一种方形电芯铝壳自动包胶折角装置的制作方法
1.本实用新型涉及电池生产设备技术领域,特别指一种方形电芯铝壳自动包胶折角装置。
背景技术:
2.随着新能源的兴起和快速发展,汽车动力电池制造业也随之高速发展。汽车动力电池的电芯需要装配在电芯铝壳内,以保障电芯使用的安全性,而为了装配更多的电芯,电芯铝壳的形状一般为方形。
3.电芯铝壳在生产过程中,需要在其表面进行粉末喷涂,并检测喷涂质量。为了确保仅在指定位置进行粉末喷涂,需要对开口的电芯铝壳做密封处理,即用胶带缠绕密封盖和电芯铝壳后,再进行粉末喷涂,喷涂完成后在电芯铝壳表面形成一层质地较硬的薄膜,对薄膜进行检测后需要撕取胶带,进而分离电芯铝壳与密封盖。
4.针对胶带的缠绕,传统上采用手动缠绕、手动将缠绕完成的胶带进行折角贴合(便于喷涂完成后撕取胶带)的方法,但是存在如下缺点:人工操作效率低下,胶带缠绕形态不一导致喷涂效果差,胶带折角不规则不便于后期的撕取。
5.因此,如何提供一种方形电芯铝壳自动包胶折角装置,实现提升电芯铝壳包胶折角的效率以及质量,成为一个亟待解决的技术问题。
技术实现要素:
6.本实用新型要解决的技术问题,在于提供一种方形电芯铝壳自动包胶折角装置,实现提升电芯铝壳包胶折角的效率以及质量。
7.本实用新型是这样实现的:一种方形电芯铝壳自动包胶折角装置,包括:
8.一块底板;
9.一个胶带供料机构,设于所述底板上;
10.一个胶带折角裁断机构,设于所述底板上,位于所述胶带供料机构的边上;
11.一个胶带预拉辊压机构,设于所述底板上,位于所述胶带折角裁断机构的边上;
12.一个铝壳旋转压紧机构,设于所述底板上,位于所述胶带预拉辊压机构的边上;
13.一个plc,分别与所述胶带供料机构、胶带折角裁断机构、胶带预拉辊压机构以及铝壳旋转压紧机构连接。
14.进一步地,所述胶带供料机构包括:
15.一个支架,设于所述底板上;
16.一个胶带放置模块,设于所述支架上,并与所述plc连接;
17.一个光电传感器,设于所述支架上,感应方向朝向所述胶带放置模块,并与所述plc连接;
18.一个接胶模块,设于所述支架上,位于所述胶带放置模块的出料侧;
19.一个胶带自张紧模块,设于所述支架上,位于所述接胶模块的出料侧;
20.一个胶带导向轮,设于所述支架上,位于所述胶带自张紧模块的出料侧;
21.两个胶带滚轮,设于所述支架上,位于所述胶带导向轮的边上。
22.进一步地,所述胶带放置模块包括:
23.一个磁粉制动器,设于所述支架上,并与所述plc连接;
24.一个转盘,与所述磁粉制动器的动力输出端连接。
25.进一步地,所述胶带折角裁断机构包括:
26.一个电动直线模组,设于所述底板上,位于所述胶带供料机构的边上,并与所述plc连接;
27.一块l型支撑板,与所述电动直线模组的动力输出端连接;
28.一个胶带固定手指,设于所述l型支撑板的侧壁;
29.一个胶带折角捏紧手指,设于所述l型支撑板的侧壁;
30.一个胶带折角旋转模块,设于所述l型支撑板的侧壁,并与所述plc连接;
31.一个电动胶带裁断模块,设于所述l型支撑板的侧壁,并与所述plc连接。
32.进一步地,所述胶带预拉辊压机构包括:
33.一个安装架,设于所述底板上,位于所述胶带折角裁断机构的边上;
34.一个齿条伺服横移模块,设于所述安装架上,并与所述plc连接;
35.一个拉胶手指,设于所述安装架的下端,顶端与所述齿条伺服横移模块的动力输出端连接;
36.一个胶带贴合压紧滚轮,设于所述安装架的下端,旋转的中轴线与所述铝壳旋转压紧机构旋转的中轴线平行。
37.进一步地,所述铝壳旋转压紧机构包括:
38.一个旋转压紧模块,设于所述底板上,位于所述胶带预拉辊压机构的边上,并与所述plc连接;
39.一个旋转治具,设于所述底板上,位于所述旋转压紧模块的压紧端的正下方,并与所述plc连接。
40.本实用新型的优点在于:
41.通过设置胶带供料机构、胶带折角裁断机构、胶带预拉辊压机构以及铝壳旋转压紧机构并与plc连接,胶带放置在胶带供料机构上,电芯铝壳放置在铝壳旋转压紧机构上,胶带从胶带供料机构出料依次经过胶带折角裁断机构和胶带预拉辊压机构,并通过胶带预拉辊压机构将胶带缠绕在旋转的电芯铝壳上并进行折角,整个过程由plc进行自动控制代替传统的人工操作,进而极大的提升了电芯铝壳包胶折角的效率以及质量。
附图说明
42.下面参照附图结合实施例对本实用新型作进一步的说明。
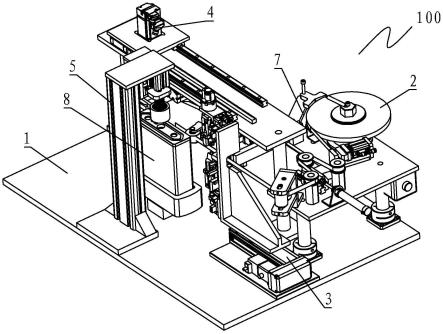
43.图1是本实用新型一种方形电芯铝壳自动包胶折角装置的结构示意图。
44.图2是本实用新型一种方形电芯铝壳自动包胶折角装置的俯视图。
45.图3是本实用新型胶带供料机构的结构示意图。
46.图4是本实用新型胶带供料机构的俯视图。
47.图5是本实用新型胶带折角裁断机构的结构示意图。
48.图6是本实用新型胶带预拉辊压机构的结构示意图。
49.图7是本实用新型胶带预拉辊压机构的仰视图。
50.图8是本实用新型铝壳旋转压紧机构的结构示意图。
51.图9是本实用新型一种方形电芯铝壳自动包胶折角装置的电路原理框图。
52.标记说明:
53.100-一种方形电芯铝壳自动包胶折角装置,1-底板,2-胶带供料机构,3-胶带折角裁断机构,4-胶带预拉辊压机构,5-铝壳旋转压紧机构,6-plc,7-胶带,8-电芯铝壳,21-支架,22-胶带放置模块,23-光电传感器,24-接胶模块,25-胶带自张紧模块,26-胶带导向轮,27-胶带滚轮,221-磁粉制动器,222-转盘,31-电动直线模组,32-l型支撑板,33-胶带固定手指,34-胶带折角捏紧手指,35-胶带折角旋转模块,36-电动胶带裁断模块,41-安装架,42-齿条伺服横移模块,43-拉胶手指,44-胶带贴合压紧滚轮,51-旋转压紧模块,52-旋转治具,511-压簧。
具体实施方式
54.本实用新型实施例通过提供一种方形电芯铝壳自动包胶折角装置100,解决了现有技术中人工缠绕胶带效率低下,胶带缠绕形态不一导致喷涂效果差,胶带折角不规则不便于后期的撕取的技术问题,实现了极大的提升了电芯铝壳包胶折角的效率以及质量的技术效果。
55.本实用新型实施例中的技术方案为解决上述问题,总体思路如下:通过设置胶带供料机构2、胶带折角裁断机构3、胶带预拉辊压机构4以及铝壳旋转压紧机构5并与plc6连接,通过plc6自动控制胶带供料机构2、胶带折角裁断机构3、胶带预拉辊压机构4以及铝壳旋转压紧机构5进行包胶折角,代替传统的人工操作,以提升电芯铝壳包胶折角的效率以及质量。
56.为了更好地理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
57.请参照图1至图9所示,本实用新型一种方形电芯铝壳自动包胶折角装置100的较佳实施例,包括:
58.一块底板1,用于承载所述自动包胶折角装置100;
59.一个胶带供料机构2,设于所述底板1上,用于胶带7的出料;
60.一个胶带折角裁断机构3,设于所述底板1上,位于所述胶带供料机构2的边上,用于包胶完成后裁断多余的胶带7;
61.一个胶带预拉辊压机构4,设于所述底板1上,位于所述胶带折角裁断机构3的边上,用于对胶带7进行预拉紧,并将胶带7贴附在电芯铝壳8上;
62.一个铝壳旋转压紧机构5,设于所述底板1上,位于所述胶带预拉辊压机构4的边上,用于放置电芯铝壳8并控制其进行旋转,以对电芯铝壳8进行环绕包胶;
63.一个plc6,分别与所述胶带供料机构2、胶带折角裁断机构3、胶带预拉辊压机构4以及铝壳旋转压紧机构5连接,用于控制所述自动包胶折角装置100的工作,在具体实施时,只要从现有技术中选择能实现此功能的plc即可,并不限于何种型号,且控制程序是本领域技术人员所熟知的,这是本领域技术人员不需要付出创造性劳动即可获得的。
64.所述胶带供料机构2包括:
65.一个支架21,设于所述底板1上,用于承载所述胶带供料机构2;
66.一个胶带放置模块22,设于所述支架21上,并与所述plc6连接,用于放置胶带7;
67.一个光电传感器23,设于所述支架21上,感应方向朝向所述胶带放置模块22,并与所述plc6连接,用于感应所述胶带放置模块22上是否有胶带7;
68.一个接胶模块24,设于所述支架21上,位于所述胶带放置模块22的出料侧;
69.一个胶带自张紧模块25,设于所述支架21上,位于所述接胶模块24的出料侧;
70.一个胶带导向轮26,设于所述支架21上,位于所述胶带自张紧模块25的出料侧;
71.两个胶带滚轮27,设于所述支架21上,位于所述胶带导向轮26的边上;所述接胶模块24、胶带自张紧模块25、胶带导向轮26以及胶带滚轮27用于胶带7的导向、张紧、传输。
72.所述胶带放置模块22包括:
73.一个磁粉制动器221,设于所述支架21上,并与所述plc6连接,用于联动所述转盘222进行旋转;
74.一个转盘222,与所述磁粉制动器221的动力输出端连接,用于放置胶带7。
75.所述胶带折角裁断机构3包括:
76.一个电动直线模组31,设于所述底板1上,位于所述胶带供料机构2的边上,并与所述plc6连接,用于联动所述l型支撑板32进行直线位移;
77.一块l型支撑板32,与所述电动直线模组31的动力输出端连接;
78.一个胶带固定手指33,设于所述l型支撑板32的侧壁,用于固定胶带7;
79.一个胶带折角捏紧手指34,设于所述l型支撑板32的侧壁,用于捏紧胶带7;
80.一个胶带折角旋转模块35,设于所述l型支撑板32的侧壁,并与所述plc6连接,用于对胶带7进行折角;
81.一个电动胶带裁断模块36,设于所述l型支撑板32的侧壁,并与所述plc6连接,用于裁断胶带7。
82.所述胶带预拉辊压机构4包括:
83.一个安装架41,设于所述底板1上,位于所述胶带折角裁断机构3的边上,用于承载所述胶带预拉辊压机构4;
84.一个齿条伺服横移模块42,设于所述安装架41上,并与所述plc6连接,用于联动所述拉胶手指43进行位移,进而对胶带7进行预拉紧;
85.一个拉胶手指43,设于所述安装架41的下端,顶端与所述齿条伺服横移模块42的动力输出端连接,用于拉扯胶带7;
86.一个胶带贴合压紧滚轮44,设于所述安装架41的下端,旋转的中轴线与所述铝壳旋转压紧机构5旋转的中轴线平行,用于将胶带7贴合至电芯铝壳8上。
87.所述铝壳旋转压紧机构5包括:
88.一个旋转压紧模块51,设于所述底板1上,位于所述胶带预拉辊压机构4的边上,并与所述plc6连接,用于压紧电芯铝壳8,设有压簧511,可将压力转移为弹簧压紧力,在电芯铝壳8旋转时不发生移动,同时电芯铝壳8不因为压力过大而变形;
89.一个旋转治具52,设于所述底板1上,位于所述旋转压紧模块51的压紧端的正下方,并与所述plc6连接,用于旋转电芯铝壳8。
90.本实用新型工作原理:
91.在所述转盘222上放置胶带7,在所述旋转治具52上放置电芯铝壳8,所述plc6控制旋转压紧模块51压紧电芯铝壳8,胶带7通过所述胶带供料机构2进行出料,胶带7末端放置在胶带折角裁断机构3的胶带固定手指33上。
92.所述plc6控制齿条伺服横移模块42联动拉胶手指43移动到胶带固定手指33处进行取胶,所述胶带固定手指33松开胶带7,由所述拉胶手指43将胶带7拉至电芯铝壳8包胶的起始位置。所述胶带贴合压紧滚轮44将胶带7与电芯铝壳8贴合后,所述plc6控制拉胶手指43归位,为电芯铝壳8的旋转包胶提供工作空间。
93.所述plc6通过旋转治具52控制电芯铝壳8旋转,同时所述胶带贴合压紧滚轮44一直控制胶带7与电芯铝壳8进行紧密贴合;电芯铝壳8旋转时,所述plc6控制胶带供料机构2进行长距离供胶。
94.待电芯铝壳8的四边完全被胶带7包裹后,所述plc6控制电动直线模组31将l型支撑板32移动至指定位置,以使所述胶带折角捏紧手指34和胶带固定手指33同时夹持胶带7,并控制所述电动胶带裁断模块36裁断胶带7,控制所述胶带折角旋转模块35将裁断后的胶带7顺时针(一般向胶带粘性面位置运动)旋转180
°
,胶带7折角捏紧上升,将折角后的胶带7完全贴合粘紧,折角完成,控制所述电动直线模组31归位;折角后的一段胶带7继续由所述旋转治具52以及胶带贴合压紧滚轮44进行收尾,至此完成包胶折角。
95.综上所述,本实用新型的优点在于:
96.通过设置胶带供料机构、胶带折角裁断机构、胶带预拉辊压机构以及铝壳旋转压紧机构并与plc连接,胶带放置在胶带供料机构上,电芯铝壳放置在铝壳旋转压紧机构上,胶带从胶带供料机构出料依次经过胶带折角裁断机构和胶带预拉辊压机构,并通过胶带预拉辊压机构将胶带缠绕在旋转的电芯铝壳上并进行折角,整个过程由plc进行自动控制代替传统的人工操作,进而极大的提升了电芯铝壳包胶折角的效率以及质量。
97.虽然以上描述了本实用新型的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本实用新型的范围的限定,熟悉本领域的技术人员在依照本实用新型的精神所作的等效的修饰以及变化,都应当涵盖在本实用新型的权利要求所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1