一种大磁环用的卷芯治具的制作方法
1.本实用新型涉及磁环制造技术领域,尤其涉及一种大磁环用的卷芯治具。
背景技术:
2.随着石油化工工业的发展及城市化进程的加快,地下管道网格规模在快速扩大,埋地管道内容易因为腐蚀而产生腐蚀电流,对管道安全造成隐患,并且该问题日益凸显。如何对管道内的腐蚀电流进行有效的实时在线监测成为预防管道电流腐蚀的关键。对于管道电流的监测,现如今普遍采用人工手持仪器进行实地测量的方式,这需要大量人力、物力,具有耗时长、成本高且无法实时监测管道电流变化等缺点,采用传统的光纤传感器等实时监测方式,因其需要采用多种光学器件而具有较高的生产和维护成本。
3.当前采用具有优异软磁性能的软磁材料制造的环形监测装置套设于管道外部来实时监测管道电流是一种经济、方便的监测方式。非晶纳米晶软磁合金带材因为具有高磁导率、极低的剩磁等特性,在极低的电流下即可激发出较高的磁感应强度,便于利用信号检测探头进行腐蚀电流的监测,具有检测灵敏度高、电流监测精准等特点,在管道腐蚀电流监测应用方面已展现出很好的应用前景。为了保证实时监测的精度和稳定性,套设于管道外的非晶纳米晶磁芯的制备工艺通常是:先将非晶纳米晶带材根据管道的外径卷绕成一个环形磁芯坯体,然后将卷绕治具跟磁芯坯体一同进行热处理、浸漆、固化等工艺,定型后用于管道电流监测。但目前非晶纳米晶软磁合金带材应用于大尺寸或大直径的管道电流监测装置时存在以下问题:常规的热处理炉内腔、浸漆设备内腔或固化设备内腔的尺寸较小,无法容纳大尺寸磁环及其卷绕治具,阻碍了非晶纳米晶监测装置在大直径管道电流监测方面的应用,如重新设计开发热处理炉或其他配套设备,需要的周期太长、成本过大且利用率低。
4.因此,亟需开发出一种既可满足管道监测的大尺寸要求又适用于现有热处理及配套设备的大磁环用的卷芯治具。
技术实现要素:
5.针对现有技术中存在的问题,本实用新型提供一种大磁环用的卷芯治具,包括:
6.卷芯,所述卷芯包括一工作部和一连接部,所述工作部的两端和所述连接部的两端对应连接形成一闭环;
7.至少一支撑杆,设置于所述卷芯内,所述支撑杆的两端与所述卷芯的内壁连接;
8.套环,所述套环设置于所述支撑杆上。
9.优选的,所述工作部和所述连接部均为圆弧段,所述工作部对应的所述圆弧段的外半径与预设磁环成品的内半径一致。
10.优选的,所述连接部的弧高a的取值范围为:a≥5mm。
11.优选的,所述工作部的弧高h的取值范围为:5mm≤h《a-a-2d,
12.其中,a用于表示磁芯坯体制备过程中所用的热处理炉的内腔尺寸、所用的浸漆设备的内腔尺寸和所用的烘箱的内腔尺寸中的最小值,d用于表示预设磁环成品的壁厚。
13.优选的,所述工作部和连接部的两个圆弧段的连接处圆滑过渡。
14.优选的,所述支撑杆为两个,分别为第一支撑杆和第二支撑杆,所述第一支撑杆的两端分别与所述工作部的两端对应连接,所述第二支撑杆与所述第一支撑杆相交。
15.优选的,所述第二支撑杆与所述第一支撑杆垂直设置。
16.优选的,所述套环设置于所述第二支撑杆与所述第一支撑杆相交处。
17.优选的,所述工作部、所述连接部、各所述支撑杆和所述套环均采用cr-ni系耐热钢或cr-mn-n系炉用钢制备而成。
18.优选的,所述工作部、所述连接部、各所述支撑杆和所述套环之间为一体切割成型或分别切割后拼装成型。
19.上述技术方案具有如下优点或有益效果:本实用新型采用两个圆弧段组合的方式来设计卷芯治具,既可满足大尺寸磁环的制备需求,也能够解决大尺寸磁环受限于常规的热处理炉等设备的尺寸而无法进行热处理的问题,同时卷芯治具的结构简单,加工便捷,开发周期短,能够大大节约生产成本。
附图说明
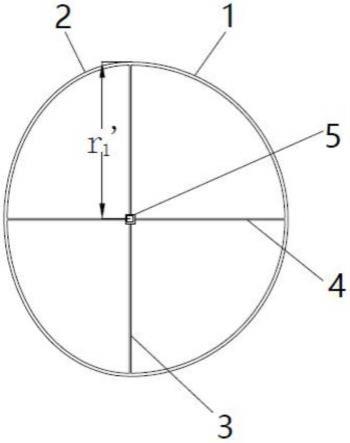
20.图1为本发明实施例1中,大尺寸磁芯的卷芯治具的结构示意图;
21.图2为本发明实施例1中,卷芯治具上卷绕带材的结构示意图;
22.图3为本发明实施例1中,拼接段的结构示意图;
23.图4为本发明实施例1中,拼接后的预设磁环成品的结构示意图;
24.图5为本发明实施例2中,大尺寸磁芯的卷芯治具的结构示意图;
25.图6为本发明实施例2中,卷芯治具上卷绕带材的结构示意图;
26.图7为本发明实施例2中,拼接段的结构示意图;
27.图8为本发明实施例2中,拼接后的预设磁环成品的结构示意图。
28.附图说明:1、工作部;2、连接部;3、第一支撑杆;4、第二支撑杆;5、套环;6、带材;7、拼接段;8、预设磁环成品。
具体实施方式
29.下面结合附图和具体实施例对本实用新型进行详细说明。本实用新型并不限定于该实施方式,只要符合本实用新型的主旨,则其他实施方式也可以属于本实用新型的范畴。
30.实施例1
31.本实用新型的较佳的实施例中,基于现有技术中存在的上述问题,现提供一种大磁环用的卷芯治具,如图1所示,包括:
32.卷芯,卷芯包括一工作部1和一连接部2,工作部1的两端和连接部2的两端对应连接形成闭环;
33.至少一支撑杆,设置于卷芯内,支撑杆的两端与卷芯的内壁连接;
34.套环5,套环5设置于支撑杆上。
35.具体地,本实施例中,考虑到现有的大尺寸磁环通常为圆形,而大尺寸磁环都需要进行热处理,但常规的热处理炉等设备的内腔尺寸无法与大尺寸磁环相匹配,如重新设计开发设备,需要的周期太长、成本过大。
36.本实用新型的较佳的实施例中,工作部1和连接部2均为圆弧段,工作部1对应的圆弧段的外半径r1’
与预设磁环成品8的内半径r1一致。
37.具体地,本实施例中,如图1-图4所示,工作部1可采用一个半圆形卷芯,连接部2可采用一个圆弧形卷芯,通过一个半圆形卷芯和一个圆弧形卷芯结合的方式来设计卷芯治具,使得卷芯治具卷绕得到的大尺寸磁环能够与热处理炉等设备的内腔尺寸相匹配。
38.进一步具体地,如图2所示,带材6卷绕于卷芯治具的外侧,经热处理、浸漆固化等工序后得到磁芯坯体,沿着工作部1部分的圆弧段的径向进行切割,得到一个半圆形磁芯,作为拼接段7,重复上述步骤制备另一个半圆形磁芯,将两个拼接段7进行拼接、固定即得到预设磁环成品8,如图4所示,黑色箭头指向的位置为两个半圆磁芯的连接部位。
39.本实用新型的较佳的实施例中,连接部2的弧高a的取值范围为:a≥5mm;工作部1的弧高h的取值范围为:5mm≤h《a-a-2d,
40.其中,a用于表示磁芯坯体制备过程中所用的热处理炉的内腔尺寸、所用的浸漆设备的内腔尺寸和所用的烘箱的内腔尺寸中的最小值,d用于表示预设磁环成品的壁厚。
41.具体地,本实施例中,在卷芯治具进行卷芯尺寸设计时,为使得该初级磁环能够放入热处理炉等设备中,工作部1的弧高h由初级磁环的半径以及热处理炉的内腔尺寸、浸漆设备的内腔尺寸和烘箱的内腔尺寸的最小值a共同决定,可以看出,可容纳的工作部1的弧高h小于a-a-2d。由于制备完成后,切割得到的适配连接部2形状的圆弧形磁芯不做使用,为尽可能避免材料浪费,理想情况下连接部2的弧高应尽可能小,同时考虑到卷芯治具在制备过程中的稳定性,连接部2的弧高不能过小,本实施例中,设定连接部2的弧高的取值范围为:a≥5mm,工作部1的弧高的取值范围为:5mm≤h《a-a-2d。
42.优选的,需要注意的是,5mm则为圆弧弧高的最小安全值,即可满足后续磁芯卷绕工序的最大圆弧半径,根据热处理炉、浸漆设备、烘箱内腔尺寸以及预设磁芯的尺寸来调节合适的连接部2的弧高,能够使最终得到的卷芯在各个方向上的受力更加均匀,卷绕的磁芯一致性较好,性能可靠性更高,也能够解决磁环受限于常规的热处理炉内腔尺寸而无法进行热处理的问题。
43.本实用新型的较佳的实施例中,工作部1与连接部2的连接处为圆滑过渡,在本实施例中,在工作部1与连接部2的两个连接处可分别通过一段小尺寸圆弧,使得连接处趋于平缓,使带材6在卷绕过程中能够平顺地铺展在卷芯表面。
44.本实用新型的较佳的实施例中,支撑杆为两个,分别为第一支撑杆3和第二支撑杆4,第一支撑杆3的两端分别与工作部1的两端对应连接,第二支撑杆4与第一支撑杆3相交。
45.本实用新型的较佳的实施例中,第二支撑杆4与第一支撑杆3垂直设置。
46.本实用新型的较佳的实施例中,套环5设置于第二支撑杆4与第一支撑杆3相交处。
47.本实用新型的较佳的实施例中,第二支撑杆4与第一支撑杆3相交于工作部的圆心所在位置。
48.具体地,第一支撑杆3和第二支撑杆4均穿过工作部1的圆心,其中第一支撑杆3的两端分别与工作部1和连接部2的两个连接处相连接,能够在起到支撑作用的同时对两个连接处进行加固,配合与其垂直设置的第二支撑杆5,能够增强整个卷芯治具结构的稳定性同时解决了工作部1和连接部2受力不均的问题。
49.优选的,套环5设置于第一支撑杆3与第二支撑杆4的连接处即工作部1的圆心所在
位置。
50.优选的,套环5的形状、尺寸与卷绕机的内衬相适配,从而实现卷芯治具的卷绕功能,且套环5设置在半圆形卷芯的圆心所在位置,能够保证工作部1在卷绕过程中平稳转动。
51.优选的,套环5的形状为正方形,并不限定套环5的形状,在实际应用中可根据卷绕机内衬形状设置相应形状的套环5。
52.本实用新型的较佳的实施例中,第一支撑杆3的长度与工作部1的直径相等。
53.本实用新型的较佳的实施例中,工作部1、连接部2、各支撑杆和套环3选用cr-ni系耐热钢或cr-mn-n系炉用钢制备得到。
54.具体地,本实施例中,工作部1、连接部2、第一支撑杆3、第二支撑杆4和套环5的材质可选用cr-ni系耐热钢或cr-mn-n系炉用钢,cr-ni系耐热钢或cr-mn-n系炉用钢具备优异的高温强度以及良好的稳定性,从而确保卷芯治具热处理的效果。
55.本实用新型的较佳的实施例中,工作部1、连接部2、各支撑杆和套环5之间为一体切割成型或分别切割后拼装成型。
56.实施例2
57.本实施例中,如图5-图8所示,卷芯治具的工作部1为一段四分之一圆弧段、即工作部1的圆弧角度为90
°
,其外半径r2’
与预设磁环成品8的内半径r2相等,连接部2为一段与工作部1首尾连接的圆弧段。
58.具体地,本实施例中预设磁环成品8的内半径大于实施例1中预设磁环成品8的内半径,若采用实施例1中一半圆形卷芯和一圆弧形卷芯组成的卷芯治具,则卷绕后的磁环尺寸会超出热处理炉等设备的内腔尺寸,因此本实施例中将预设磁环成品8设计成由4个拼接段7的圆弧拼接而成,如图8所示,黑色箭头指向的位置为4个拼接段7的连接部位。
59.进一步具体地,拼接段7的数量n可根据预设磁环成品8的内径以及热处理炉等设备的内腔尺寸进行合理设计,其中n为正整数,n的范围为:2≤n≤18。所需要的预设磁环成品8的内径越大,则n的取值越大,所需拼接段7的数量过多则会造成生产成本的增加,因而限定n的范围为:2≤n≤18。
60.以上所述仅为本实用新型较佳的实施例,并非因此限制本实用新型的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1