一种可快速焊接的磷酸铁锂电池组的制作方法
1.本实用新型涉及磷酸铁锂电池组领域,具体为一种可快速焊接的磷酸铁锂电池组。
背景技术:
2.磷酸铁锂电池左边是橄榄石结构的lifepo4材料构成的正极,由铝箔与电池正极连接;右边是由碳(石墨)组成的电池负极,由铜箔与电池的负极连接;中间是聚合物的隔膜,它把正极与负极隔开,锂离子可以通过隔膜而电子不能通过隔膜;电池内部充有电解质,电池由金属外壳密闭封装,多块锂电池在组装时通过是将连接线焊接正负极的方式进行连接。
3.而在焊接多块电池之前,需要先将锂电池排列并拼接成一个完整的电池组,从而方便将电池之间的正负极通过连接线连接,人为对多块电池组排列会花费较多的时间并且电池组仍然不一定能够完全对齐,影响焊接组装锂电池组的进程。
技术实现要素:
4.针对现有技术存在的不足,本实用新型目的是提供一种可快速焊接的磷酸铁锂电池组,以解决上述背景技术中提出的问题,本实用新型结构新颖,通过连板组件的连接作用下,四组放置在放置框内部的锂电池可由竖直叠加状转变为水平贴合状,使四块电池组始终保持在同一水平线上,不会发生错位或者间隙过大的问题,在未进行焊接之前,将四组电池组沿放置框叠加放置,从而减小整体的占地空间。
5.为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种可快速焊接的磷酸铁锂电池组,包括放置框,所述放置框设有四组,且放置框内部安装有锂电池本体,所述锂电池本体正负极漏出放置框顶部开口处,且放置框顶部开口处覆盖有盖板,四组所述放置框两个设有连板组件,四组竖直排列所述放置框的背面设有支撑l型板。
6.进一步的,所述盖板顶部固定有凸块,且放置框底部开设有插槽,所述盖板通过凸块与上组放置框底部的插槽插接。
7.进一步的,所述放置框两侧开设有散热窗,其二散热窗表面上滑动连接有密封板。
8.进一步的,所述连板组件包括移动轴,两个所述放置框连接处设有移动轴,且移动轴对称转动连接有两个连板,所述连板另一端均通过转轴转动安装在对应放置框侧壁上。
9.进一步的,两个所述移动轴之间固定有第二弹簧,且移动轴的两个连板与各自放置框转轴连接处之间固定有第一弹簧。
10.进一步的,所述支撑l型板的水平面和竖直面通过合页转动连接,所述支撑l型板的水平面与叠加放置最底部放置框接触,且支撑l型板竖直面与四组叠加放置框背面挤压接触。
11.进一步的,所述支撑l型板背面通过转轴对称转动连接有两个支撑杆,且支撑杆低端与地面接触。
12.进一步的,所述放置框采用绝缘材料制成。
13.本实用新型的有益效果:本实用新型的一种可快速焊接的磷酸铁锂电池组,包括放置框;锂电池本体;插槽;盖板;凸块;连板组件;连板;移动轴;第一弹簧;第二弹簧;散热窗;密封板;支撑l型板;支撑杆;
14.1.该一种可快速焊接的磷酸铁锂电池组通过支撑板和支撑l型板的作用下,四组放置框叠加放置时,增加放置框叠加状态下的稳定性,支撑l型板背面通过支撑杆支撑在地面上保持稳定性。
15.2.该一种可快速焊接的磷酸铁锂电池组通过连板组件的作用下,在四组放置框叠加放置时,保持竖直方向的稳定性,在四组放置框水平放置时,将四组电池紧密贴合,且防止发生错位的问题。
16.3.该一种可快速焊接的磷酸铁锂电池组通过凸块与插槽的作用下,保持四组在竖直叠加放置时的稳定,在进行焊接时首先将盖板打开,将锂电池本体的正负极漏出。
17.4.该一种可快速焊接的磷酸铁锂电池组相对于现有技术,可进行竖直叠加状到水平拼接状的转换,从而可以根据需要转变状态实现快速焊接,或者收纳节省占地空间的目的,节约人为对准电池组的时间,电池组整体受到限位效果不会发生错位的问题。
附图说明
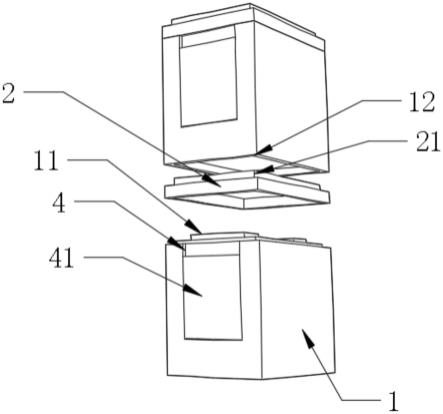
18.图1为本实用新型一种可快速焊接的磷酸铁锂电池组的放置框结构示意图;
19.图2为本实用新型一种可快速焊接的磷酸铁锂电池组的整体叠加放置正面结构示意图;
20.图3为本实用新型一种可快速焊接的磷酸铁锂电池组的整体叠加放置背面结构示意图;
21.图4为本实用新型一种可快速焊接的磷酸铁锂电池组的拼接结构示意图;
22.图中:1、放置框;11、锂电池本体;12、插槽;2、盖板;21、凸块;3、连板组件;31、连板;32、移动轴;33、第一弹簧;34、第二弹簧;4、散热窗;41、密封板;5、支撑l型板;51、支撑杆。
具体实施方式
23.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
24.请参阅图1至图4,本实用新型提供一种技术方案:一种可快速焊接的磷酸铁锂电池组,包括放置框1,所述放置框1设有四组,且放置框1内部安装有锂电池本体11,所述锂电池本体11正负极漏出放置框1顶部开口处,且放置框1顶部开口处覆盖有盖板2,四组所述放置框1两个设有连板31组件3,四组竖直排列所述放置框1的背面设有支撑l型板5,将锂电池本体11放置在放置框1内部,并用盖板2进行封闭,在不进行焊接时,将四组放置框1竖直叠加放置,通过连板组件3和支撑l型板5辅助支撑,焊接时,通过连板组件3和放置框1转动折叠,将四组放置框1由数值叠加变成水平贴合拼接,从而保持电池组在同一水平线上,方便焊接。
25.本实施例,所述盖板2顶部固定有凸块21,且放置框1底部开设有插槽12,所述盖板
2通过凸块21与上组放置框1底部的插槽12插接,盖板2与放置框1活动卡接,通过凸块21与插槽12的作用保持四组在竖直叠加放置时的稳定,在进行焊接时首先将盖板2打开,将锂电池本体11的正负极漏出。
26.本实施例,所述放置框1两侧开设有散热窗4,其二散热窗4表面上滑动连接有密封板41,通过滑道打开密封板41将散热窗4漏出可对放置框1内部进行散热。
27.本实施例,所述连板组件3包括移动轴32,两个所述放置框1连接处设有移动轴32,且移动轴32对称转动连接有两个连板31,所述连板31另一端均通过转轴转动安装在对应放置框1侧壁上,两个所述移动轴32之间固定有第二弹簧34,且移动轴32的两个连板31与各自放置框1转轴连接处之间固定有第一弹簧33,在四组放置框1竖直叠加放置时,移动轴32位于两个连板31与放置框1转轴连接处的竖直方向的一侧,移动轴32之间通过第二弹簧34连接,连板31之间通过第一弹簧33连接,在放置框1转动成水平状之前,首先拉动上组的放置框1向上移动,此时连板31转动移动轴32向中部移动,待凸块21脱离卡槽后转动折叠前三组放置框1,将其转动成与最低层的平行位置,并且在第一弹簧33和第二弹簧34的作用下,四个放置框1贴紧,此时移动轴32移动至放置框1转轴连接处的竖直方向的另一侧。
28.本实施例,所述支撑l型板5的水平面和竖直面通过合页转动连接,所述支撑l型板5的水平面与叠加放置最底部放置框1接触,且支撑l型板5竖直面与四组叠加放置框1背面挤压接触,所述支撑l型板5背面通过转轴对称转动连接有两个支撑杆51,且支撑杆51低端与地面接触,四组放置框1叠加放置时,支撑l型板5呈竖直状,底部平面托衬最底部的放置框1,竖直面与放置框1背面接触,可通过绑带进行绑定,增加放置框1叠加状态下的稳定性,支撑l型板5背面通过支撑杆51支撑在地面上保持稳定性,当四组放置框1水平拼接时,支撑l型板5沿合页处转动成水平状态,支撑杆51收回。
29.本实施例,所述放置框1采用绝缘材料制成,放置框1采用绝缘材料,能够避免在焊接或者放置的过程中锂电池发生漏电伤害焊接人员。
30.将锂电池本体11放置在放置框1内部,并用盖板2进行封闭,在不进行焊接时,将四组放置框1竖直叠加放置,在四组放置框1竖直叠加放置时,支撑l型板5呈竖直状,底部平面托衬最底部的放置框1,竖直面与放置框1背面接触,可通过绑带进行绑定,增加放置框1叠加状态下的稳定性,支撑l型板5背面通过支撑杆51支撑在地面上保持稳定性,移动轴32位于两个连板31与放置框1转轴连接处的竖直方向的一侧,移动轴32之间通过第二弹簧34连接,连板31之间通过第一弹簧33连接,焊接时,拉动上组的放置框1向上移动,此时连板31转动移动轴32向中部移动,待凸块21脱离卡槽后转动折叠前三组放置框1,将其转动成与最低层的平行位置,并且在第一弹簧33和第二弹簧34的作用下,四个放置框1贴紧,此时移动轴32移动至放置框1转轴连接处的竖直方向的另一侧,将四组放置框1由数值叠加变成水平贴合拼接,从而保持电池组在同一水平线上,支撑l型板5沿合页处转动成水平状态,支撑杆51收回,方便焊接。
31.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点,对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的
所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
32.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1