一种锂电池连接片结构及锂电池的制作方法
1.本实用新型涉及锂电池技术领域,尤其涉及一种锂电池连接片结构及锂电池。
背景技术:
2.现阶段,方形锂电池为了提高其能量密度,在壳体内会并联两个电芯,通过连接片一方面与两个电芯的极耳进行连接,另一方面与顶盖上极柱进行连接,传统的连接片结构通常设置成u型薄片结构,连接片的两个尾部分别与电芯的极耳进行超声焊接,连接片的头部与极柱进行激光焊接,传统连接片结构适用于极耳比较窄的卷芯超声焊接,这样的极耳可以直接和连接片尾部焊接,由于超声焊接面积小,不会导致连接部头部变形,从而不会影响连接片和和极柱激光焊接。当电芯极耳设计很宽的时候,连接片如果还是按照以往的结构去焊接的话,明显有效焊接长度是不够的,同时与会导致极耳过流能力不足。常规的做法是将连接片仍旧设计成u型薄片结构,连接片的尾部长度加长,以适应和宽极耳进行超声焊接,但极耳和连接片尾部大面积的焊接,必然会导致连接片头部发生变形,导致此位置表面不平整,极柱与连接片头部进行激光焊接时,就会造成虚焊或脱焊现象。
技术实现要素:
3.有鉴于此,本实用新型提出了一种锂电池连接片结构及锂电池,来解决针对于款极耳超声焊接时,连接片容易发生焊接变形,影响极柱与连接片激光焊接的问题。
4.本实用新型的技术方案是这样实现的:
5.一方面,本实用新型提供了一种锂电池连接片结构,包括连接片本体、顶盖及电芯,所述连接片本体包括第一片体、第二片体及第三片体,第一片体及第二片水平间隔设置,第三片体水平设置在第一片体及第二片体的一端之间,第三片体的两边缘分别与第一片体及第二片体的边缘相连接,第三片体与第一片体及第二片体在竖直方向存在一定高度差,第一片体及第二片体的另一端沿长度方向延伸,第一片体及第二片体分别与电芯上的极耳进行超声焊接,第三片体与顶盖上的极柱激光焊接。
6.在上述技术方案的基础上,优选的,所述第一片体与第二片体的面积相等,且第一片体及第二片体的面积大于等于电芯上极耳面积。
7.进一步,优选的,所述第三片体的面积大于等于极柱的面积,且第三片体的面积小于第一片体及第二片体的面积。
8.进一步,优选的,所述第三片体与第一片体及第二片体在竖直方向的高度差为1mm-5mm。
9.在上述技术方案的基础上,优选的,所述第三片体与第一片体及第二片体连接处均设置有圆弧部。
10.进一步,优选的,所述圆弧部沿其长度方向等间距设置有若干切缝。
11.在上述技术方案的基础上,优选的,所述极柱与第三片体的正面或背面激光焊接。
12.优选的,所述第一片体、第二片体及第三片体一体化成型。
13.另一方面,本实用新型还公开一种锂电池,包括上述锂电池连接片结构,还包括壳体,用于安装电芯及顶盖。
14.本实用新型相对于现有技术具有以下有益效果:
15.(1)本实用新型公开的锂电池连接片结构,通过第一片体、第二片体及第三片体组成连接片本体,使第三片体水平设置在第一片体及第二片体长度方向一端,并与之连接,第一片体及第二片体沿长度方向延伸,可以适用极耳较宽的电芯超声焊接,第三片体与第一片体及第二片体在竖直方向存在一定高度差,使得极耳在第一片体及第二片体上进行超声波焊接时,焊接所产生的高频震动会通过第一片体、第二片体与第三片体交接处得以缓冲或削弱,减少对第三片体表面造成变形影响,保证第三片体表面平整,进而实现宽极耳电芯与连接片超声焊接时,减少极柱与连接片激光焊接出现虚焊或脱焊问题;
16.(2)通过第三片体与第一片体及第二片体连接处均设置有圆弧部,可以将超声焊接带来的震动在圆弧部处得到缓冲或削弱,减少震动对第三片体表面造成变形影响;
17.(3)通过在圆弧部沿其长度方向等间距设置有若干切缝,可以在震动过程中,通过切缝释放第一片体及第二片体变形应力,减少变形应力对第三片体造成影响;
18.(4)第一片体、第二片体及第三片体一体化成型,使得整个连接片结构简单、加工方便。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
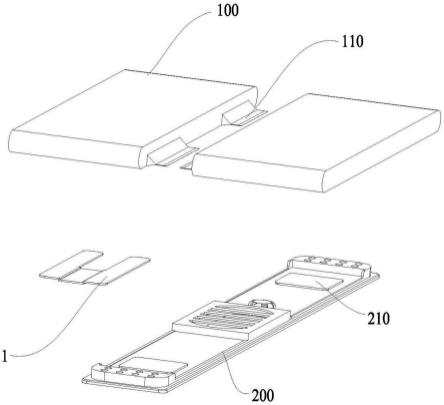
20.图1为现有技术连接片结构;
21.图2为现有技术连接片与电芯连接平面结构示意图;
22.图3为本实用新型公开的锂电池连接片结构的立体结构示意图;
23.图4为本实用新型公开的连接片本体的结构示意图;
24.图5为本实用新型公开的连接片本体与电芯连接平面结构示意图;
25.附图标识:
26.100、电芯;110、极耳;200、顶盖;210、极柱;l、连接片;1、连接片本体;11、第一片体;12、第二片体;13、第三片体;14、圆弧部;15、切缝。
具体实施方式
27.下面将结合本实用新型实施方式,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
28.如图1-2所示,为现有技术中传统的连接片结构,通常设置成u型薄片结构,连接片的两个尾部分别与电芯100的极耳110进行超声焊接,连接片l的头部与极柱210进行激光焊接,传统连接片l结构适用于极耳110比较窄的卷芯超声焊接,这样的极耳110可以直接和连
接片尾部焊接,由于超声焊接面积小,不会导致连接片l部头部变形,从而不会影响连接片l和极柱210激光焊接。
29.当电芯100极耳110设计很宽的时候,连接片l如果还是按照以往的结构去焊接的话,明显有效焊接长度是不够的,同时与会导致极耳110过流能力不足。常规的做法是将连接片l仍旧设计成u型薄片结构,连接片l的尾部长度加长,以适应和宽极耳110进行超声焊接,但极耳110和连接片l尾部大面积的焊接,必然会导致连接片l头部发生变形,导致此位置表面不平整,极柱210与连接片l头部进行激光焊接时,就会造成虚焊或脱焊现象。
30.为此本实施例针对上述技术问题,提出一种可以针对款极耳110电芯100的焊接的连接片结构,特别适用于方形铝壳锂电池。
31.具体的,如图3所示,结合图4-5,本实用新型实施例公开了一种锂电池连接片结构,包括连接片本体1、顶盖200及电芯100,顶盖200用来集成极柱210、注液孔等,均为常规设计结构,电芯100上一端出正负宽极耳110,本实施例的连接片本体1可将两个电芯100进行并联。
32.连接片本体1包括第一片体11、第二片体12及第三片体13,上述片体为薄片状,厚度为0.5mm-2mm,根据实际需要选配,为了满足导电需求,上述片体均为导电金属材质制成。
33.第一片体11及第二片体12在同一水平面上间隔平行设置,第一片体11及第二片体12一端之间水平设置第三片体13,第三片体13的两边缘分别与第一片体11及第二片体12的边缘相连接,第一片体11及第二片体12的另一端沿长度方向延伸,由此实现,第一片体11、第二片体12及第三片体13相互连接,三者组成一体,起到结构稳定及导电性,在进行组装时,将两个电芯100水平放置,极耳110彼此对应,将其中一个电芯100的正极极耳110贴附在第一片体11上,另外一个电芯100的正极极耳110贴附在第二片体12上,进行超声焊接,然后取另一外一个连接片本体1用同样的方法焊接电芯100的负极极耳110。
34.由于电芯100的极耳110较宽,极耳110与第一片体11及第二片体12在超声焊接时,焊接面积较大,会产生高频震动,传统的连接片,第三片体13与第一片体11及第二片体12为一整体平面,由此一来,第一片体11及第二片体12超声焊接时产生的高频震动会传递到第三片体13上,造成第三片体13的变形,由于第三片体13位于第一片体11及第二片体12中间,需要和顶盖200上的极柱210进行激光焊接,又因为极柱210底面为平整面,当第三片体13表面不平整时,极柱210与第三片体13激光焊接后,会产生虚焊甚至脱焊,造成电池接触不良。
35.为此,本实施例采用的方案是:第三片体13与第一片体11及第二片体12在竖直方向存在一定高度差,使得极耳110在第一片体11及第二片体12上进行超声波焊接时,焊接所产生的高频震动会通过第一片体11、第二片体12与第三片体13交接处得以缓冲或削弱,减少对第三片体13表面造成变形影响,保证第三片体13表面平整,进而实现宽极耳110电芯100与连接片超声焊接时,减少极柱210与连接片激光焊接出现虚焊或脱焊问题。
36.作为一些优选实施方式,第一片体11与第二片体12的面积相等,可以保证极耳110在第一片体11及第二片体12上过流能力相等。第一片体11及第二片体12的面积大于等于电芯100上的极耳110面积,可以保证极耳110完全贴附到第一片体11或第二片体12上,在实现焊接稳定性的前提下,保证极耳110足够的过流能力。
37.作为一些优选实施方式,第三片体13的面积大于等于极柱210的面积,保证极柱210底面与第三片体13充分焊接,第三片体13的面积小于第一片体11及第二片体12的面积,
避免第三片体13面积过大,造成第一片体11、第二片体12超声焊接时震动对第三片体13较大区域造成变形影响。
38.作为一些优选实施方式,第三片体13与第一片体11及第二片体12在竖直方向的高度差为1mm-5mm。上述尺寸设置,可以在保证减小第三片体13变形前提下,避免因高度差数据较大,造成整个连接片本体1结构不稳定,同时也会影响顶盖200的安装。
39.作为一些优选实施方式,第三片体13与第一片体11及第二片体12连接处均设置有圆弧部14。由此设置,可以将超声焊接带来的震动在圆弧部14处得到缓冲或削弱,减少震动对第三片体13表面造成变形影响。
40.作为一些优选实施方式,圆弧部14沿其长度方向等间距设置有若干切缝15,可以在震动过程中,通过切缝15释放第一片体11及第二片体12变形应力,减少变形应力对第三片体13造成影响。在本实施例中,切缝15的大小优选为1mm-5mm。
41.作为一些优选实施方式,极柱210与第三片体13的正面或背面激光焊接。需要说明的是,第三片体13的正面为第三片体13相对于第一片体11、第二片体12向下凹陷的一面,第三片体13的背面为第三片体13相对于第一片体11、第二片体12向上凸起的一面,根据极柱210长度,选择性的来进行极柱210与第三片体13正面或背面激光焊接,当极柱210尺寸较长时,可以使极柱210与第三片体13正面激光焊接,当极柱210尺寸较短时,可以使极柱210与第三片体13背面激光焊接,上述焊接方式不影响极耳110与第一片体11及第二片体12超声焊接。
42.作为一种优选实施方式,第一片体11、第二片体12及第三片体13一体化成型。由此设置,使得整个连接片结构简单、加工方便,具体而言,整个连接片本体1可以采用冲压成型方式实现。
43.本实施例还公开了锂电池,包括上述锂电池连接片结构,还包括壳体,用于安装电芯100及顶盖200。当两个电芯100通过连接片本体1进行超声焊接后,将电芯100装入壳体内,再将顶盖200上的极柱210与连接片本体1实施激光焊接,最后将顶盖200安装到壳体顶部,完成整个锂电池的安装。
44.以上仅为本实用新型的较佳实施方式而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1