一种磁芯热处理工装的制作方法
1.本技术涉及磁芯热处理的技术领域,尤其是涉及一种磁芯热处理工装。
背景技术:
2.磁芯是指由各种氧化铁混合物组成的一种烧结磁性金属氧化物,例如,锰-锌铁氧体和镊-锌铁氧体是典型的磁芯体材料,锰-锌铁氧体具有高磁导率和高的特点,且具有较低损耗的特性,镍-锌铁氧体具有极高的阻抗率、不到几百的低磁导率等特性,铁氧体磁芯用于各种电子设备的线圈和变压器中。
3.磁芯生产好后,要进行退火处理,常见的将磁芯放置在一个托盘上,再将托盘放进退火炉内进行退火。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:将磁芯放置在托盘上,再投入退火炉内热处理,高温作用下磁芯可能产生热膨胀,导致磁芯易发生形变,使得出炉成品的磁芯不符合要求,对此需进一步改善。
技术实现要素:
5.为了改善磁芯热处理中产生形变的问题,本技术提供一种磁芯热处理工装。
6.本技术提供的一种磁芯热处理,采用如下的技术方案:
7.一种磁芯热处理工装,包括用于保护磁芯的护壳,所述护壳的横截面呈环形设置,且所述护壳的一端设置为闭口,另一端设置为开口,磁芯放置于所述护壳的环形空腔内,所述护壳外圈设有用于加固所述护壳的加固件。
8.通过采用上述技术方案,设置的护壳,磁芯热处理时,通过将磁芯放置于护壳的环形空腔内,使得磁芯在热处理过程中,若有产生形变的趋势,利用护壳可以有效防护磁芯,减少磁芯出现形变的情况,有效提高磁芯合格率。
9.可选的,所述加固件包括第一环形凸块,所述第一环形凸块套设于所述护壳的外圈上,且所述护壳的上部与中部处均套设有所述第一环形凸块。
10.通过采用上述技术方案,设置的第一环形凸块可以有效加固护壳,提高护壳整体的抗弯曲变形能力,使得护壳在使用过程中,整体结构牢固、可靠,进一步提高对磁芯的防护,增加磁芯的加工精度。
11.可选的,所述加固件包括活动套设于所述护壳外圈的第二环形凸块,所述第二环形凸块靠近所述护壳的侧壁上呈环形均布有多个滑块,所述护壳外圈上也呈环状开设有供所述滑块滑移的滑槽,所述滑槽的长度延伸方向与所述护壳的高度方向一致,所述滑槽两端呈闭口设置,所述第二环形凸块上还设有用于将所述第二环形凸块锁定在所述护壳上的锁定件。
12.通过采用上述技术方案,设置的第二环形凸块和滑块以及滑槽,通过使滑块在滑槽内滑移,从而可以调节第二环形凸块的位置,然后再利用锁定件将第二环形凸块锁定,从而使得第二环形凸块既可以加固护壳,还可以根据不同磁芯的型号调节对护壳的加固位
置,使得护壳可以针对不同磁芯使用,且防护效果好,有效确保热处理精度。
13.可选的,所述锁定件包括滑动连接于所述第二环形凸块上的多个螺杆和用于驱动所述螺杆滑移的驱动块以及用于限制所述螺杆转动的限制件,所述驱动块转动连接于所述第二环形凸块的外壁上,所述第二环形凸块和所述滑块上均开设有与所述螺杆适配的通孔,所述螺杆一端穿过所述通孔延伸至所述第二环形凸块外与所述驱动块螺纹配合,另一端穿过所述滑块与所述滑槽抵接。
14.通过采用上述技术方案,设置的螺杆、驱动块以及限制件,当第二环形凸块的位置确定后,通过转动驱动块,使得螺杆产生相对运动的趋势,此时在限制件的限制下,使得螺杆穿过第二环形凸块和滑块滑移,直至螺杆与滑槽的内壁抵接,从而有效将第二环形凸块锁定,使得第二环形凸块可以有效加固护壳,进一步增加磁芯抗形变能力,且操作时无需借助其他工具,便捷、有效。
15.可选的,所述第二环形凸块上位于所述通孔的部位开设有转动槽,所述驱动块靠近所述转动槽的一端环设有限位块,所述限位块容纳于所述转动槽内。
16.通过采用上述技术方案,驱动螺杆滑移时,通过转动驱动块,使得限位块可以在转动槽内转动,对驱动块有效限位,使得限位块仅在第二环形凸块上转动,从而可以驱动螺杆相对运动,结构简单、有效。
17.可选的,所述限制件包括固设于所述第二环形凸块上并位于所述通孔顶壁上的导向块,所述螺杆上沿其长度延伸方向开设有供所述导向块滑移的长条形槽。
18.通过采用上述技术方案,当螺杆在驱动块的驱动下,产生相对运动的趋势时,导向块可以在长条形槽内滑移,从而有效限制螺杆转动,使得螺杆直线滑移直至抵接滑槽的内壁,将第二环形凸块锁定,结构简单、有效。
19.可选的,所述护壳内圈设有用于支撑所述护壳的支撑件,所述支撑件包括第一支撑杆和第二支撑杆,所述第一支撑杆和所述第二支撑杆的两端均与所述护壳内圈的侧壁抵接,且所述第一支撑杆与所述第二支撑杆相互交错设置。
20.通过采用上述技术方案,将第一支撑杆和第二支撑杆的两端与护壳内圈的侧壁抵接,从而可以从护壳的内部加固护壳,提高护壳的抗弯抗形变能力,使得护壳使用更牢靠。
21.可选的,所述第一支撑杆与所述护壳内圈的侧壁抵接的端部和第二支撑杆与所述护壳内圈的侧壁抵接的端部均设有加强块。
22.通过采用上述技术方案,设置的加强块可以增大第一支撑杆和第二支撑杆与护壳内圈的抵接面积,从而对护壳的支撑加固效果更佳。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.先将磁芯放置于护壳的环形空腔内,再投入炉中热处理,从而可以有效对磁芯防护,减少磁芯在热处理过程中出现形变的情况,且进一步在护壳的外圈固设第一环形凸块可以有效加固护壳,提高护壳整体的抗弯抗形变能力,从而使得磁芯在热处理时加工精度更高;
25.2.设置的第一支撑杆和第二支撑杆可以从护壳的内圈加固护壳,从而进一步提高护壳整体对磁芯的防护能力,提高磁芯热处理效果。
附图说明
26.图1是本技术实施例1的整体结构示意图;
27.图2是本技术实施例2的整体结构示意图;
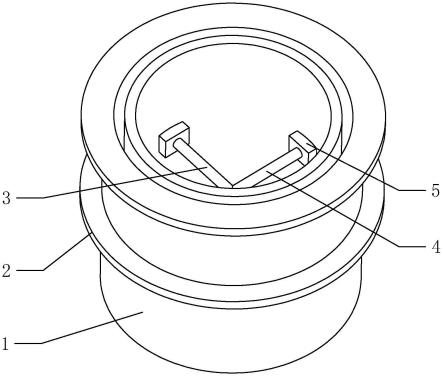
28.图3是本技术实施例2的剖视结构示意图;
29.图4是本技术实施例2中图3中a部分的放大示意图。
30.附图标记:1、护壳;2、第一环形凸块;3、第一支撑杆;4、第二支撑杆;5、加强块;6、第二环形凸块;7、滑块;70、滑槽;8、螺杆;80、驱动块;800、限位块;801、转动槽;81、通孔;9、导向块;90、长条形槽。
具体实施方式
31.以下结合附图对本技术作进一步详细说明。
32.实施例1
33.本技术实施例公开一种磁芯热处理工装,参照图1,包括用于保护磁芯的护壳1,护壳1的横截面呈环形设置,护壳1的一端设置为闭口,另一端设置为开口,从开口处可以将磁芯放置于护壳1的环形空腔内;且护壳1采用无磁不锈钢材质,使得磁芯放置于护壳1内后再投入炉中热处理时,护壳1可以有效对磁芯起到保护作用,减少护壳1出现形变的情况。
34.本实施例中,护壳1外圈还设有可以加固护壳1的加固件,加固件包括第一环形凸块2,第一环形凸块2通过焊接的方式套设在护壳1的外圈上,且护壳1的上部与中部处均套设有第一环形凸块2,从而可以从护壳1外圈加固护壳1,第一环形凸块2有效提高护壳1整体的抗弯、抗形变能力,使得护壳1可以对磁芯的防护效果更佳。
35.本实施例,进一步在护壳1内圈设置有可以支撑护壳1的支撑件,支撑件包括第一支撑杆3和第二支撑杆4,第一支撑杆3与第二支撑杆4相互交错设置,且交错设置的第一支撑杆3和第二支撑杆4分为一组,使用时至少有一组,且第一支撑杆3和第二支撑杆4的两端均与护壳1内圈的侧壁抵接,抵接的端部均焊接有加强块5,加强块5可以增大第一支撑杆3和第二支撑杆4抵接护壳1内圈的面积,从而可以更好从护壳1内圈加固护壳1,第一环形凸块2和第一支撑杆3以及第二支撑杆4一起使用,有效提高护壳1整体的抗弯、抗形变能力,使得护壳1对磁芯的防护效果更佳。
36.本技术实施例一种磁芯热处理工装的实施原理为:为了保护好磁芯,使得磁芯在热处理过程中,减少发生形变的情况,因此,加工一种护壳1,并在护壳1的外圈的上部和中部焊接第一环形凸块2,在护壳1内圈焊接第一支撑杆3和第二支撑杆4,使用时将磁芯放置于护壳1的环形空腔内,再投入炉中热处理,护壳1防护加固磁芯,减少磁芯出现形变的情况,第一环形凸块2和第一支撑3以及第二支撑杆4再进一步提高护壳1整体的抗弯、抗形变能力从而提高对磁芯整体的防护,确保磁芯的加工精度。
37.实施例2
38.本技术实施例2公开的一种磁芯热处理工装,参照图2,与实施例1的不同之处在于加固件的不同,本实施例中设置的加固件包括加固件包括活动套设于护壳1外圈的第二环形凸块6,第二环形凸块6至少设有一个,且第二环形凸块6靠近护壳1的侧壁上呈环形均布焊接有多个滑块7,护壳1外圈上也呈环状开设有可以使滑块7滑移的滑槽70,且滑槽70的长度延伸方向与护壳1的高度方向一致,滑槽70两端呈闭口设置,第二环形凸块6上还设有可
以将第二环形凸块6锁定在护壳1上的锁定件,从而利用第二环形凸块6可以从护壳1外圈加固护壳1,且滑块7通过在滑槽70内滑移,可以调节第二环形凸块6的安装位置,从而可以适配不同规格磁芯的热处理加工时,对应调整护壳1的加固位置,使得整体的抗形变能力增加。
39.本实施例中,参照图3和图4,设置的锁定件包括滑动连接于第二环形凸块6上的多个螺杆8和用于驱动螺杆8滑移的驱动块80以及用于限制螺杆8转动的限制件,驱动块80转动连接于第二环形凸块6的外壁上,第二环形凸块6和滑块7上均开设有与螺杆8适配的通孔81,螺杆8一端穿过通孔81延伸至第二环形凸块6外与驱动块80螺纹配合,另一端穿过滑块7与滑槽70抵接。
40.另在第二环形凸块6上位于通孔81的部位开设有转动槽801,驱动块80靠近转动槽801的一端环设有限位块800,限位块800容纳于转动槽801内,从而当驱动块80转动时,限位块800容纳在转动槽801内转动,有效对驱动块80限位,使得驱动块80仅在环形凸块外壁上转动,而设置的限制件包括固设于第二环形凸块6上并位于通孔81顶壁上的导向块9,螺杆8上沿其长度延伸方向开设有供导向块9滑移的长条形槽90。
41.使用时,根据护壳1环形空腔内放置的磁芯规格大小,调整第二环形凸块6的安装位置,使得第二环形凸块6在磁芯安放部位处加固护壳1,然后转动驱动块80,此时;限位块800在转动槽801内旋转,螺杆8产生相对运动的趋势,导向块9开始沿长条形槽90滑移,直至螺杆8穿过通孔81抵接滑槽70的内壁,从而可以有效将第二环形凸块6锁定,完成对第二环形凸块6的调整,且转动槽801的顶部还开设有可以容纳驱动块80的沉头槽,使得护壳1在使用时整体更美观,也尽量避免干扰磁芯炉内热处理。
42.本技术实施例2一种磁芯热处理工装的实施原理与实施例1的区别在于:设置的第二环形凸块6可以根据磁芯的规格调整对护壳1的加固部位,使得护壳1整体在使用时能够更好的防护加固磁芯,减少磁芯出现形变的情况,且调整完成后,还可以利用驱动块80驱动螺杆8相对运动,并在导向块9的作用下穿过通孔81直线滑移,直至抵接在滑槽70的内壁上将滑块7锁定,结构稳定、牢靠。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1