配;放料装置旋转以将预装好的工件送至铆压装置,铆压装置将工件压合成型,压合成型的工件由检测装置进行检测,并通过下料装置进行下料。
6.较佳地,放料装置包括旋转机构以及设置于旋转机构上的放料机构,放料机构的两端设置有用于放置工件的模具,旋转机构动作以使放料机构上两模具在取料机器人和铆压装置之间旋转。
7.较佳地,取料机器人包括基座以及呈活动设置于基座上的第二取料机构,第二取料机构包括第一取料组件和第二取料组件,第一取料组件用于夹取可动接点,第二取料组件用于吸取动簧片。
8.较佳地,第一取料组件包括第一取料夹爪和第二取料夹爪,第一取料夹爪和第二取料夹爪均用于夹取可动接点;第二取料组件包括吸料部,借由吸料部以吸附动簧片。
9.较佳地,铆压装置包括固定座以及安装于固定座上的动力组件和铆压机构,铆压机构呈弹性的安装于动力组件的输出端,动力组件动作以使铆压机构将接触桥、动簧片和可动接点铆合成型。
10.较佳地,检测装置包括高度检测机构和视觉检测机构,高度检测机构用于检测可
动接点是否铆压到位,视觉检测机构用于检测铆压面,铆压装置、高度检测机构和视觉检测机构位于机架的同一侧,铆压装置、高度检测机构和视觉检测机构之间还设置有等距搬运装置,等距搬运装置上设置有多组搬运组件,借由多组搬运组件以使工件从铆压装置依次经过高度检测机构和视觉检测机构。
11.较佳地,每工件上均包括两个可动接点,高度检测机构包括与两个可动接点配合的接触式传感器,接触式传感器与可动接点接触以确定可动接点是否铆接到位。
12.较佳地,机架上还设置有与视觉检测机构配合的光源组件,借由光源组件以使视觉检测机构能检测工件的铆接面。
13.较佳地,等距搬运装置包括横向移动机构、纵向移动机构以及搬运机构,横向移动机构安装于机架上,纵向移动机构安装于横向移动机构上,搬运机构安装于纵向移动机构上,横向移动机构用于带动搬运机构横向移动,纵向移动机构用于带动搬运机构纵向移动,多组搬运组件等距的设置于搬运机构上。
14.较佳地,下料装置包括第一下料机构、中转机构和第二下料机构,第一下料机构位于检测装置的一侧,中转机构位于第一下料机构和第二下料机构之间,第一下料机构用于ng件下料并能将检测好的工件放置于中转机构上,中转机构用于将工件在水平方向上旋转180
°
,第二下料机构用于将合格工件下料至下工序。
15.采用以上技术方案后,本实用新型的继电器可动接点铆合设备,包括设置于机架上的第一振动盘、第二振动盘、来料装置、放料装置、取料机器人、铆压装置、检测装置和下料装置。第一振动盘用于接触桥振动出料,第二振动盘用于可动接点振动出料,来料装置用于动簧片送料。取料机器人用于拾取可动接点和动簧片并将可动接点和动簧片依次放置于放料装置上。第一振动盘设置有第一取料机构,第一取料机构用于将接触桥放置于放料装置上并与可动接点和动簧片预装配。放料装置旋转以将预装好的工件送至铆压装置。铆压装置将工件压合成型,压合成型的工件由检测装置进行检测,并通过下料装置进行下料。来料时,先在模具上放可动接点,再放动簧片,最后放接触桥,且三个部件在放料机构上预装配。其中,取料机器人可同时夹取可动接点并吸取动簧片。放料机构的两个模具能在水平方向上旋转180
°
,以同时进行铆压和放料,提高了生产效率。铆压成型的工件依次经过高度检测机构和视觉检测机构进行检测,检测合格则下料至下工序,检测不合格则从ng区进行下料。本实用新型的继电器可动接点铆合设备,可以自动组装铆合继电器中的可动接点、动簧片和接触桥且效率高、组装效果好。
附图说明
16.为了更清楚地说明本实用新型实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
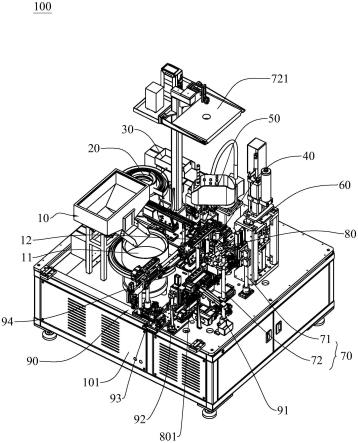
17.图1是本实用新型一实施例提供的继电器可动接点铆合设备的结构图。
18.图2是图1另一角度的结构图。
19.图3是图1中放料装置的结构图。
20.图4是图1中取料机器人的结构图。
21.图5是图4中第一取料组件和第二取料组件的结构图。
22.图6是图1中铆压装置的结构图。
23.图7是图6中a处的放大图。
24.图8是图1中高度检测机构的结构图。
25.图9是图8中b处的放大图。
26.图10是图1中视觉检测机构的结构图。
27.图11是图1中等距搬运装置的结构图。
28.图12是图1中第二下料机构的结构图。
29.图13是图1中下料装置的局部结构图。
30.附图标记说明:
31.100、继电器可动接点铆合设备;101、机架;102、工件;103、可动接点; 104、动簧片;
32.10、第一振动盘;11、出料振动盘;12、第一取料机构;20、第二振动盘; 30、来料装置;
33.40、放料装置;41、旋转机构;42、放料机构;421、模具;43、支撑结构;
34.50、取料机器人;51、基座;52、第二取料机构;521、第一取料组件;5211、第一取料夹爪;5212、第二取料夹爪;522、第二取料组件;5221、吸料部;
35.60、铆压装置;601、固定座;61、动力组件;611、弹性件;62、铆压机构;621、压铆头;622、支撑组件;
36.70、检测装置;71、高度检测机构;711、升降动力件;712、检测组件; 7121、接触式传感器;72、视觉检测机构;721、光源组件;722、ccd检测相机;
37.80、等距搬运装置;801、传送机构;802、支撑座;81、横向移动机构; 82、纵向移动机构;83、搬运机构;831、搬运组件;
38.90、下料装置;91、ng下料组件;911、下料滑道;912、料箱;92、第一下料机构;93、中转机构;94、第二下料机构。
具体实施方式
39.为了详细说明本实用新型的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
40.请参阅图1和图2,本实用新型提供了一种继电器可动接点铆合设备100,用于继电器内可动接点103、动簧片104和接触桥的组装铆合成型。继电器可动接点铆合设备100包括机架101以及设置于机架101上的第一振动盘10、第二振动盘20、来料装置30、放料装置40、取料机器人50、铆压装置60、检测装置70和下料装置90。第一振动盘10用于接触桥振动出料,第二振动盘20用于可动接点103振动出料,来料装置30用于动簧片104送料。其中,取料机器人 50用于拾取可动接点103和动簧片104并将可动接点103和动簧片104依次放置于放料装置40上。第一振动盘10包括出料振动盘11和第一取料机构12,第一取料机构12位于出料振动盘11的一侧,出料振动盘11将接触桥振动出料后,第一取料机构12将料道上的接触桥拾取放置于放料装置40上并与可动接点103 和动簧片104预装配,以备下工序铆压成型。放料装置40旋转以将预装好的工件102送至铆压装置60,铆压装置60将工件102压合成型。
可以理解的,放料机构42的两端均设置有用于放料的模具421,放料机构42两端的模具421交替工作,放料装置40旋转可以将放置于其上预装好的工件102送料至铆压装置60 内。压合成型的工件102由检测装置70进行检测,并通过下料装置90进行下料。
41.请参阅图3,在一些可选的实施例中,放料装置40包括旋转机构41以及设置于旋转机构41上的放料机构42。旋转机构41可以包括旋转气缸。具体地,放料机构42的两端设置有用于放置工件102的模具421,旋转机构41动作以使放料机构42上两模具421在取料机器人50和铆压装置60之间旋转。在放料机构42的两端设置有模具421,预先通过取料机器人50将可动接点103放置于模具421上,再在可动接点103上对位放置动簧片104,最后再通过第一取料机构 12放接触桥。其中可动接点103为用于导通的接点,表面镀银。可动接点103、动簧片104和接触桥在模具421上预装配,能够以免移位,预装效果好。设置有可旋转的两个模具421,能错位放料和铆压,提高了生产效率。
42.请参阅图4和图5,在一些可选的实施例中,取料机器人50包括基座51以及呈活动设置于基座51上的第二取料机构52,第二取料机构52能在基座51上多角度旋转,以能拾取第二振动盘20上的可动接点103和在来料装置30上拾取动簧片104,并将可动接点103和动簧片104放置于放料机构42上。其中,第二取料机构52包括第一取料组件521和第二取料组件522,第一取料组件521 用于夹取可动接点103,第二取料组件522用于吸取动簧片104。具体地,第一取料组件521包括第一取料夹爪5211和第二取料夹爪5212,第一取料夹爪5211 和第二取料夹爪5212均用于夹取可动接点103。第二取料组件522包括吸料部 5221,借由吸料部5221以吸附动簧片104。可以理解的,第一取料组件521和第二取料组件522能够单动,第一取料组件521和第二取料组件522能够分别拾取可动接点103和动簧片104,使得可动接点103和动簧片104同时位于第二取料机构52上,再分别进行放料,更加节省时间,提高了效率。
43.请参阅图6和图7,在一些可选的实施例中,铆压装置60包括固定座601 以及安装于固定座601上的动力组件61和铆压机构62。其中,铆压机构62呈弹性的安装于动力组件61的输出端,动力组件61动作以使铆压机构62将接触桥、动簧片104和可动接点103铆合成型。具体地,在动力组件61和铆压机构 62之间设置有弹性件611,以使铆压机构62能弹性按压于工件102上,可以避免铆压机构62的力过大而撞坏工件102或模具421。铆压机构62包括压铆头 621和支撑组件622,放料机构42旋转后,模具421位于铆压机构62内的支撑组件622上,通过支撑组件622对模具421进行支撑以使压铆头621能更好的作用于模具421上的工件102,以能更好的对工件102进行压铆成型。另一方面,放料装置40还包括支撑结构43,支撑结构43与支撑组件622的作用类似,支撑结构43用于支撑放料机构42另一端的模具421,以使第一取料机构12和第二取料机构52能更好的放料于模具421上。
44.请参阅图1和图8至图10,在一些可选的实施例中,检测装置70包括高度检测机构71和视觉检测机构72。高度检测机构71用于检测可动接点103是否铆压到位。视觉检测机构72用于检测铆压面。铆压装置60、高度检测机构71 和视觉检测机构72位于机架101的同一侧。其中,每个工件102上均包括两个可动接点103,高度检测机构71包括升降动力件711和检测组件712。检测组件712包括与两个可动接点103配合的接触式传感器7121,接触式传感器7121 与可动接点103接触以确定可动接点103是否铆接到位。每个接触式传感器7121 连接有升降动力件711,升降动力件711动作以带动接触式传感器7121靠近工件102并与工件
102可动接点103的位置接触以精准的测量工件102中该位置的高度,从而能够检测出工件102是否铆压到位。升降动力件711可以为电机,电机与丝杆等配合,以带动接触式传感器7121升降。另一方面,机架101上还设置有与视觉检测机构72配合的光源组件721,借由光源组件721以使视觉检测机构72能检测工件102的铆接面。视觉检测机构72包括ccd检测相机722,光源组件721提供光源,以使ccd检测相机722能对工件102的表面进行检测,以确定工件102的表面是否划伤或压伤等。
45.请参阅图1和图11,在一些可选的实施例中,铆压装置60、高度检测机构 71和视觉检测机构72之间还设置有等距搬运装置80。在本实施例中中,等距搬运装置80上设置有三组搬运组件831,借由三组搬运组件831以使工件102 从铆压装置60依次经过高度检测机构71和视觉检测机构72。具体地,等距搬运装置80包括用于传递工件102的传送机构801,工件102从铆压装置60上通过搬运组件831或其他取料结构将工件102放置于传送机构801上,并进行传送,以依次经过高度检测机构71和视觉检测机构72。等距搬运装置80还包括支撑座802、横向移动机构81、纵向移动机构82以及搬运机构83。横向移动机构81通过支撑座802安装于机架101上,纵向移动机构82安装于横向移动机构81上,搬运机构83安装于纵向移动机构82上。横向移动机构81用于带动搬运机构83横向移动。纵向移动机构82用于带动搬运机构83纵向移动。三组搬运组件831等距的设置于搬运机构83上。搬运组件831能够将工件102从铆压装置60搬运至传送机构801,工件102在传送机构801上传送,然后相应的搬运组件831将工件102放置于高度检测机构71进行高度检测并取出放置于传送机构801上进行传送。搬运组件831还能将传送机构801上的工件102放置于视觉检测机构72进行视觉检测并取出放置于传送机构801上进行传送。
46.请参阅图1、图2、图12和图13,在一些可选的实施例中,下料装置90包括ng下料组件91、第一下料机构92、中转机构93和第二下料机构94。其中, ng下料组件91连接于传送机构801,在高度检测机构71和视觉检测机构72中检测不合格的工件102,传送信号至下料装置90,第一下料机构92拾取传送机构801上的ng工件102并从ng下料组件91进行下料。ng下料组件91包括连接于传送机构801的下料滑道911和位于下料滑道911下方的料箱912,ng工件102通过下料滑道911滑送至料箱912内以待后续处理。第一下料机构92位于检测装置70的一侧,中转机构93位于第一下料机构92和第二下料机构94 之间。第一下料机构92用于ng件下料并能将检测好的工件102放置于中转机构93上,中转机构93用于将工件102在水平方向上旋转180
°
,第二下料机构 94用于将合格工件102下料至下工序。可以理解的,中转机构93旋转以将工件 102的朝向进行转变,以便第二下料机构94进行取料,且使得换向的工件102 能在下工序更好的与继电器的其他部件进行组装。
47.如图1至图13所示,本实用新型的继电器可动接点铆合设备100,包括设置于机架101上的第一振动盘10、第二振动盘20、来料装置30、放料装置40、取料机器人50、铆压装置60、检测装置70和下料装置90。第一振动盘10用于接触桥振动出料,第二振动盘20用于可动接点103振动出料,来料装置30用于动簧片104送料。取料机器人50用于拾取可动接点103和动簧片104并将可动接点103和动簧片104依次放置于放料装置40上。第一振动盘10设置有第一取料机构12,第一取料机构12用于将接触桥放置于放料机构42上并与可动接点103和动簧片104预装配。放料装置40旋转以将预装好的工件102送至铆压装置60。铆压装置60将工件102压合成型,压合成型的工件102由检测装置 70进行检测,并通过下料装置90进行下
料。来料时,先在模具421上放可动接点103,再放动簧片104,最后放接触桥,且三个部件在放料装置40上预装配。其中,取料机器人50可同时夹取可动接点103并吸取动簧片104。放料机构42 的两个模具421能在水平方向上旋转180
°
,以同时进行铆压和放料,提高了生产效率。铆压成型的工件102依次经过高度检测机构71和视觉检测机构72进行检测,检测合格则下料至下工序,检测不合格则从ng下料组件91进行下料。本实用新型的继电器可动接点铆合设备100,可以自动组装铆合继电器中的可动接点103、动簧片104和接触桥且效率高、组装铆合效果好。
48.以上所揭露的仅为本实用新型的较佳实例而已,不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,均属于本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1