电池单体、电池及用电装置的制作方法
1.本技术涉及电池技术领域,特别涉及一种电池单体、电池及用电装置。
背景技术:
2.电池单体广泛用于电子设备,例如手机、笔记本电脑、电瓶车、电动汽车、电动飞机、电动轮船、电动玩具汽车、电动玩具轮船、电动玩具飞机和电动工具等等。电池单体可以包括镉镍电池单体、氢镍电池单体、锂离子电池单体和二次碱性锌锰电池单体等。
3.在电池技术的发展中,除了提高电池单体的性能外,安全问题也是一个不可忽视的问题。如果电池单体的安全问题不能保证,那该电池单体就无法使用。因此,如何增强电池单体的安全性,是电池技术中一个亟待解决的技术问题。
技术实现要素:
4.鉴于上述问题,本技术提供了一种电池单体、电池及用电装置,能够有效提高电池的安全性。
5.第一方面,本技术实施例提供了一种电池单体,电池单体包括壳体、电极组件、端盖和束缚组件。壳体设置有开口。端盖用于盖合于开口。电极组件容纳于壳体内,电极组件包括相邻的主体区和削薄区,削薄区极片间的第一间隙大于主体区极片间的第二间隙。束缚组件为弹性绝缘件,束缚组件套设于削薄区。
6.上述技术方案中,通过设置具有弹性且绝缘的束缚组件对电极组件的削薄区提供约束力,使电极组件的削薄区的极片之间的间隙减小,能够有效降低析锂风险,提高电池的安全性能。
7.在一些实施方式中,束缚组件设置有散热孔,散热孔等间距分布。通过在束缚组件上设置均匀分布的散热孔,从而降低束缚组件对电极组件与外部环境热传递的影响,进一步提高电池单体的安全性。
8.在一些实施方式中,沿第一方向上,束缚组件具有第一宽度d1,削薄区具有第二宽度d2,d1≥d2。
9.上述技术方案中,束缚组件完全覆盖电极组件的削薄区,能够使整个削薄区均受到约束力,避免了出现削薄区局部极片间隙过大的现象,有效地提升了电池单体的安全性。
10.在一些实施方式中,束缚组件包括阻燃件,在电极组件发生热失控燃烧时,束缚组件在高温下熔融并向下包覆电极组件,使其隔绝外界氧气。同时,束缚组件中的阻燃剂将吸附捕捉燃烧反应中的自由基,从而阻止火焰的传播,进一步提高了电池单体的安全性。
11.在一些实施方式中,束缚组件包括呈环状的弹性带,弹性带套设于削薄区,弹性带具有较高的形变性,能够较好地将电极组件的削薄区完全包裹,能够对削薄区提供更加均匀的约束力。
12.在一些实施方式中,束缚组件还包括沿电极组件厚度方向上相对设置的两个支撑板,弹性带连接于两个支撑板之间以形成具有容纳空间的闭合环状结构,容纳空间用于容
纳削薄区。
13.上述技术方案中,通过将束缚组件设置为弹性带连接两个支撑板的形式,能够更具针对性的对削薄区的不同区域提供更具针对性的约束力。能够提高束缚组件对削薄区的约束效果,进一步增强了电池单体的安全性。
14.在一些实施方式中,削薄区包括平面段和拐角段,两个支撑板夹持于平面段,弹性带包覆于拐角段,进一步提高了束缚组件对削薄区的约束效果。
15.在一些实施方式中,支撑板为厚度沿第一方向逐渐减小的楔形板。
16.上述技术方案中,通过将支撑板设置为厚度沿第一方向逐渐减小的楔形板,能够对削薄区提供更为均匀的约束力,能够使削薄区正极极片和负极极片之间的第一间隙更为均匀,更加有效地避免析锂现象的发生,进一步增强了电池单体的安全性。
17.在一些实施方式中,沿支撑板长度方向上,支撑板的正投影形状为三角形或梯形,在电池单体进行充电时,电极组件整体膨胀并驱使支撑板挤压壳体,通过上述技术方案,支撑板能够与电池单体的壳体全面贴合,避免了壳体因局部应力集中而发生形变。
18.在一些实施方式中,支撑板朝向容纳空间的表面为倾斜面,削薄区的极片具有倾斜的削薄面,沿第一方向上,倾斜面的倾斜角度为a1,削薄面的倾斜角度为a2,a1=a2,倾斜面与削薄面的斜率相同,能够使削薄区正极极片和负极极片之间保持相等距离的间隙,更加有效地避免析锂现象的发生,进一步增强了电池单体的安全性。
19.在一些实施方式中,支撑板上设置有加强结构,能够增强支撑板的耐压强度,进一步提升了电池单体的安全性。
20.在一些实施方式中,加强结构由支撑板背向容纳空间一侧的表面凸出形成,能够使支撑板背向容纳空间的表面形成凹凸结构,可以避免凹凸结构影响支撑板对电极组件的削薄区的约束效果。
21.在一些实施方式中,加强结构包括多个加强筋,多个加强筋沿支撑板长度方向延伸且相互平行分布;或者,多个加强筋沿支撑板宽度方向延伸且相互平行分布。
22.上述技术方案中,多个加强筋可以沿支撑板长度方向延伸且相互平行,使加强筋能够对支撑板的长边边沿位置提供加强辅助,从而使得支撑板的长边边沿能够通过加强筋得到加固辅助,避免支撑板在其长度方向上受压损坏;多个加强筋可以沿支撑板宽度方向延伸且相互平行,使加强筋能够对支撑板的短边边沿位置提供加强辅助,从而使得支撑板的短边边沿能够通过加强筋得到加固辅助,避免支撑板在其宽度方向上受压损坏。
23.在一些实施方式中,弹性带与支撑板为一体成型结构,能够使弹性带与支撑板的连接处具有更高的强度,有效地提高束缚组件的使用寿命。
24.在一些实施方式中,沿第一方向上,弹性带的厚度呈减小趋势。
25.上述技术方案中,通过将弹性带设置为厚度沿第一方向逐渐减小,能够对削薄区提供更为均匀的约束力,能够使削薄区正极极片和负极极片之间的第一间隙更为均匀,更加有效地避免析锂现象的发生,进一步增强了电池单体的安全性。
26.在一些实施方式中,支撑板的第二表面设置有粘接件,支撑板通过粘接件固定贴合于平面段,能够提高支撑板和电极组件之间的连接强度,避免束缚组件与电极组件之间产生相对滑动而造成脱落。
27.第二方面,本技术实施例提供了一种电池,包括第一方面任一实施方式提供的电
池单体。
28.第三方面,本技术实施例提供了一种用电装置,包括第一方面任一实施方式提供的电池单体。
29.上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
附图说明
30.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本技术的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
31.图1为本技术一些实施例所提供的车辆的结构示意图;
32.图2为本技术一些实施例提供的电池的爆炸示意图;
33.图3为图2所示的电池模块的结构示意图;
34.图4为本技术一些实施例提供的电池单体的爆炸示意图;
35.图5为本技术一些实施例提供的电池单体的一种电极组件结构示意图;
36.图6为图5沿a-a的剖视示意图;
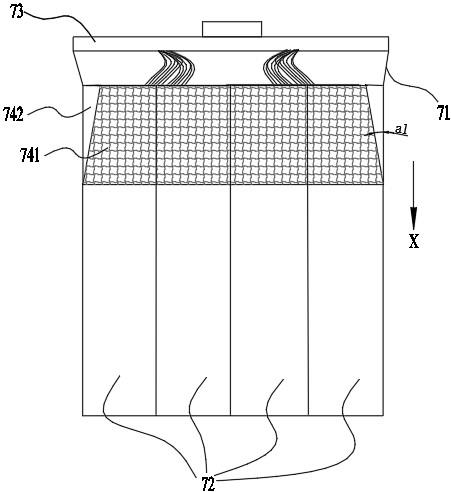
37.图7为本技术一些实施例提供的未安装束缚组件的电池单体的结构示意图;
38.图8为本技术一些实施例提供的电池单体的一种束缚组件的结构示意图;
39.图9为本技术一些实施例提供的电池单体的一种电极组件与束缚组件配合的第一视角结构示意图;
40.图10为图9所示的电极组件与束缚组件配合的第二视角结构示意图;
41.图11为本技术一些实施例提供的电池单体的另一种束缚组件的结构示意图;
42.图12为本技术一些实施例提供的电池单体的另一种电极组件与束缚组件配合的第一视角结构示意图;
43.图13为图12所示的电极组件与束缚组件配合的第二视角结构示意图。
44.具体实施方式中的附图标号如下:
45.1、车辆;2、电池;3、控制器;4、马达;5、箱体;5a、第一箱体部;5b、第二箱体部;5c、容纳空间;6、电池模块;7、电池单体;71、壳体;72、电极组件;72a、正极极片;72b、负极极片;72c、隔离件;721、主体区;722、削薄区;722a、平面段;722b、拐角段;73、端盖;74、束缚组件;741、弹性带;742、支撑板;743、加强结构;744、粘接件;745、散热孔。
具体实施方式
46.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本技术保护的范围。
47.除非另有定义,本技术所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同;在本技术的说明书中所使用的术语只是为了描述具体的
实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。本技术的说明书和权利要求书或上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序或主次关系。
48.在本技术中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。
49.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“附接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
50.本技术中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本技术中字符“/”,一般表示前后关联对象是一种“或”的关系。
51.在本技术的实施例中,相同的附图标记表示相同的部件,并且为了简洁,在不同实施例中,省略对相同部件的详细说明。应理解,附图示出的本技术实施例中的各种部件的厚度、长宽等尺寸,以及集成装置的整体厚度、长宽等尺寸仅为示例性说明,而不应对本技术构成任何限定。
52.本技术中出现的“多个”指的是两个以上(包括两个)。
53.本技术中术语“平行”不仅包括绝对平行的情况,也包括了工程上常规认知的大致平行的情况;同时,“垂直”也不仅包括绝对垂直的情况,还包括工程上常规认知的大致垂直的情况。
54.目前,从市场形势的发展来看,动力电池的应用越加广泛。动力电池不仅被应用于水力、火力、风力和太阳能电站等储能电源系统,而且还被广泛应用于电动自行车、电动摩托车、电动汽车等电动交通工具,以及军事装备和航空航天等多个领域。随着动力电池应用领域的不断扩大,其市场的需求量也在不断地扩增。
55.本技术中,电池单体可以包括锂离子二次电池单体、锂离子一次电池单体、锂硫电池单体、钠锂离子电池单体、钠离子电池单体或镁离子电池单体等,本技术实施例对此并不限定。电池单体可呈圆柱体、扁平体、长方体或其它形状等,本技术实施例对此也不限定。
56.本技术的实施例所提到的电池是指包括一个或多个电池单体以提供更高的电压和容量的单一的物理模块。例如,本技术中所提到的电池可以包括电池模块或电池包等。电池一般包括用于封装一个或多个电池单体的箱体。箱体可以避免液体或其他异物影响电池单体的充电或放电。
57.电池单体包括电极组件和电解液,电极组件包括正极极片、负极极片和隔离件。电池单体主要依靠金属离子在正极极片和负极极片之间移动来工作。正极极片包括正极集流体和正极活性物质层,正极活性物质层涂覆于正极集流体的表面;正极集流体包括正极集流部和正极极耳,正极集流部涂覆有正极活性物质层,正极极耳未涂覆正极活性物质层。以锂离子电池为例,正极集流体的材料可以为铝,正极活性物质层包括正极活性物质,正极活性物质可以为钴酸锂、磷酸铁锂、三元锂或锰酸锂等。负极极片包括负极集流体和负极活性
物质层,负极活性物质层涂覆于负极集流体的表面;负极集流体包括负极集流部和负极极耳,负极集流部涂覆有负极活性物质层,负极极耳未涂覆负极活性物质层。负极集流体的材料可以为铜,负极活性物质层包括负极活性物质,负极活性物质可以为碳或硅等。隔离件的材质可以为pp(polypropylene,聚丙烯)或pe(polyethylene,聚乙烯)等。
58.在制造极片的过程中,先将活性材料、粘接剂、导电剂和溶剂等混合制成活性浆料,然后再将活性浆料涂覆在集流体上,活性浆料通过干燥、辊压等工序后形成活性物质层。活性浆料为水基浆料,如果活性物质层等厚度涂布,那么由于活性浆料的流动性和表面张力,活性物质层在干燥时会在边缘产生凸起;在辊压时,凸起会直接受到辊压,从而造成活性物质层的边缘产生裂纹。为了减少裂纹,在涂布时,减小活性物质层的边缘的厚度以形成削薄区,这样,即使削薄区在干燥时产生凸起,凸起也不会超出活性物质层的正常厚度区域,在辊压时凸起不会受到辊压,从而降低活性物质层开裂的风险。
59.然而,发明人发现,在减小削薄区的厚度后,削薄区的极片活性物质层之间的间隙增大,这会造成电解液浸润不良,离子传输性能变差,在大功率充电时削薄区容易出现析锂现象,引发安全风险。
60.鉴于此,本技术实施例提供一种技术方案,该技术方案通过设置具有弹性且绝缘的束缚组件对电极组件的削薄区提供约束力,使电极组件的削薄区的极片之间的间隙减小,能够有效降低析锂风险,提高电池的安全性能。
61.本技术实施例描述的技术方案适用于电池单体、电池以及使用电池的用电装置。
62.用电装置可以是车辆、手机、便携式设备、笔记本电脑、轮船、航天器、电动玩具和电动工具等等。车辆可以是燃油汽车、燃气汽车或新能源汽车,新能源汽车可以是纯电动汽车、混合动力汽车或增程式汽车等;航天器包括飞机、火箭、航天飞机和宇宙飞船等等;电动玩具包括固定式或移动式的电动玩具,例如,游戏机、电动汽车玩具、电动轮船玩具和电动飞机玩具等等;电动工具包括金属切削电动工具、研磨电动工具、装配电动工具和铁道用电动工具,例如,电钻、电动砂轮机、电动扳手、电动螺丝刀、电锤、冲击电钻、混凝土振动器和电刨等等。本技术实施例对上述用电装置不做特殊限制。
63.应理解,本技术实施例描述的技术方案不仅仅局限适用于上述所描述的电池和用电设备,还可以适用于所有包括箱体的电池以及使用电池的用电设备,但为描述简洁,下述实施例均以电动车辆为例进行说明。
64.图1为本技术一些实施例提供的车辆1的结构示意图。
65.如图1所示,车辆1的内部设置有电池2,电池2可以设置在车辆1的底部或头部或尾部。电池2可以用于车辆1的供电,例如,电池2可以作为车辆1的操作电源。
66.车辆1还可以包括控制器3和马达4,控制器3用来控制电池2为马达4供电,例如,用于车辆1的启动、导航和行驶时的工作用电需求。
67.在本技术一些实施例中,电池2不仅仅可以作为车辆1的操作电源,还可以作为车辆1的驱动电源,代替或部分地代替燃油或天然气为车辆1提供驱动动力。
68.图2为本技术一些实施例提供的电池2的爆炸示意图。
69.如图2所示,电池2包括箱体5和电池单体(未示出),电池单体容纳于箱体5内。
70.箱体5用于容纳电池单体,箱体5可以是多种结构。在一些实施例中,箱体5可以包括第一箱体部5a和第二箱体部5b,第一箱体部5a与第二箱体部5b相互盖合,第一箱体部5a
和第二箱体部5b共同限定出用于容纳电池单体的容纳空间5c。第二箱体部5b可以是一端开口的空心结构,第一箱体部5a为板状结构,第一箱体部5a盖合于第二箱体部5b的开口侧,以形成具有容纳空间5c的箱体5;第一箱体部5a和第二箱体部5b也均可以是一侧开口的空心结构,第一箱体部5a的开口侧盖合于第二箱体部5b的开口侧,以形成具有容纳空间5c的箱体5。当然,第一箱体部5a和第二箱体部5b可以是多种形状,比如,圆柱体、长方体等。
71.为提高第一箱体部5a与第二箱体部5b连接后的密封性,第一箱体部5a与第二箱体部5b之间也可以设置密封件,比如,密封胶、密封圈等。
72.假设第一箱体部5a盖合于第二箱体部5b的顶部,第一箱体部5a亦可称之为上箱盖,第二箱体部5b亦可称之为下箱体。
73.在电池2中,电池单体可以是一个,也可以是多个。若电池单体为多个,多个电池单体之间可串联或并联或混联,混联是指多个电池单体中既有串联又有并联。多个电池单体之间可直接串联或并联或混联在一起,再将多个电池单体构成的整体容纳于箱体5内;当然,也可以是多个电池单体先串联或并联或混联组成电池模块6,多个电池模块6再串联或并联或混联形成一个整体,并容纳于箱体5内。
74.图3为图2所示的电池模块的结构示意图;
75.在一些实施例中,如图3所示,电池单体7为多个,多个电池单体7先串联或并联或混联组成电池模块6。多个电池模块6再串联或并联或混联形成一个整体,并容纳于箱体内。
76.电池模块6中的多个电池单体7之间可通过汇流部件实现电连接,以实现电池模块6中的多个电池单体7的并联或串联或混联。
77.图4为本技术一些实施例提供的电池单体7的爆炸示意图。
78.如图4所示,端盖73是指盖合于壳体71的开口处以将电池单体7的内部环境隔绝于外部环境的部件。端盖73的形状可以与壳体71的形状相适应以配合壳体71。可选地,端盖73可以由具有一定硬度和强度的材质(如铝合金)制成,这样,端盖73在受挤压碰撞时就不易发生形变,使电池单体7能够具备更高的结构强度,安全性能也可以有所提高。端盖73上可以设置有如电极端子等的功能性部件。电极端子可以用于与电极组件72电连接,以用于输出或输入电池单体7的电能。在一些实施例中,端盖73上还可以设置有用于在电池单体7的内部压力或温度达到阈值时泄放内部压力的泄压机构。端盖73的材质也可以是多种的,比如,铜、铁、铝、不锈钢、铝合金、塑胶等,本技术实施例对此不作特殊限制。在一些实施例中,在端盖73的内侧还可以设置有绝缘件,绝缘件可以用于隔离壳体71内的电连接部件与端盖73,以降低短路的风险。示例性的,绝缘件可以是塑料、橡胶等。
79.壳体71是用于配合端盖73以形成电池单体7的内部环境的组件,其中,形成的内部环境可以用于容纳电极组件72、电解液(在图中未示出)以及其他部件。壳体71和端盖73可以是独立的部件,可以于壳体71上设置开口,通过在开口处使端盖73盖合开口以形成电池单体7的内部环境。不限地,也可以使端盖73和壳体71一体化,具体地,端盖73和壳体71可以在其他部件入壳前先形成一个共同的连接面,当需要封装壳体71的内部时,再使端盖73盖合壳体71。壳体71可以是多种形状和多种尺寸的,例如长方体形、圆柱体形、六棱柱形等。具体地,壳体71的形状可以根据电极组件72的具体形状和尺寸大小来确定。壳体71的材质可以是多种,比如,铜、铁、铝、不锈钢、铝合金、塑胶等,本技术实施例对此不作特殊限制。
80.电极组件72是电池单体7中发生电化学反应的部件。壳体71内可以包含一个或更
多个电极组件72。电极组件72主要由正极极片72a和负极极片72b卷绕或层叠放置形成,并且通常在正极极片72a与负极极片72b之间设有隔离件72c。正极极片72a和负极极片72b具有活性物质的部分构成电极组件72的主体部,正极极片72a和负极极片72b不具有活性物质的部分各自构成极耳(在图中未示出)。正极极耳和负极极耳可以共同位于主体部的一端或是分别位于主体部的两端。在电池的充放电过程中,正极活性物质和负极活性物质与电解液发生反应,极耳连接电极端子以形成电流回路。
81.图5为本技术一些实施例提供的电池单体7的一种电极组件72结构示意图,图6为图5沿线a-a的剖视示意图,图7为本技术一些实施例提供的未安装束缚组件的电池单体的结构示意图;图8为本技术一些实施例提供的电池单体7的一种束缚组件74的结构示意图,图9为本技术一些实施例提供的电池单体7的一种电极组件72与束缚组件74配合的第一视角结构示意图,图10为图9所示的电极组件72与束缚组件74配合的第二视角结构示意图。
82.如图4至图10所示,本技术实施例提供了一种电池单体7,电池单体7包括壳体71、电极组件72、端盖73和束缚组件74。壳体71设置有开口。端盖73用于盖合于开口。电极组件72容纳于壳体71内,电极组件72包括相邻的主体区721和削薄区722,削薄区722极片间的第一间隙大于主体区721极片间的第二间隙。束缚组件74为弹性绝缘件,束缚组件74套设于削薄区722,束缚组件74用于向削薄区722提供约束力。
83.具体地,电极组件72可以是卷绕式结构、叠片式结构或其它结构。卷绕式结构主要由正极极片72a和负极极片72b卷绕形成,叠片式结构主要由正极极片72a和负极极片72b卷绕形成层叠放置形成,并且通常在正极极片72a和负极极片72b之间设有隔离件72c,隔离件72c具有大量贯通的微孔,能够保证电解质离子自由通过,对锂离子有很好的穿透性。隔离件72c的材质可以为pp或pe等。
84.在一些实施例中,电极组件72为卷绕式结构。正极极片72a、负极极片72b和隔离件72c均为带状结构。正极极片72a、隔离件72c、负极极片72b绕卷绕轴线卷绕形成卷绕结构。在卷绕结构中,正极极片72a和负极极片72b沿垂直于卷绕轴线的方向叠加设置。正极极片72a和负极极片72b沿着卷绕方向卷绕为多圈,卷绕方向为正极极片72a和负极极片72b从内向外周向卷绕的方向。电极组件72可以是扁平状,也可以是圆柱状。
85.在一些可选的实施例中,电极组件为叠片式结构。具体地,电极组件包括多个正极极片和多个负极极片,正极极片和负极极交替叠加。在叠片式结构中,正极极片和负极极片均为片状,正极极片和负极极片的叠加方向平行于正极极片的厚度方向和负极极片的厚度方向。
86.正极极片72a和负极极片72b通过卷绕或层叠的形式放置形成电极组件72后,活性物质层的边缘区域进行削薄以形成削薄区722,活性物质层其他未进行削薄的区域为主体区721。由于削薄区722的极片的活性物质层的厚度小于主体区721的极片的活性物质层的厚度,所以,在正常状态不进行任何约束的情况下、削薄区722的正极极片72a和负极极片72b之间的第一间隙大于主体区721的正极极片72a和负极极片72b之间的第二间隙,为了减小第二间隙和第一间隙的差异性,本技术实施例提供了束缚组件74。束缚组件74可以是由具有弹性且绝缘的材料制成的。束缚组件74能够使其套设于电极组件72的削薄区722并向电极组件72的削薄区722的极片提供约束力,使削薄区722的正极极片72a和负极极片72b之间的第一间隙减小。束缚组件74的绝缘性能够避免电极组件72短路。
87.通过设置具有弹性且绝缘的束缚组件74对电极组件72的削薄区722提供约束力,使电极组件72的削薄区722的正极极片72a和负极极片72b之间的间隙减小,能够有效降低析锂风险,提高电池的安全性能。
88.如图8所示,在一些实施例中,束缚组件74设置有散热孔745,散热孔745等间距分布。
89.电池单体7在进行充放电时,电池单体7内部的电极组件72的温度会不断地升高,在束缚组件74套设于电极组件72的削薄区722时,会一定程度上的影响电极组件72与外部环境的热传递,从而容易造成因温度过高而导致电极单体内部热失控,影响电池单体7的安全性。在本技术实施例中,束缚组件74上设置有等间距分布的散热孔745,电极组件72的热量能够通过散热孔745散出,散热孔745可以是圆形、方形或其他形状。
90.通过在束缚组件74上设置等间距分布的散热孔745,从而降低了束缚组件74对电极组件72与外部环境热传递的影响,进一步提高电池单体7的安全性。
91.在一些实施例中,沿第一方向x上,束缚组件74具有第一宽度d1,削薄区722具有第二宽度d2,d1≥d2。
92.具体地,如图10至图11所示,第一方向x为沿削薄区722至主体区721的方向,极片的活性物质层被削薄的厚度呈逐渐减小的趋势。相应的,削薄区722的正极极片72a和负极极片72b之间的第一间隙也呈逐渐减小的趋势。束缚组件74在第一方向x上的宽度d1大于或等于削薄区722在第一方向x上的宽度d2的意思是,束缚组件74套设于电极组件72的削薄区722时,束缚组件74的作用面完全覆盖于削薄区722。
93.通过本实施例的束缚组件74完全覆盖电极组件72的削薄区722,能够使整个削薄区722均受到约束力,避免了出现削薄区722局部极片间隙过大的现象,有效地提升了电池单体7的安全性。
94.在一些实施例中,束缚组件74包括阻燃件。
95.具体地,束缚组件74可以使用阻燃改性后的聚四氟乙烯制成,在考虑成本的情况下也可以使用阻燃改性后的热塑型高分子材料、聚碳酸酯、聚氯乙烯、聚乙烯、聚丙烯等材料制成。阻燃改性的意思是将在聚四氟乙烯、热塑型高分子材料、聚碳酸酯、聚氯乙烯、聚乙烯、聚丙烯等材料中加入阻燃剂以提高束缚组件74的阻燃性。阻燃剂可以是卤系阻燃剂或无机阻燃剂,本技术不对阻燃剂的具体类型进行限定,本领域技术人员可根据实际情况进行选定。
96.在电极组件72发生热失控燃烧时,束缚组件74在高温下熔融并向下包覆电极组件72,使其隔绝外界氧气。同时,束缚组件74中的阻燃剂将吸附捕捉燃烧反应中的自由基,从而阻止火焰的传播,进一步提高了电池单体7的安全性。
97.在一些实施例中,束缚组件74包括呈环状的弹性带741,弹性带741套设于削薄区722。
98.具体地,弹性带741头尾相接以形成环状结构,弹性带741具有较高的形变性,能够较好地将电极组件72的削薄区722完全包裹,能够对削薄区722提供更加全面的约束力。弹性带741至少套设于所述削薄区722的意思是,弹性带741套设于电极组件72的削薄区722时,弹性带741的作用面完全覆盖于削薄区722。同时,环状结构的弹性带741结构简单,生产成本低,具备较好的经济效益。
99.在一些实施例中,束缚组件74还包括沿电极组件72厚度方向上相对设置的两个支撑板742,弹性带741连接于两个支撑板742之间以形成具有容纳空间的闭合环状结构,容纳空间用于容纳削薄区722。
100.具体地,两个支撑板742沿电极组件72厚度方向上相对设置并由弹性带741连接,支撑板742相对于弹性带741具有更高的抗形变能力,支撑板742可以设置于削薄区722中极片间隙相对较大的区域,以确保削薄区722中极片间隙相对较大的区域能够受到更加有效的约束。
101.通过将束缚组件74设置为弹性带741连接两个支撑板742的形式,能够更具针对性的对削薄区722的不同区域提供更具针对性的约束力。能够提高束缚组件74对削薄区722的约束效果,进一步增强了电池单体7的安全性。
102.在一些实施例中,削薄区722包括平面段和拐角段,两个支撑板742夹持于平面段722a,弹性带741包覆于拐角段722b。
103.在本技术实施例中,以电极组件72为卷绕结构为例进行说明。拐角段722b是电极组件72卷绕结构的圆弧区域,平面段722a是电极组件72卷绕结构位于圆弧区域之间相对平坦的区域。两个支撑板742夹持于平面段722a能够使正极极片72a和负极极片72b受到向内的约束力,以减小正极极片72a和负极极片72b之间的第一间隙。拐角段722b为圆弧状,具有较大形变能力的弹性带741包覆于拐角段722b,以减小拐角段722b预留的极片之间的间隙。进一步提高了束缚组件74对削薄区722的约束效果。
104.如图8所示,在一些实施例中,支撑板742为厚度沿第一方向x逐渐减小的楔形板。
105.如上所述,第一方向x为沿削薄区722至主体区721的方向。沿削薄区722至主体区721的方向上,极片的活性物质层被削薄的厚度呈逐渐减小的趋势。相应的,削薄区722的正极极片72a和负极极片72b之间的第一间隙也呈逐渐减小的趋势,在本技术实施例中,支撑板742的厚度逐渐减小的趋势与削薄区722的正极极片72a和负极极片72b之间的第一间隙的逐渐减小的趋势相同。
106.通过将支撑板742设置为厚度沿第一方向x逐渐减小的楔形板,能够对削薄区722提供更为均匀的约束力,能够使削薄区722正极极片72a和负极极片72b之间的第一间隙更为均匀,更加有效地避免析锂现象的发生,进一步增强了电池单体7的安全性。
107.如图9所示,在一些实施例中,沿支撑板742长度方向上,支撑板742的横截面形状为三角形或梯形。
108.支撑板742位于电极组件72与壳体71之间,支撑板742向电极组件72的削薄区722提供约束力,在充电时,电极组件72会整体膨胀并驱使支撑板742挤压壳体71。在本技术实施例中,以支撑板742的横截面形状为直角三角形为例进行说明。具体地,直角三角形的斜边对应着支撑板742的倾斜面,直角三角形的直角边对应着支撑板742的第一直侧面和第二直侧面。其中,第一直侧面为平行于第一方向x的直侧面。支撑板742的倾斜面贴合于电极组件72的削薄区722,支撑板742的第一直侧面贴合于电池单体7的壳体71内壁。
109.在电池单体7进行充电时,电极组件72整体膨胀并驱使支撑板742挤压壳体71,本实施例的支撑板742的第一直侧面能够与电池单体7的壳体71全面贴合,避免了壳体71因局部应力集中而发生形变。
110.在一些实施例中,支撑板742朝向容纳空间的表面为倾斜面,削薄区722的极片具
有倾斜的削薄面,沿第一方向x上,倾斜面的倾斜角度为a1,削薄面的倾斜角度为a2,a1=a2。
111.如上所述,第一方向x为沿削薄区722至主体区721的方向。沿削薄区722至主体区721的方向上,极片的活性物质层被削薄的厚度呈逐渐减小的趋势。相应的,削薄区722的正极极片72a和负极极片72b之间的第一间隙也呈逐渐减小的趋势。倾斜面的倾斜角度为a1等于削薄面的倾斜角度为a2,也就是说,倾斜面与削薄面的斜率相同,在束缚组件74套设于削薄区722时,能够使削薄区722正极极片72a和负极极片72b之间保持相等距离的间隙,更加有效地避免了析锂现象的发生,进一步增强了电池单体7的安全性。
112.图11为本技术一些实施例提供的电池单体7的另一种束缚组件74的结构示意图;
113.如图11所示,在一些实施例中,支撑板742上设置有加强结构743。
114.具体地,加强结构743可以是设置于支撑板742表面的加强筋,也可是设置于支撑板742内部的刚性较大的加强板。加强结构743可以减小支撑板742的形变,增强支撑板742的耐压强度,增加束缚组件74的使用寿命。加强结构743可以通过冲压工艺一体成型,制作工艺简单且无需额外增加其他的材料。
115.通过在支撑板742上设置加强结构743,增强了支撑板742的耐压强度,进一步提升了电池单体7的安全性。
116.在一些实施例中,加强结构743由支撑板742背向容纳空间一侧的表面凸出形成。
117.加强结构743由支撑板742背向容纳空间一侧的表面凸出形成,以使支撑板742背向容纳空间一侧的表面形成凹凸结构。将加强结构743设置在支撑板742背向容纳空间一侧的表面,能够避免加强结构743接触到电极组件72,进而使束缚组件74能够为电极组件72的削薄区722提供更加均匀的约束力,进一步提高了束缚组件74对削薄区722的约束效果。在其他的实际使用情况中,加强结构743也可以由支撑板742背向容纳空间一侧的表面凹陷形成,以适应不同的安装环境,在此不做赘述。
118.在一些实施例中,加强结构743包括多个加强筋,多个加强筋沿支撑板742长度方向延伸且相互平行分布;或者,多个加强筋沿支撑板742宽度方向延伸且相互平行分布。
119.具体地,多个加强筋可以沿支撑板长度方向延伸且相互平行,使加强筋能够对支撑板742的长边边沿位置提供加强辅助,从而使得支撑板742的长边边沿能够通过加强筋得到加固辅助,避免支撑板742在其长度方向上受压损坏。在一些可选的实施例中,多个加强筋可以沿支撑板宽度方向延伸且相互平行,使加强筋能够对支撑板742的短边边沿位置提供加强辅助,从而使得支撑板742的短边边沿能够通过加强筋得到加固辅助,避免支撑板742在其宽度方向上受压损坏。
120.在一些实施例中,弹性带741与支撑板742为一体成型结构。
121.一体成型结构的意思是弹性带741与支撑板742在制造工艺过程中形成一个整体,无需通过外部的连接手段连接形成整体。
122.弹性带741与支撑板742通过一体成型工艺制成,能够使弹性带741与支撑板742的连接处具有更高的强度,有效地提高束缚组件74的使用寿命。
123.如图11所示,在一些实施例中,支撑板742朝向容纳空间的表面设置有粘接件744,支撑板742通过粘接件744固定贴合于电极组件。
124.支撑板742朝向容纳空间的表面为靠近电极组件72的一侧表面,支撑板742朝向容纳空间的表面与电极组件72的连接处容易受到电极组件72充电膨胀时的作用力,所以支撑
板742与电极组件72在该连接处容易产生相对滑动,容易造成束缚组件74的脱落。粘接件744可以是具有高粘性的材料制成,支撑板742可以通过粘接件744牢固贴合于电极组件72。粘接件744还具有良好的导热性,能够将电极组件72在充电时产生的热量及时传导至外部环境中,进一步避免电池单体7内部产生热失控。
125.粘接件744可以提高支撑板742和电极组件72之间的连接强度,避免束缚组件74与电极组件72之间产生相对滑动而造成脱落。
126.根据本技术的一些实施例,本技术还提供了一种电池,包括以上任一方案的电池单体7。
127.根据本技术的一些实施例,本技术还提供了一种用电装置,包括以上任一方案的电池单体7。
128.用电装置可以是前述任一应用电池的设备或系统。
129.为更好地理解本技术实施例提供的电池单体7,基于相同的发明构思,在此提供上述电池单体7在实际应用中的实施例进行说明。
130.参照图4至图10,本技术提供了一种电池单体7,电池单体7包括壳体71、电极组件72、端盖73和束缚组件74。壳体71设置有开口。端盖73用于盖合于开口。电极组件72容纳于壳体71内,电极组件72包括相邻的主体区721和削薄区722,削薄区722极片间的第一间隙大于主体区721极片间的第二间隙。束缚组件74为弹性绝缘件,束缚组件74至少套设于削薄区722,束缚组件74用于向削薄区722提供约束力。束缚组件74包括弹性带741和两个相对设置的支撑板742,两个支撑板742通过弹性带741连接,沿第一方向x上,支撑板742的厚度呈减小趋势;削薄区722包括平面段722a和拐角段722b,两个支撑板742夹持于平面段722a,弹性带741包裹于拐角段722b。
131.具体地,正极极片72a和负极极片72b通过卷绕或层叠的形式放置形成电极组件72后,活性物质层的边缘进行削薄的区域会形成削薄区722,活性物质层其他未进行削薄的区域为主体区721。由于削薄区722的极片的活性物质层的厚度小于主体区721的极片的活性物质层的厚度,所以,削薄区722的正极极片72a和负极极片72b之间的第一间隙大于主体区721的正极极片72a和负极极片72b之间的第二间隙,且正极极片72a和负极极片72b之间的间隙过大容易产生析锂。
132.沿削薄区722至主体区721的方向上,极片的活性物质层被削薄的厚度呈逐渐减小的趋势。相应的,削薄区722的正极极片72a和负极极片72b之间的第一间隙也呈逐渐减小的趋势。第一方向x为第一间隙逐渐减小的方向。支撑板742为厚度沿第一方向x逐渐减小的楔形板,两个支撑板742相对设置并有弹性带741连接。
133.在本技术实施例中,以电极组件72为卷绕结构为例进行说明。拐角段722b是电极组件72卷绕结构的圆弧区域,平面段722a是电极组件72卷绕结构位于圆弧区域之间相对平坦的区域。两个支撑板742夹持于平面段722a能够使正极极片72a和负极极片72b受到向内的约束力,以减小正极极片72a和负极极片72b之间的第一间隙。拐角段722b为圆弧状,具有较大形变能力的弹性带741包裹于拐角段722b,以减小拐角段722b预留的极片之间的间隙。
134.通过设置具有弹性且绝缘的束缚组件74对电极组件72的削薄区722提供约束力,使电极组件72的削薄区722的正极极片72a和负极极片72b之间的间隙减小,能够有效降低析锂风险,提高电池的安全性能。
135.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
136.最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围,其均应涵盖在本技术的权利要求和说明书的范围当中。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本技术并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1