电池壳体及电池的制作方法
1.本实用新型属于电池技术领域,尤其涉及一种电池壳体及电池。
背景技术:
2.电池壳体为封装电池的结构,是电池的极为重要的结构件。
3.目前,电池壳体的端部盖板与内部的电芯或集流盘通常是通过超声焊接或激光焊接,而对于一些较厚的端部盖板,超声焊接或激光焊接不便于进行;同时,现有的电池壳体上设置防爆装置,但是当这种防爆装置发生异常时,很容易由于泄气不及时发生爆炸。
4.因此,亟需一种电池壳体及电池解决上述技术问题。
技术实现要素:
5.本实用新型的目的在于提出一种电池壳体及电池,既能够避免电池发生爆炸,又便于实现电池壳体与电芯或集流盘的焊接。
6.为达此目的,本实用新型采用以下技术方案:
7.电池壳体,所述电池壳体上开设有第一泄压槽,所述电池壳体的端壁上开设有第一焊接槽,所述第一泄压槽的宽度小于所述第一焊接槽的宽度,所述电池壳体的所述第一泄压槽处的厚度小于所述第一焊接槽处的厚度。
8.作为上述电池壳体的一种优选技术方案,所述电池壳体包括:
9.主体部,所述主体部为两端均具有开口的筒状结构;
10.盖板,所述盖板盖设于所述主体部的一个所述开口;
11.端板,所述端板盖设于所述主体部的另一个所述开口,所述主体部和/或所述端板上开设有所述第一泄压槽,所述端板上开设有所述第一焊接槽。
12.作为上述电池壳体的一种优选技术方案,所述第一焊接槽设置于所述端板的中心位置处。
13.作为上述电池壳体的一种优选技术方案,所述主体部和所述端板为一体成型结构。
14.作为上述电池壳体的一种优选技术方案,所述端板上的所述第一泄压槽为圆弧型槽,所述圆弧型槽的圆心为所述端板的中心。
15.作为上述电池壳体的一种优选技术方案,所述圆弧型槽设置有多个,多个所述圆弧型槽的半径相同,且依次均匀间隔分布。
16.作为上述电池壳体的一种优选技术方案,所述主体部上的所述第一泄压槽设置有多个,多个所述第一泄压槽相互呈交叉状分布。
17.作为上述电池壳体的一种优选技术方案,所述第一泄压槽的宽度为0.1mm-1mm。
18.作为上述电池壳体的一种优选技术方案,所述第一焊接槽为圆形槽,所述圆形槽的直径为4mm-15mm。
19.电池,包括电芯,还包括上述的电池壳体,所述电芯设置于所述电池壳体内。
20.本实用新型的有益效果:
21.本实用新型提供的电池壳体,其上开设有第一泄压槽和第一焊接槽,第一泄压槽的宽度小于第一焊接槽的宽度,电池壳体的第一泄压槽处的厚度小于第一焊接槽的厚度,由于第一泄压槽较细,且此处的实体厚度最薄,因此,在内部气压异常增大后,会使得第一泄压槽裂开,以将内部的气体排出,达到泄压的效果;第一焊接槽的设置便于将电池壳体焊接于电芯或集流盘。因此,本实用新型提供的电池壳体,既能够避免电池发生爆炸,又便于实现电池壳体与电芯或集流盘的焊接。
22.本实用新型提供的电池,包括电芯及封装电芯的上述电池壳体,由于上述电池壳体的设置,本实用新型提供的电池,既能够避免发生爆炸,又便于实现电池壳体与电芯或集流盘的焊接。
附图说明
23.为了更清楚地说明本实用新型实施例中的技术方案,下面将对本实用新型实施例描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据本实用新型实施例的内容和这些附图获得其他的附图。
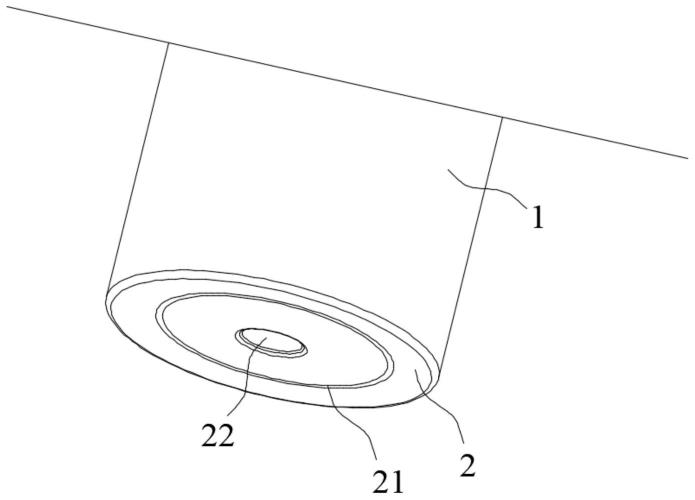
24.图1是本实用新型实施例提供的电池的部分结构示意图;
25.图2是本实用新型实施例提供的电池的第一种结构的结构示意图;
26.图3是本实用新型实施例提供的电池的第二种结构的结构示意图;
27.图4是本实用新型实施例提供的电池的第三种结构的结构示意图。
28.图中:
29.10、极柱;
30.1、主体部;2、端板;3、盖板;
31.21、第一泄压槽;22、第一焊接槽。
具体实施方式
32.下面详细描述本实用新型的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的零部件或具有相同或类似功能的零部件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
33.在本实用新型的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“安装”应做广义理解,例如,可以是安装连接,也可以是可拆卸连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
34.在本实用新型的描述中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一特征和第二特征直接接触,也可以包括第一特征和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高
于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
35.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
36.本实施例提供了一种电池,电池包括电芯、集流盘和电池壳体,电芯和集流盘设置于电池壳体内,该电池壳体便于实现其与电芯或集流盘的焊接,且在内部气压异常增大后,电池壳体会出现裂口,将内部的气体排出,避免发生爆炸。
37.在本实施例中,电池的整体高度为80mm-160mm,直径为20mm-50mm。
38.如图1至图4所示,本实施例提供的电池壳体上开设有第一泄压槽21,电池壳体的端壁上开设有第一焊接槽22,第一泄压槽21的宽度小于第一焊接槽22的宽度,电池壳体的第一泄压槽21处的厚度小于第一焊接槽22处的厚度。
39.由于第一泄压槽21较细,且此处的实体厚度最薄,因此,在内部气压异常增大后,会使得第一泄压槽21裂开,以将内部的气体排出,达到泄压的效果;第一焊接槽22的设置,将厚度减薄,便于将电池壳体的端壁超声焊接或激光焊接于电芯或集流盘。因此,本实施例提供的电池壳体,既能够避免电池发生爆炸,又便于实现电池壳体与电芯或集流盘的焊接。
40.可选地,在其他实施例中,第一泄压槽21可以设置于电池壳体的内侧壁,焊接槽22设置于电池壳体的端壁的内侧。
41.具体地,在本实施例中,第一泄压槽21设置于电池壳体的外侧壁,焊接槽22设置于电池壳体的端壁的外侧。
42.如图1至图4所示,电池壳体包括主体部1、盖板3及端板2,主体部1为两端具有开口的筒状结构;盖板3盖设于主体部1的一个开口;端板2盖设于主体部1的另一个开口。盖板3和端板2分别盖设于主体部1的两个开口,用于将电芯封装于内部。
43.可选地,在一些实施例中,端板2上开设有第一泄压槽21和第一焊接槽22,第一焊接槽22用于将端板2焊接于电芯或集流盘,第一泄压槽21的宽度小于第一焊接槽22的宽度,第一泄压槽21的深度大于第一焊接槽22的深度,以使得端板2的第一泄压槽21处的厚度小于第一焊接槽22处的厚度。
44.可以理解的是,端板2的第一泄压槽21处的厚度为第一泄压槽2的槽底与端板2的背离第一泄压槽21的侧壁之间的厚度;端板2的第一焊接槽22处的厚度为第一焊接槽22的槽底与端板2的背离第一焊接槽22的侧壁之间的厚度。端板2的第一泄压槽21处的厚度小于第一焊接槽22处的厚度,以使得第一泄压槽21处的结构强度最薄弱,最易裂开。
45.可选地,在另一些实施例中,主体部1的侧壁上开设有第一泄压槽21,端板2上开设有第一焊接槽22。主体部1的第一泄压槽21处的厚度小于端板2的第一焊接槽22处的厚度。
46.可选地,在再一些实施例中,端板2和主体部1的侧壁上均开设有第一泄压槽21,端板2上开设有第一焊接槽22。主体部1的第一泄压槽21处的厚度和端板2的第一泄压槽21处的厚度均小于端板2的第一焊接槽22处的厚度。主体部1的第一泄压槽21处的厚度和端板2的第一泄压槽21处的厚度可以相同,也可以不同。在相同时,两处同时裂开泄压,在不同时,先其中一处裂开,如果短时间内仍无法降低气压,则另一个裂开。因此,两处均设置第一泄压槽21,进一步避免了电池发生爆炸。
47.可选地,在其他实施例中,端板2和盖板3均通过焊接的方式分别连接于主体部1的两个开口处。
48.具体地,在本实施例中,主体部1和端板2为一体成型结构。盖板3通过焊接的方式连接于主体部1。如此设置既保证了结构强度,降低了密封失效的风险,又提高了封装的效率。
49.具体地,本实施例提供的电池还包括密封圈,密封圈紧密包覆在盖板3的边沿,保证了盖板3和主体部1连接的密封性,避免内部电解液泄漏。
50.具体地,如图2所示,电芯的朝向盖板3的极耳焊接于集流盘的一侧面,集流盘的另一侧面连接极柱10,盖板3封盖集流盘,极柱10的部分通过盖板3的中心位置穿出。
51.更具体地,盖板3和集流盘之间设置有绝缘垫片。
52.在本实施例中,电池的肩高为78mm-158mm,即电池的盖板3到端板2的高度为78mm-158mm。
53.可选地,在其他实施例中,电芯朝向端板2的极耳直接焊接于端板2。此时,为了对准焊接极耳,端板2上的第一焊接槽22偏离中心位置,且设置有多个,多个第一焊接槽22绕着端板2的中心圆周分布。
54.具体地,在本实施例中,电芯朝向端板2的极耳焊接有另一个集流盘,该集流盘背离电芯的侧面的中心部位焊接于端板2。
55.更具体地,第一焊接槽22设置于端板2的中心位置处。如此设置,第一焊接槽22和集流盘的中心部位正对,从而通过第一焊接槽22实现了端板2和集流盘的焊接。本实施例中焊接均为激光焊或者超声焊。
56.可选地,电芯的朝向盖板3的极耳和朝向端板2的极耳,一个为正极极耳,另一个为负极极耳。
57.具体地,本实施例中,端板2的厚度为1.5mm-3mm,直径为20mm-50mm。
58.具体地,第一焊接槽22为圆形槽,圆形槽的直径为4mm-15mm,圆形槽的深度为0.1mm-2mm。
59.具体地,第一泄压槽21为细长型的凹槽,使得在膨胀时将应力集中在第一泄压槽21处,从而便于裂开,而且,裂开后能够形成较大的裂口,以达到迅速泄压的效果。
60.在本实施例中,第一泄压槽21的宽度为0.1mm-1mm。第一泄压槽21深度为1.4mm-2.9mm。第一泄压槽21的长度不小于15mm。
61.可选地,在其他实施例中,端板2上的第一泄压槽21为直线型槽,直线型槽的一端位于端板2的中心,另一端沿着端板2的径向延伸,且沿着背离端板2的中心的方向,第一泄压槽21的深度逐渐减小。
62.具体地,端板2上的第一泄压槽21和第一焊接槽22相互间隔设置。由于端板2的第一焊接槽22处焊接于电芯或集流盘,此处不易裂开,因此,将第一泄压槽21避开第一焊接槽22,保证了泄压的效果。
63.具体地,如图3所示,在本实施例中,端板2上的第一泄压槽21为圆弧型槽,且圆弧型槽的圆心为端板2的中心。
64.更具体地,圆弧型槽的直径为5mm-30mm。
65.可选地,如图4所示,圆弧型槽设置有多个,多个圆弧型槽的半径相同,且依次均匀间隔分布。
66.可选地,如图1所示,端板2上的第一泄压槽21可以为整圆环型槽。
67.可选地,主体部1上的第一泄压槽21设置有多个,多个第一泄压槽21相互呈交叉状分布。在膨胀时,容易将应力集中在交叉点处,提高了第一泄压槽21裂开的速率,进一步避免了电池发生爆炸。
68.当然,端板2上的第一泄压槽21还可以为其他形状的凹槽,例如,折线形或波浪形等,端板2上的第一泄压槽21的个数和分布的形状可以为任意的,在此不再一一列举;相应地,主体部1上的第一泄压槽21还可以为其他形状的凹槽,例如,圆弧形、直线形、折线形或波浪形等,主体部1上的第一泄压槽21的个数和分布的形状可以为任意的,在此不再一一列举。
69.可选地,盖板3上开设有若干个第二泄压槽,第二泄压槽的设置进一步避免了电池发生爆炸。
70.具体地,第二泄压槽的宽度为0.1mm-1mm。第二泄压槽的深度为1.4mm-2.9mm。第二泄压槽的长度不小于15mm。
71.可选地,盖板3上开设有第二焊接槽,第二焊接槽和盖板3的中心具有间距,第二焊接槽用于焊接集流盘。第二焊接槽设置有多个,多个第二焊接槽绕着盖板3的中心圆周均布设置。可选地,第二泄压槽可以为整圆环型槽、圆弧型槽或者直线型槽等,在此不再一一赘述。
72.显然,本实用新型的上述实施例仅仅是为了清楚说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1