一种电池的制作方法
1.本实用新型涉及电池结构技术领域,尤其涉及一种电池。
背景技术:
2.金属负极具有超高的嵌锂容量,是一种理想型的电池负极材料。
3.如图1所示,其为现有技术中电池中一个子单元的正极与负极的示意图。第一极耳103焊接在负极片100上,第二胶纸102粘贴在负极片100上,并盖住负极片100上的第一极耳103,正极片101与负极片100相对的一侧均涂覆有正极材料,负极片100为金属锂负极。将该正极片101与负极片100及隔膜、电解液装配形成的电池,电池在放电时,在第二胶纸102的周缘的负极片100上的易断裂带104容易断裂,断裂后第一极耳103丧失集流作用,电池损坏。因此,亟需一种电池以解决上述难题。
技术实现要素:
4.本实用新型的目的在于提供一种电池,能够改善长期使用过程中,金属负极作为极片与极耳连接处易发生断裂的问题。
5.为达此目的,本实用新型采用以下技术方案:
6.一种电池,包括多个依次层叠的子单元,每个所述子单元包括依次层叠的金属负极极片、隔膜和正极极片,每个所述金属负极极片和相邻的所述正极极片之间还填充有电解液,多个所述子单元中的至少一个还包括:
7.第一胶纸,贴设在所述金属负极极片上,所述金属负极极片与所述第一胶纸的重叠部分为贴胶区,与所述金属负极极片对应的所述正极极片上设有空正极料区,所述空正极料区与所述贴胶区相对,且完全覆盖所述贴胶区;
8.负极极耳,夹设在所述第一胶纸与所述贴胶区之间。
9.作为上述电池的一种优选技术方案,与所述金属负极极片对应的所述正极极片包括正极集流层和正极料层,所述正极集流层包括相接的涂料区和所述空正极料区,所述正极料层覆盖在所述涂料区上。
10.作为上述电池的一种优选技术方案,与所述金属负极极片对应的所述正极极片还包括绝缘层,所述绝缘层覆盖在所述空正极料区。
11.作为上述电池的一种优选技术方案,所述涂料区包括第一涂料区和第二涂料区,所述空正极料区位于所述第一涂料区和所述第二涂料区之间。
12.作为上述电池的一种优选技术方案,所述正极集流层还包括极耳区,所述极耳区与所述涂料区相接,所述电池还包括正极极耳,所述正极极耳设置在所述极耳区。
13.作为上述电池的一种优选技术方案,各所述子单元中的所述金属负极极片为锂片、钠片和钾片中的任一个。
14.作为上述电池的一种优选技术方案,各所述子单元中的所述金属负极极片包括依次层叠的第一金属层、负极集流层和第二金属层。
15.作为上述电池的一种优选技术方案,所述空正极料区的周缘超出所述贴胶区的周缘的长度不大于4mm。
16.作为上述电池的一种优选技术方案,所述第一胶纸的厚度小于或等于所述正极料层的厚度。
17.作为上述电池的一种优选技术方案,所述负极极耳焊接在所述贴胶区。
18.本实用新型的有益效果:
19.本实用新型提供的电池,第一胶纸覆盖在负极极耳及其周围的区域,避免负极极耳刺穿隔膜与正极相接而短路,同时,第一胶纸隔断了贴胶区与电解液的接触,贴胶区的金属原子不能氧化成金属离子后补充进入所对应的电解液中;正极极片的空正极料区完全覆盖金属负极极片的贴胶区,在放电过程中,贴胶区正对的正极区域不会消耗正对的电解液中游离的金属离子,因此,贴胶区处电解液中金属离子的浓度不会相较于贴胶区外的电解液浓度发生下降,产生浓度梯度,避免贴胶区外的电解液中的金属离子过渡迁移到贴胶区内的电解液,加剧对贴胶区周缘的金属负极极片上的金属原子的氧化,从而避免了贴胶区周缘的金属负极极片随着不断的重复放电而消耗,直至发生断裂。
附图说明
20.图1是现有技术的电池中一个子单元中的正极与负极的示意图;
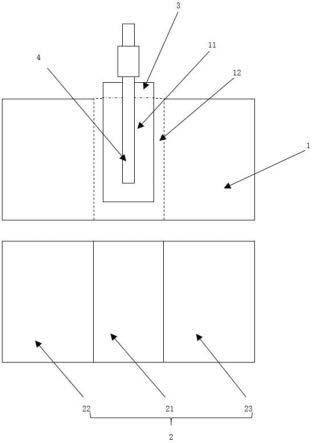
21.图2是本实用新型实施例提供的电池中一个子单元中正极与负极的示意图。
22.图中:100、负极片;101、正极片;102、第二胶纸;103、第一极耳;104、易断裂带;
23.1、金属负极极片;11、贴胶区;12、空料对应区;
24.2、正极极片;21、空正极料区;22、第一涂料区;23、第二涂料区;
25.3、第一胶纸;
26.4、负极极耳。
具体实施方式
27.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部结构。
28.在本实用新型的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
29.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
30.在本实施例的描述中,术语“上”、“下”、“右”、“左”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
31.针对背景技术提及的技术难题,本技术通过大量的实验研究及理论分析,找到了图1中易断裂带104出现的根本原因。具体为:在该电池放电时,第二胶纸102所正对的正极材料可以正常参与反应,消耗电解液中的锂离子;而第二胶纸102所遮盖的负极片100的区域,由于第二胶纸102的阻挡,负极片100上的锂无法氧化成锂离子进入电解液中,以及时补充其正对面正极片101对电解液中锂离子的消耗,进而使得第二胶纸102所对的电解液中锂离子浓度相对较低,而第二胶纸102旁边区域的离子浓度相对高;由于浓差梯度,宏观上锂离子从第二胶纸102旁边区域迁移到第二胶纸102区域;第二胶纸102旁边区域(易断裂带104)的金属锂负极既要给自身正对面正极提供锂离子,又要给第二胶纸102区域提供锂离子,所以相比于负极片100的其他区域,易断裂带104的反应量剧增,易断裂带104被过量消耗,发生断裂现象。
32.为避免出现易断裂带104,解决上述问题,如图2所示,本实施例提供了一种电池,该电池包括多个依次层叠的子单元,每个子单元包括依次层叠的金属负极极片1、隔膜和正极极片2。每个金属负极极片1和相邻的正极极片2之间还填充有电解液,以为金属离子提供通道。本实施例提供的电池不限于电池的制造工艺,可以是通过卷绕组装形成的电池,也可以是通过叠片装配形成的电池,只要能够形成负极、隔膜和正极依次叠放的结构即可。
33.多个子单元中的至少一个还包括第一胶纸3和负极极耳4。如图2所示,在该子单元中,第一胶纸3贴设在金属负极极片1上靠近隔膜的一侧,金属负极极片1与第一胶纸3的重叠部分为贴胶区11,与金属负极极片1对应的正极极片2上设有空正极料区21,空正极料区21与贴胶区11相对,且完全覆盖贴胶区11,负极极耳4夹设在第一胶纸3与贴胶区11之间。
34.在一个实施例中,各子单元中的金属负极极片1为锂片、钠片和钾片中的任一个。也就是说,该电池能够以金属锂片、金属钠片或金属钾片中的任一种作为电池的负极极片。
35.在另一个实施例中,各子单元中的金属负极极片1包括依次层叠的第一金属层、负极集流层和第二金属层。示例性地,第一金属层和第二金属层相同,均为金属锂层,两个金属锂层包覆在负极集流层上,形成夹心结构的负极极片。
36.在本实施例中,以金属锂片为负极的锂金属电池为例进行说明。第一胶纸3覆盖在负极极耳4及其周围的区域,避免负极极耳4刺穿隔膜与正极相接而短路;同时,第一胶纸3隔断了贴胶区11与电解液的接触,贴胶区11的金属锂片上的锂原子不能氧化成锂离子后补充进入所正对的电解液中;正极极片2的空正极料区21完全覆盖金属锂片的贴胶区11,图2中,空料对应区12即为空正极料区21覆盖在贴胶区11上的轮廓。在放电过程中,贴胶区11正对的正极区域不会消耗正对的电解液中游离的锂离子,因此,贴胶区11处电解液中锂离子的浓度不会相较于贴胶区11外的电解液中锂离子浓度发生下降,产生浓度梯度,避免贴胶区11外的电解液中的锂离子迁移到贴胶区11内的电解液中,加剧对贴胶区11周缘的金属锂片上的锂原子的氧化,从而避免了贴胶区11周缘的金属锂片随着不断的重复放电而消耗,直至发生断裂。同理,在钠金属电池和钾金属电池中,空正极料区21的设计同样能够实现对贴胶区11周缘的金属负极极片1的保护,此处不再赘述。
37.具体地,与金属负极极片1对应的正极极片2包括正极集流层和正极料层,正极集流层包括相接的涂料区和空正极料区21,正极料层覆盖在涂料区上。也就是说,空正极料区21的形成由在正极集流体的部分位置不涂覆正极料层而实现。在本实施例中,涂料区包括第一涂料区22和第二涂料区23,空正极料区21位于第一涂料区22和第二涂料区23之间。正极料层中包含的正极材料不限,可以是磷酸铁锂、钴酸锂、三元材料、锰酸锂及钛酸锂等中的任一种。
38.在本实施例中,正极集流层还包括极耳区,极耳区与涂料区相接,电池还包括正极极耳,正极极耳设置在极耳区。也就是说,同一个子单元中,既设置有负极极耳4,也设置有正极极耳,正积极耳和负极极耳4在电池的厚度上的定位基本相同。在其他实施例中,正极极耳也可以设置在未设有负极极耳4的子单元中。示例性地,如在卷绕式的电池中,当负极极耳4位于最内圈的子单元中时,正极极耳可设置在最外圈的子单元中。当然,负极极耳4和正极极耳所在的圈层可根据实际设计进行调整,此处仅作示例,以便于理解。
39.可选地,与金属负极极片1对应的正极极片2还包括绝缘层,绝缘层覆盖在空正极料区21,绝缘层加强了空正极料区21与贴胶区11之间的绝缘效果,提高了电池的安全性。在本实施例中,绝缘层为氧化铝层。
40.为兼顾制造误差与能量密度,可选地,空正极料区21的周缘超出贴胶区11的周缘的长度不大于4mm。空正极料区21越大,正极极片2上的涂料区相对越小,正极极片2的能量密度越低,不利于提高电池的能量密度;空正极料区21越小,则越考验制造工艺的精度。举例说明,若空正极料区21与贴胶区11一样大,刚好覆盖贴胶区11,则要求在电池制造过程中,需无误差地对齐正极极片2和金属负极极片1,显然,制造难度高,报废率提高,增加了生产成本。
41.可选地,第一胶纸3的厚度小于或等于正极料层的厚度。金属负极极片1和正极极片2叠合后,第一胶纸3在厚度上容纳在空正极料区21中,避免增加电池的厚度,提高了电池的平整度。
42.可选地,负极极耳4焊接在贴胶区11。示例性地,负极极耳4通过激光焊焊接在贴胶区11,激光焊便于将异种材料焊接在一起,焊接变形小,热影响区小,可以有效地提高制件精度,焊接后的连接处外形干净整洁,无杂质。当然在其他实施例中,负极极耳4也可采用超声波焊接,该焊接方法同样适用于不同材料的焊接连接,对焊接处的影响小。
43.显然,本实用新型的上述实施例仅仅是为了清楚说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1