一种过孔连接结构的制作方法
1.本实用新型涉及一种连接器,更具体地,涉及一种过孔连接结构。
背景技术:
2.如今新能源汽车发展迅速,新能源汽车的高压连接器也在不断的更新换代,新能源汽车中高压连接器种类繁多,功能性也不尽相同,其中高压过孔连接器结构简单,实用性也很强,现在市面上的高压过孔连接器所用端子基本上都是冷镦铜鼻子样式,采用压接方式与线缆导体进行连接,因为铜端子与铝导线不可以压接,所以此种方式不可以适配铝导线,连接器无法适配铝导体线缆。另外,线缆屏蔽网与屏蔽环采用压接方式连接,后盖与封线体分开,在进行连接器装配时,需要先将后盖穿进线缆中,再将封线体穿入线缆中,最后再将封线体推入护套中,然后再扣上后盖,这样导致组装工序较多,成本也就会上升。所以目前急需一种过孔连接结构用于解决上述问题。
技术实现要素:
3.本实用新型的目的是提供一种过孔连接结构的新技术方案,具有制造成本低、装配简单、产品重量较轻、屏蔽效能优良的特点。
4.本实用新型提供了一种过孔连接结构,包括护套和至少一根线缆、屏蔽机构和端子,所述护套包括护套本体、后盖以及密封结构,所述护套本体上设置与所述线缆数量对应的安装孔,所述线缆包括线芯和包覆在所述线芯外部的绝缘层和屏蔽层;所述屏蔽机构至少部分设置在所述安装孔内,所述线缆依次穿设于所述后盖、所述安装孔和所述屏蔽机构,所述线芯与所述端子电连接,所述屏蔽层与所述屏蔽机构电连接;所述后盖用于锁紧所述护套本体,所述密封结构将所述安装孔和所述线缆密封。
5.可选地,所述安装孔在所述端子一侧延伸出筒状结构,所述密封结构包括第一密封圈,所述第一密封圈套设在所述筒状结构外周。
6.可选地,所述第一密封圈材质为橡胶或软胶,所述第一密封圈与所述护套本体采用双色注塑的方式一体成型。
7.可选地,所述后盖包括壳体和至少一个卡接片,所述密封结构包括第二密封圈,所述第二密封圈一端与所述壳体连接,所述卡接片环绕在所述第二密封圈外周。
8.可选地,所述第二密封圈材质为橡胶或软胶,所述第二密封圈与所述后盖采用双色注塑的方式一体成型。
9.可选地,所述护套本体上设置至少一个卡接凸起,所述卡接片与所述卡接凸起卡接,使所述后盖固定在所述护套本体上;所述第二密封圈内壁与所述线缆外周过盈连接,所述第二密封圈外壁与所述安装孔内壁过盈连接。
10.可选地,所述护套本体侧面设置固定座,所述固定座上设置至少一个固定孔或螺纹孔。
11.可选地,所述固定孔中设置衬套,所述衬套内设置通孔或螺纹孔。
12.可选地,所述屏蔽机构还包括波形簧,所述屏蔽机构的前端设置有环槽,所述波形簧卡接于所述环槽内,所述屏蔽机构的后端与所述屏蔽层焊接连接。
13.可选地,所述端子与所述线芯采用压接或焊接的方式连接。
14.可选地,所述线芯的材质含有铝或铝合金,所述端子材质含有铜或铜合金。
15.可选地,所述端子与所述线芯采用超声波焊接的方式连接。
16.可选地,所述端子与所述线芯采用摩擦焊接的方式连接。
17.可选地,所述端子采用板材冲压成型。
18.本实用新型具有以下技术效果:
19.1、本实用新型过孔连接结构的端子采用冲压端子,相比于冷镦铜鼻子端子而言,成本更加低廉,冲压端子与所述线缆的线芯可以通过焊接或压接的方式连接在一起,可以适配铝线芯的线缆。
20.2、目前过孔连接结构的线缆是将屏蔽层搭在屏蔽机构的外表面,然后再套入屏蔽环,然后通过压接方式将屏蔽机构与屏蔽环连接起来。本新型过孔连接结构的屏蔽机构与屏蔽层采用焊接方式,将屏蔽层焊接在屏蔽机构上,而不是采用市面上普遍采用的压接方式,省去了屏蔽环结构,进一步的降低了成本。
21.3、本发明的后盖与第二密封圈采用双色注塑成型的方式,将后盖与第二密封圈融合成了一个零件,装配时就减少了装入密封圈的工序,不仅降低了装配成本,而且还降低了整个过孔连接结构的制造成本。
附图说明
22.被结合在说明书中并构成说明书的一部分的附图示出了本实用新型的实施例,并且连同其说明一起用于解释本实用新型的原理。
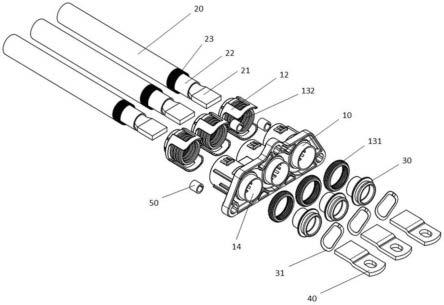
23.图1为本实用新型过孔连接结构的爆炸图;
24.图2为本实用新型过孔连接结构装配结构示意图;
25.图3为本实用新型线缆与端子连接结构示意图;
26.图4为本实用新型线缆与端子另一种连接结构示意图;
27.图5为本实用新型后盖与第二密封结构连接结构示意图;
28.图6为本实用新型后盖结构示意图;
29.图7为本实用新型屏蔽机构结构示意图。
30.图中标示如下:
31.10、护套本体;12、后盖;14、安装孔;
32.131、第一密封圈;132、第二密封圈;
33.121、壳体;122、卡接片;123、圆形臂;111、卡接凸起;
34.112、固定座;
35.20、线缆;21、线芯;22、绝缘层;23、屏蔽层;
36.30、屏蔽机构;31、波形簧;32、环槽;
37.40、端子;
38.50、衬套。
具体实施方式
39.现在将参照附图来详细描述本实用新型的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。
40.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。
41.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
42.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
43.一种过孔连接结构,如图1-图7所示,包括护套和至少一根线缆20、屏蔽机构30和端子40,所述护套包括护套本体10、后盖12以及密封结构,所述护套本体10上设置与所述线缆20数量对应的安装孔14,所述线缆20包括线芯21和包覆在所述线芯21外部的绝缘层22和屏蔽层23;所述屏蔽机构30至少部分设置在所述安装孔14内,所述线缆20依次穿设于所述后盖12、所述安装孔14和所述屏蔽机构30,所述线芯21与所述端子40电连接,所述屏蔽层23与所述屏蔽机构30电连接;
44.所述后盖12用于锁紧所述护套本体10,所述密封结构将所述安装孔14和所述线缆20密封。
45.本实用新型过孔连接结构的端子40采用冲压端子40,而非冷镦铜鼻子端子,冲压端子40相比于冷镦铜鼻子端子而言,成本更加低廉,冲压端子40与所述线缆20的线芯21可以通过焊接或压接的方式连接在一起,并且可以适配铝线芯的线缆20。
46.目前使用的线缆的结构是将屏蔽层23搭在屏蔽机构30的外表面,然后再套入屏蔽环,然后通过压接方式将屏蔽机构30与屏蔽环连接起来。本过孔连接结构的屏蔽机构30与屏蔽层23采用电连接,优选的,孔连接结构的屏蔽机构30与屏蔽层23可以采用焊接方式,将屏蔽层23焊接在屏蔽机构30上,而不是采用市面上普遍采用的压接方式,省去了屏蔽环结构,进一步的降低了成本。
47.本新型高压过孔连接结构具有制造成本低、装配简单、产品重量较轻、屏蔽效能优良的特点。
48.在一具体的实施方式中,如图1-图2所示,所述护套本体10上的安装孔14在所述端子40一侧延伸出筒状结构,所述密封结构包括第一密封圈131,所述第一密封圈131套设在所述筒状结构外周。
49.设置第一密封圈131能够将安装孔14和线缆20进行密封,能够保证过孔连接结构与对配设备连接时达到较好的密封效果,增加过孔连接结构的防水密封,密封效果好,防护等级能够达到ip68级,整体装配结构简单,生产成本低。
50.在一具体的实施方式中,所述第一密封圈131材质为橡胶或软胶,所述第一密封圈131与所述护套本体10采用双色注塑的方式一体成型。
51.第一密封圈131的材质为橡胶或者软胶,软胶采用双色注塑成型,将第一密封圈131与护套本体10融合成一个零件,节省装配步骤,应用范围广。
52.同时,采用双色注塑成型的方式将护套本体10与第一密封圈131融合成了一个零
件,装配时就减少了装入第一密封圈131的工序,从而降低了装配成本,降低了整个过孔连接结构的制造成本。
53.进一步地,如图1和图6所示,所述后盖12包括壳体121和至少一个卡接片122,所述密封结构包括第二密封圈132,所述第二密封圈132一端与所述壳体121连接,所述卡接片122环绕在所述第二密封圈132外周。
54.后盖12上设置卡接片122用于与护套本体10进行卡接固定,第二密封圈132用于将安装孔14和线缆20进行密封。
55.进一步地,所述第二密封圈132材质为橡胶或软胶,所述第二密封圈132与所述后盖12采用双色注塑的方式一体成型。
56.第二密封圈132与后盖12采用双色注塑的方式一体成型设置,将第二密封圈132与后盖12融合成一个零件,具体的,第二密封圈132为软胶,软胶部分替代了普通密封圈,后盖12采用硬胶材质用于支撑软胶,防止软胶太软,装配时造成变形导致组装困难。第二密封圈132向内伸出有圆形臂123,圆形臂123周边开有若干小孔,第二密封圈132的软胶部分会注塑进去,也起到了支撑软胶的作用,使得软胶与硬胶连接的更加牢固,防止装配时,由于摩擦力较大而造成软胶部分脱落,影响密封性能。
57.本发明的后盖12与第二密封圈132采用双色注塑成型的方式将后盖12与第二密封圈132融合成了一个零件,装配时就减少了装入密封圈的工序,从而降低了装配成本,降低了整个过孔连接结构的制造成本。
58.双色成型的后盖12尾部有若干加强筋,增加了后盖12的机械强度,此后盖12最大可以兼容85方(85方线缆就是线缆导体的横截面积是85平方毫米)线径线缆20,可向下兼容多种小线径,兼容线径范围较广。
59.在一具体的实施方式中,如图2、图5和图6所示,所述护套本体10上设置至少一个卡接凸起111,所述卡接片122与所述卡接凸起111卡接,使所述后盖12固定在所述护套本体10上;所述第二密封圈132内壁与所述线缆20外周过盈连接,所述第二密封圈132外壁与所述安装孔14内壁过盈连接。
60.第二密封圈132将安装孔14和线缆20进行密封,增加过孔连接结构的防水密封,密封效果好,防护等级能够达到ip68级,整体装配结构简单,生产成本低。第二密封圈132通过圆形臂123固定在护套本体10上,不易脱落,整体装配结构简单,生产成本低。
61.在一具体的实施方式中,如图2所示,所述护套本体10侧面设置固定座112,所述固定座112上设置至少一个固定孔或螺纹孔。
62.固定座112的设置方便过孔连接结构与对配用电装置进行连接固定。固定座112上设置固定孔进行固定连接,设置螺纹孔进行螺接。
63.进一步地,如图1所示,所述固定孔中设置衬套50,所述衬套50内设置通孔或螺纹孔。
64.衬套50可以进一步的对护套本体10的固定起到加强作用。
65.在一具体的实施方式中,如图1、图2和图7所示,所述屏蔽机构30还包括波形簧31,所述屏蔽机构30的前端设置有环槽32,所述波形簧31卡接于所述环槽32内,所述屏蔽机构30的后端与所述屏蔽层23焊接连接。
66.屏蔽机构30前端的环槽32用于安装波形簧31,波形簧31安装在屏蔽机构30的环槽
32中,屏蔽机构30的后端为屏蔽层23焊接区域,屏蔽层23搭在屏蔽机构30的焊接区域然后进行焊接,实现了屏蔽机构30与屏蔽层23的电连接。然后经过波形簧31的传导可将屏蔽层23与对配设备的外壳实现电导通,起到了电磁屏蔽的作用。由于采用焊接方式,故省去外压接屏蔽环,降低了成本,减小的产品重量。
67.在一具体的实施方式中,所述端子40与所述线芯21采用压接或焊接的方式连接。具体的线芯21可以是多芯线或者单芯的棒材结构,具体的焊接方式为电阻焊接、摩擦焊接、超声波焊接、弧焊、激光焊接、电子束焊接、压力扩散焊接、磁感应焊接的一种或几种。
68.压接方式,压接是将线芯21和端子40装配后,使用压接机,将两者冲压为一体的生产工艺。压接的优点是量产性,通过采用自动压接机能够迅速大量的制造稳定品质的产品。
69.电阻焊接方式,是指一种利用强大电流通过电极和工件间的接触点,由接触电阻产生热量而实现焊接的一种方法。
70.摩擦焊接方式,是指利用工件接触面摩擦产生的热量为热源,使工件在压力作用下产生塑性变形而进行焊接的方法。
71.超声波焊接方式,是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。
72.弧焊方式,是指以电弧作为热源,利用空气放电的物理现象,将电能转换为焊接所需的热能和机械能,从而达到连接金属的目的,主要方法有焊条电弧焊、埋弧焊、气体保护焊等。
73.激光焊接方式,是利用高能量密度的激光束作为热源的一种高效精密焊接方法。
74.电子束焊接方式,是指利用加速和聚焦的电子束轰击置于真空或非真空中的焊接面,使被焊工件熔化实现焊接。
75.压力焊接方式,是对焊件施加压力,使接合面紧密地接触产生一定的塑性变形而完成焊接的方法。
76.扩散焊方式,指将工件在高温下加压,但不产生可见变形和相对移动的固态焊方法。
77.磁感应焊接方式,是两个被焊工件在强脉冲磁场作用下,产生瞬间高速碰撞,材料表层在很高的压力波作用下,使两种材料的原子在原子间距离内相遇,从而在界面上形成稳定的冶金结合。是固态冷焊的一种,可以将属性相似或不相似的传导金属焊接在一起。
78.压接方式,压接是将线芯21和端子40装配后,使用压接机,将两者冲压为一体的生产工艺。压接的优点是量产性,通过采用自动压接机能够迅速大量的制造稳定品质的产品。
79.具体焊接或压接方式根据线芯21和端子40的实际状态,选择合适的连接方式或者连接方式组合,实现有效的电性连接。
80.目前市面上常见的端子40为冷镦铜鼻子端子,与线缆20的线芯21进行压接,但是市面上采用压接方式的铜鼻子端子40,不可以适配铝导线,本新型过孔连接结构采用摩擦焊接及超声波焊接的方式不但可以适配铜导线还可以适配铝导线。
81.在一具体的实施方式中,所述线芯21的材质含有铝或铝合金,所述端子40材质含有铜或铜合金。
82.在一具体的实施方式中,具体的如图3所示,所述端子40与所述线芯21采用超声波焊接的方式连接。
83.端子40采用冲压端子40,与线缆20线芯21采用超声波焊接的连接方式,冲压端子40制造成本较低;本新型过孔连接结构采用超声波焊接的方式不仅可以适配铜导线还可以适配铝导线。
84.在一具体的实施方式中,如图4所示,所述端子40与所述线芯21采用摩擦焊接的方式连接。
85.线缆20的线芯21采用摩擦焊接的方式进行连接,此方案的生产制造成本也是相对低廉。
86.在一具体的实施方式中,所述端子40采用板材冲压成型。
87.端子40采用冲压端子40,与线缆20的线芯21采用超声波焊接的连接方式,冲压端子40制造成本较低;还可以采用冲压摩擦焊接端子40,与线缆20的线芯21采用摩擦焊接的方式进行连接,此方案的生产制造成本也是相对低廉。
88.当然也可使用市面上常见的冷镦铜鼻子端子,与线缆20线芯21进行压接,但是市面上采用压接方式的铜鼻子端子40,不可以适配铝导线。
89.本发明提供的一种过孔连接结构采用摩擦焊焊接及超声波焊接的方式可以适配铜导线还可以适配铝导线。
90.虽然已经通过例子对本实用新型的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本实用新型的范围。本领域的技术人员应该理解,可在不脱离本实用新型的范围和精神的情况下,对以上实施例进行修改。本实用新型的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1