电芯制备装置的制作方法
1.本实用新型属于电池技术领域,具体涉及一种电芯制备装置。
背景技术:
2.在当今,随着技术的发展进步,路面上行驶着许多的车辆,极大的方便了人们的日常出行。目前,车辆中以燃油车为主,但燃油车在行驶过程中,容易产生各种有害人体健康的物质。新能源车的研发成为当今车辆的重点发展方向。
3.在新能源车中,锂电池在电动力系统中有着重要的应用。但是锂电池由于自身的结构特性,在首次充电时,有机电解液会在负极材料的表面还原分解,并形成固态电解质界面膜,会难以逆转的消耗正极中的锂,影响锂电池的性能。而为了使锂电池保持良好的使用效果,需要对电极材料补锂。目前,对于干法制片补锂技术,一般采用将膜片与集流体复合后,遵循湿法补锂方式,主要是将锂箔在极片表面进行复合,需要单独采购设备进行补锂,存在补锂设备投资大,量产效率低等情况。
4.相应地,本领域需要一种新的电芯制备装置来解决现有技术中所存在的上述补锂方式的生产成本较高且量产效率较低的问题。
技术实现要素:
5.针对当前的补锂方式的生产成本较高且量产效率较低的问题,本实用新型提供了一种电芯制备装置,电芯制备装置包括:负极片复合组件,所述负极片复合组件包括负极片复合辊和负极片补锂部,所述负极片复合辊设置成:能够将负极集流体和负极膜片复合,从而得到负极片;其中,所述负极膜片为双层结构,且所述负极片补锂部设置成向复合前的所述负极膜片的双层结构之间喷涂含锂液;
6.正极片复合组件,所述正极片复合组件包括正极片复合辊,所述正极片复合辊设置成能够将正极集流体和正极膜片复合,从而得到正极片;
7.电芯成型组件,所述电芯成型组件设置于所述负极片复合组件和所述正极片复合组件的下游,且所述电芯成型组件包括卷绕部,所述卷绕部设置成能够使所述负极片、极片隔膜、所述正极片实现卷绕。
8.在上述电芯制备装置的优选技术方案中,所述负极膜片包括设于所述负极集流体的第一侧的负极第一膜片及负极第二膜片,所述负极膜片还包括设于所述负极集流体的第二侧的负极第三膜片及负极第四膜片;
9.所述负极片复合辊包括:
10.负极第一复合辊,所述负极第一复合辊设置成能够按照由近及远的顺序将所述负极第一膜片及所述负极第二膜片热复合于所述负极集流体的第一侧;
11.负极第二复合辊,所述负极第二复合辊设置于所述负极第一复合辊的下游,所述负极第二复合辊设置成能够按照由近及远的顺序将所述负极第三膜片及所述负极第四膜片热复合于所述负极集流体的第二侧。
12.在上述电芯制备装置的优选技术方案中,所述负极片补锂部包括第一侧喷液器,所述第一侧喷液器设于所述负极第一复合辊的上游;所述第一侧喷液器设置成向所述负极第一膜片和/或所述负极第二膜片喷涂含锂液;并且/或者,
13.所述负极片补锂部包括第二侧喷液器,所述第二侧喷液器设于所述负极第二复合辊的上游;所述第二侧喷液器设置成向所述负极第三膜片和/或所述负极第四膜片喷涂含锂液。
14.在上述电芯制备装置的优选技术方案中,所述正极片复合辊设置成能够将所述正极集流体和位于所述正极集流体两侧的所述正极膜片热复合,从而得到正极片。
15.在上述电芯制备装置的优选技术方案中,所述极片隔膜包括第一隔膜和第二隔膜,所述卷绕部设置成能够使卷绕产物的卷绕层按照以下顺序层叠:所述第二隔膜、所述正极片、所述第一隔膜和所述负极片。
16.在上述电芯制备装置的优选技术方案中,所述电芯成型组件还包括裁剪部,所述裁剪部设于所述卷绕部的上游,所述裁剪部设置成能够裁剪所述第二隔膜、所述正极片、所述第一隔膜和所述负极片。
17.在上述电芯制备装置的优选技术方案中,所述电芯成型组件的上游还设置有用于放卷所述第一隔膜的第一隔膜放卷器;并且/或者,
18.所述电芯成型组件的上游还设置有用于放卷所述第二隔膜的第二隔膜放卷器。
19.在上述电芯制备装置的优选技术方案中,所述负极片复合组件的上游还设置有以下至少一个:用于放卷所述负极集流体的负极集流体放卷器、用于放卷所述负极膜片的负极膜片放卷器;或者,
20.所述负极片复合组件的下游与所述电芯成型组件的上游还设置有负极片测长器和/或负极片纠偏器;或者,
21.所述正极片复合组件的上游还设置有以下至少之一:用于放卷所述正极集流体的正极集流体放卷器、用于放卷所述正极膜片的正极膜片放卷器;或者,
22.所述正极片复合组件的下游与所述电芯成型组件的上游还设置有正极片测长器和/或正极片纠偏器;或者,
23.所述电芯成型组件的下游还设置下线装置。
24.在上述电芯制备装置的优选技术方案中,所述电芯成型组件还包括用于对所述卷绕部的卷绕产物贴胶的贴胶部;并且/或者,
25.所述含锂液为惰性锂粉胶液。
26.在上述电芯制备装置的优选技术方案中,所述负极集流体为铜箔;并且/或者,
27.所述正极集流体为铝箔。
28.本实用新型的技术方案提供了一种电芯制备装置,电芯制备装置包括:
29.负极片复合组件,负极片复合组件包括负极片复合辊和负极片补锂部,负极片复合辊设置成:能够将负极集流体和负极膜片复合,从而得到负极片;其中,负极膜片均为双层,且负极片补锂部设置成向复合前的双层的负极膜片之间喷涂含锂液;
30.正极片复合组件,正极片复合组件包括正极片复合辊,正极片复合辊设置成能够将正极集流体和正极膜片复合,从而得到正极片;
31.电芯成型组件,电芯成型组件设置于负极片复合组件和正极片复合组件的下游,
且电芯成型组件包括卷绕部,卷绕部设置成能够使负极片、第一隔膜、正极片实现卷绕。
32.本实用新型的电芯制备装置通过向双层的负极膜片之间喷涂含锂液,再将负极膜片与负极集流体复合得到负极片,通过负极片、正极片与极片隔膜的卷绕,得到电芯,能够以相对较低的成本实现补锂,且量产效率较高。
附图说明
33.下面参照附图来描述本实用新型的电芯制备装置。附图中:
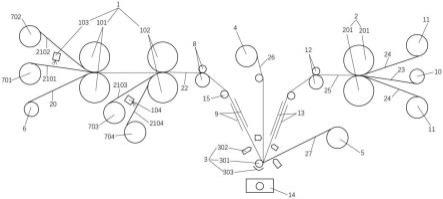
34.图1为本实用新型的结构示意图。
35.附图标记列表:
36.1-负极片复合组件,101-负极第一复合辊,102-负极第二复合辊,103-第一侧喷液器,104-第二侧喷液器,
37.2-正极片复合组件,201-正极片复合辊,
38.3-电芯成型组件,301-卷绕部,302-裁剪部,303-贴胶部,
39.4-第一隔膜放卷器,5-第二隔膜放卷器,6-负极集流体放卷器,
40.701-负极第一膜片放卷器,702-负极第二膜片放卷器,703-负极第三膜片放卷器,704-负极第四膜片放卷器,
41.8-负极片测长器,9-负极片纠偏器,10-正极集流体放卷器,11-正极膜片放卷器,12-正极片测长器,13-正极片纠偏器,14-下线装置,15-导向辊,
42.20-负极集流体,2101-负极第一膜片,2102-负极第二膜片,2103-负极第三膜片,2104-负极第四膜片,
43.22-负极片,23-正极集流体,24-正极膜片,25-正极片,26-第一隔膜,27-第二隔膜。
具体实施方式
44.下面参照附图来描述本实用新型的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本实用新型的技术原理,并非旨在限制本实用新型的保护范围。本领域技术人员可以根据需要对其作出调整,以便适应具体的应用场合。例如,尽管说明书中是以第一侧喷液器向负极第一膜片喷涂含锂液,第二侧喷液器向负极第四膜片喷涂含锂液举例进行描述的,但是,本实用新型显然可以采用其他类似的手段,比如第一侧喷液器向负极第二膜片喷涂含锂液,第二侧喷液器向负极第三膜片喷涂含锂液等。
45.需要说明的是,在本实用新型的描述中,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
46.此外,还需要说明的是,在本实用新型的描述中,除非另有明确的规定和限定,术语“设置”等应作广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体式连接;可以是直接相连,也可以通过中间媒介间接相连等。对于本领域技术人员而言,可根据具体情况理解上述术语在本实用新型中的具体含义。
47.为解决当前的补锂方式的生产成本较高且量产效率较低的问题,如图1所示,本实用新型提供了一种电芯制备装置,电芯制备装置包括:负极片复合组件1、正极片复合组件2、电芯成型组件3。
48.负极片复合组件1包括负极片复合辊和负极片补锂部,负极片复合辊设置成:能够将负极集流体20(可以是涂胶铜箔)和负极膜片(可以由石墨或硅碳等制成)复合,从而得到负极片22。其中,负极膜片包括设于负极集流体20的第一侧(在图1中为上侧)的负极第一膜片2101及负极第二膜片2102(由负极第一膜片2101及负极第二膜片2102构成负极膜片在负极集流体20的第一侧的双层结构),负极膜片还包括设于负极集流体20的第二侧(在图1中为下侧)的负极第三膜片2103及负极第四膜片2104(由负极第三膜片2103及负极第四膜片2104构成负极膜片在负极集流体20的第二侧的双层结构),负极膜片均为双层,且负极片补锂部设置成向复合前的双层的负极膜片之间喷涂含锂液(含锂液为惰性锂粉胶液,比如可以是粘稠度比较高且固含量为70%-90%)。具体地,负极片补锂部包括设于负极第一复合辊101的上游的第一侧喷液器103和设于负极第二复合辊102的上游的第二侧喷液器104。第一侧喷液器103向负极第一膜片2101的靠近负极第二膜片2102的侧面喷涂含锂液。第二侧喷液器104向负极第四膜片2104的靠近负极第三膜片2103的侧面喷涂含锂液。
49.负极片复合组件1的上游还设置有以下至少一个:用于放卷负极集流体20的负极集流体放卷器6、用于放卷负极膜片的负极膜片放卷器(负极膜片放卷器具体包括用于放卷负极第一膜片2101的负极第一膜片放卷器701、用于放卷负极第二膜片2102的负极第二膜片放卷器702、用于放卷负极第三膜片2103的负极第三膜片放卷器703、用于放卷负极第四膜片2104的负极第四膜片放卷器704)。各个放卷器的结构均是由筒体和筒体驱动部构成,筒体驱动部的输出端与筒体驱动连接,通过筒体驱动部的驱动,筒体可以实现放卷。
50.负极片复合辊包括:负极第一复合辊101和负极第二复合辊102(可以通过设置加热器等方式,能够对辊体实现加热)。
51.负极第一复合辊101设置成能够按照由近及远的顺序将负极第一膜片2101及负极第二膜片2102热复合于负极集流体20的第一侧。
52.负极第二复合辊102设置于负极第一复合辊101的下游,负极第二复合辊102设置成能够按照由近及远的顺序将负极第三膜片2103及负极第四膜片2104热复合于负极集流体20的第二侧,从而得到负极片22。
53.负极片复合组件1的下游与电芯成型组件3的上游还设置有负极片测长器8和/或负极片纠偏器9。其中,负极片测长器8包括两个转辊,可在其中的一个转辊上设置角度传感器(图中未示出),当负极片22通过时,转辊转动,根据角度传感器测得的转辊转动角度,即可获得负极片22的长度。此外,负极片纠偏器9可以采用直拉式纠偏机构(包括分别设于负极片22两侧的两个纠偏板)。
54.正极片复合组件2包括正极片复合辊201(可以通过设置加热器等方式,能够对辊体实现加热),正极片复合辊201设置成能够将正极集流体23(比如可以是涂胶铝箔)和位于正极集流体23两侧的正极膜片24(可以由磷酸铁锂、钴酸锂或锰酸锂等制成)进行热复合处理,从而得到正极片25。
55.正极片复合组件2的上游还设置有以下至少之一:用于放卷正极集流体23的正极集流体放卷器10、用于放卷正极膜片24的正极膜片放卷器11。正极片复合组件2的下游与电芯成型组件3的上游还设置有正极片测长器12和/或正极片纠偏器13。其中,正极片测长器12的结构及原理与负极片测长器8相同,正极片纠偏器13的结构及原理与负极片纠偏器9相同。
56.电芯成型组件3设置于负极片复合组件1和正极片复合组件2的下游,且电芯成型组件3包括卷绕部301、裁剪部302。电芯成型组件3的上游还设置有用于放卷极片隔膜(极片隔膜包括第一隔膜26和第二隔膜27,极片隔膜可以由pp或pe等制成)的极片隔膜放卷器。具体地,极片隔膜放卷器包括用于放卷第一隔膜26的第一隔膜放卷器4和用于放卷第二隔膜27的第二隔膜放卷器5。此外,电芯成型组件3的上游还设置有导向辊15,导向辊15可以设置多个,分别用于负极片22、正极片25、第一隔膜26等的导向。
57.具体地,通过调节负极片22、第一隔膜26、正极片25和第二隔膜27的位置,使得卷绕部301能够使卷绕产物的卷绕层按照以下顺序层叠:第二隔膜27、正极片25、第一隔膜26和负极片22。卷绕部301包括卷针和卷针驱动部,卷针驱动部的输出端与卷针驱动连接。
58.裁剪部302设于卷绕部301的上游,裁剪部302可以设置成四个,且分别能够裁剪负极片22、第一隔膜26、正极片25和第二隔膜27。每个裁剪部302均包括裁剪刀和裁剪刀驱动部,裁剪刀驱动部的输出端与裁剪刀驱动连接。而根据具体的负极片22、第一隔膜26、正极片25和第二隔膜27的各自特点,可以选择不同尺寸和不同锋利程度的裁剪刀,并且在有需要时,可以在要裁剪的负极片22等的两侧均设置裁剪部302。
59.电芯成型组件3还包括贴胶部303,贴胶部303用于对卷绕部301卷绕得到的电芯贴胶。由于本技术并未对贴胶部303的结构进行改动,因此本技术没有对电芯成型组件3的结构进行具体说明。本领域技术人员可以根据实际需求(比如电芯的尺寸等),选择恰当结构的贴胶部303。
60.电芯成型组件3的下游还设置下线装置14,比如传送带等,用于输送电芯,并且还可以设置相应的检测电芯的装置,并对检测不合格的电芯进行分拣。由于这并非本技术的改进点,因此本技术没有对下线装置14的结构进行具体说明。
61.综上所述,本实用新型的电芯制备装置通过向双层的负极膜片之间喷涂含锂液,再将负极膜片与负极集流体复合得到负极片,通过负极片、正极片与极片隔膜的卷绕,得到电芯,能够以相对较低的成本实现补锂,且量产效率较高。
62.需要说明的是,上述实施方式仅仅用来阐述本实用新型的原理,并非用于限制本实用新型的保护范围,在不偏离本实用新型原理的情况下,本领域技术人员能够对上述结构进行调整,以便本实用新型能够应用于更加具体的应用场景,这些都不偏离本实用新型的原理,因此都将落入本实用新型的保护范围之内。
63.例如,在另一种可替换的实施方式中,也可以将在上文中的替换前的实施方式中记载的电芯成型组件3的上游还设置有:用于放卷第一隔膜26的第一隔膜放卷器4和用于放卷第二隔膜27的第二隔膜放卷器5,替换为电芯成型组件3的上游不设置第一隔膜放卷器4和第二隔膜放卷器5中的至少一种(图中未示出)。这些都不偏离本实用新型的原理,因此都将落入本实用新型的保护范围之内。
64.例如,在另一种可替换的实施方式中,也可以将在上文中的替换前的实施方式中记载的负极片复合组件1的上游还设置有以下至少一个:用于放卷负极集流体20的负极集流体放卷器6、用于放卷负极膜片的负极膜片放卷器,替换为负极片复合组件1的上游不设置负极集流体放卷器6和负极膜片放卷器。这些都不偏离本实用新型的原理,因此都将落入本实用新型的保护范围之内。
65.例如,在另一种可替换的实施方式中,也可以将在上文中的替换前的实施方式中
记载的正极片复合组件2的上游还设置有以下至少之一:用于放卷正极集流体23的正极集流体放卷器10、用于放卷正极膜片24的正极膜片放卷器11,替换为正极片复合组件2的上游不设置正极集流体放卷器10和正极膜片放卷器11。这些都不偏离本实用新型的原理,因此都将落入本实用新型的保护范围之内。
66.例如,在另一种可替换的实施方式中,也可以将在上文中的替换前的实施方式中记载的负极片测长器8包括两个转辊,可在其中的一个转辊上设置角度传感器,替换为负极片测长器8包括两个转辊,可在其中的一个转辊的端部的非中心轴位置固定设置能够随着转辊转动的挡块,在转辊外设置红外收发器,且发射方向不与转辊的中心轴线相交。转辊每转动一次,则红外收发器能够检测到一次被挡块反射的红外线。根据连续两次检测到的反射红外线的时间间隔及转辊的半径,再结合时长,即可测得长度。这些都不偏离本实用新型的原理,因此都将落入本实用新型的保护范围之内。
67.例如,在另一种可替换的实施方式中,也可以将在上文中的替换前的实施方式中记载的第一侧喷液器103向负极第一膜片2101的靠近负极第二膜片2102的侧面喷涂含锂液,第二侧喷液器104向负极第四膜片2104的靠近负极第三膜片2103的侧面喷涂含锂液,替换为:第一侧喷液器103向负极第一膜片2101和负极第二膜片2102的互相靠近的侧面中的至少一个侧面喷涂含锂液;第二侧喷液器104向负极第三膜片2103和负极第四膜片2104的互相靠近的侧面中的至少一个侧面喷涂含锂液。这些都不偏离本实用新型的原理,因此都将落入本实用新型的保护范围之内。
68.当然,上述可以替换的实施方式之间、以及可以替换的实施方式和优选的实施方式之间还可以交叉配合使用,从而组合出新的实施方式以适用于更加具体的应用场景。
69.至此,已经结合附图所示的优选实施方式描述了本实用新型的技术方案,但是,本领域技术人员容易理解的是,本实用新型的保护范围显然不局限于这些具体实施方式。在不偏离本实用新型的原理的前提下,本领域技术人员可以对相关技术特征作出等同的更改或替换,这些更改或替换之后的技术方案都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1