一种加强极耳结构的制作方法
1.本实用新型涉及电池生产技术领域,尤其涉及一种加强极耳结构。
背景技术:
2.极耳是锂离子电池的重要组件,是用于从电芯中将正负极引出来的金属导电体,由于极耳在卷绕和装配线流拉的过程中容易打折,因此需要对极耳进行加固,防止其弯折,目前的常用手段,是通过具有凸棱的辊筒在极耳上压出加强筋。
3.现有授权公告号为cn215697291u的实用新型专利,公开了一种改善极耳褶皱的装置,属于电池极耳加工装置的技术领域,解决现有技术的产品加工过程中因极耳加工区域的留白位置容易褶皱,引起翻折/跑带/断带等,致使电池的成品率降低的技术问题。其包括输送装置,用于电池极片的输送;压纹装置,在电池极片被输送过程中对所述待模切的区域进行碾压,且在所述待模切区域的中心线方向上等间隔形成纹印。
4.如上述技术方案中,极片呈带状,压轮对极片的两侧进行辊压形成加强筋,之后在极片具有加强筋的部分裁切出极耳的形状即可,但是现有的加强筋,多为从极片边缘向内延伸的线条,加强筋之间相互平行,该种加强筋的设置,会导致极耳边缘处结构强度高,在打mark孔时极耳不易切断,mark孔为标识孔,用于为后续的卷绕工序提供标识使用,若极耳开设mark孔的部分没有被完全裁下,会影响到后序工序的进行,影响生产效率。
技术实现要素:
5.有鉴于此,本实用新型提出了一种方便开孔的加强极耳结构,以解决现有极耳在打mark孔时因加强筋强度高而不易切断的问题。
6.本实用新型的技术方案是这样实现的:本实用新型提供了一种加强极耳结构,包括极耳本体和第一加强筋,其中,
7.所述极耳本体的形状为梯形,所述极耳本体包括梯形的顶边和底边;
8.所述第一加强筋设置于所述极耳本体的梯形下部,所述第一加强筋的中部凸向所述顶边,所述第一加强筋两端延伸至所述底边形成弧形结构。
9.在以上技术方案的基础上,优选的,所述第一加强筋呈半圆弧状,所述第一加强筋的数量至少为两根,相邻两所述第一加强筋同心设置,所述第一加强筋的圆心点位于所述底边的中点上根。
10.在以上技术方案的基础上,优选的,所述第一加强筋中,半径最大的所述第一加强筋的端点与所述极耳本体的侧边之间留有间隙。
11.在以上技术方案的基础上,优选的,所述第一加强筋中,半径最大的所述第一加强筋的弧顶与所述顶边之间的距离为所述顶边到所述底边距离的五分之一。
12.在以上技术方案的基础上,优选的,还包括第二加强筋,所述第二加强筋沿所述第一加强筋的半径设置,所述第二加强筋的起点为所述第一加强筋的圆心点,所述第二加强筋的终点在半径最大的所述第一加强筋上。
13.在以上技术方案的基础上,优选的,所述第二加强筋至少设置有三根,其中一根所述第二加强筋与所述底边相垂直,另外两根所述第二加强筋相对的设置在与所述底边相垂直的所述第二加强筋的两侧,三根所述第二加强筋之间的夹角为45
°
。
14.在以上技术方案的基础上,优选的,所述第一加强筋和所述第二加强筋辊压成型。
15.在以上技术方案的基础上,优选的,所述第一加强筋辊压成型,所述第二加强筋打点成型。
16.在以上技术方案的基础上,优选的,所述第一加强筋和所述第二加强筋的宽度均为1mm~2mm,所述第一加强筋和所述第二加强筋的凸起高度均为10μm~40μm。
17.在以上技术方案的基础上,优选的,所述第一加强筋至少设置有五条。
18.本实用新型的加强极耳结构相对于现有技术具有以下有益效果:
19.(1)通过在极耳本体上设置第一加强筋,且第一加强筋从极耳的底边凸向极耳的顶边,第一加强筋的弧顶距离极耳的顶边之间有一定的距离,该留存距离用于开设mark孔,由于此处没有加强筋,因此方便裁切,提高了开孔的便利性。
20.(2)通过设置若干同心的第一加强筋,且设置有第二加强筋串联若干根第一加强筋,如此一来,可有效的提高极耳在宽度和长度方向上的强度,以避免其在走带和过辊过程中受力形变。
附图说明
21.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
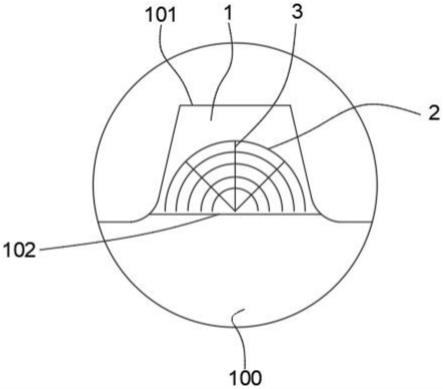
22.图1为本实用新型的加强极耳结构的结构图;
23.图2为本实用新型的加强极耳结构的开设mark孔结构图;
24.图3为现有极耳结构图;
25.图4为现有极片辊压后结构图;
26.图5为现有极片裁切出极耳结构图;
27.图中:极耳本体1、顶边101、底边102、第一加强筋2、第二加强筋3;极片100、mark孔200。
具体实施方式
28.下面将结合本实用新型实施方式,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
29.常规极耳加强筋,如图4所示,是从极片100的边缘向内延伸,平行设置有若干根,极片100经辊压工序形成加强筋后,再如图5所示,裁切出极耳的形状即可;但该种结构的加强筋,会干涉在极耳上开设mark孔200,使得极耳不易裁断;mark孔200为标识孔,用于为后续的卷绕工序提供标识使用,若极耳开设mark孔的部分没有被完全裁下,会影响到后序工
序的进行,有鉴于此,本技术方案对其予以改良。
30.如图1~3所示,本实用新型的加强极耳结构,包括极耳本体1、第一加强筋2和第二加强筋3;
31.其中,极耳本体1的形状为梯形,极耳本体1包括梯形的顶边101和底边102;第一加强筋2设置于极耳本体1的梯形下部,第一加强筋2的中部凸向顶边101,第一加强筋2两端延伸至底边102形成弧形结构;
32.具体的,第一加强筋2呈半圆弧状,第一加强筋2的数量至少为两根,相邻两第一加强筋2同心设置,第一加强筋2的圆心点位于底边102的中点上;
33.如上述结构,由于第一加强筋2设置在极耳本体1的梯形下部,因此极耳本体1的梯形上部结构强度不会得到提升,可方便开设mark孔200,提高了裁切便利性,从而避免因加强筋导致极耳无法裁断的问题;其次,由于第一加强筋2呈半圆弧状,其相较传统的纵向相互平行的加强筋,可有效的提高极耳本体1的纵向和横向结构强度,使极耳本体1的抗弯折能力更好;
34.具体的,第一加强筋2中,半径最大的第一加强筋2的弧顶与顶边101之间的距离为顶边101到底边102距离的五分之一;该距离的设置,适应极耳本体1的大小及mark孔200的开设需求,在保证有足够空间开设mark孔200的前提下,以避免无加强筋区域过大影响到极耳本体1的结构强度。
35.在本实施例中,作为一种优选方式,第一加强筋2中,半径最大的第一加强筋2的两端间距小于底边102的长度。
36.如上述结构,为了避免极耳本体1在加工裁切及输送过辊过程中发生弯折变形,因此,半径最大的第一加强筋2的端点与极耳本体1的侧边留有一定的距离,优选为0.25mm,使得第一加强筋2完全在极耳本体1中,防止干涉极耳本体1边缘,以保证极耳本体1的结构框架稳定。
37.在本实施例中,作为一种优选方式,第二加强筋3沿第一加强筋2的半径设置,第二加强筋3的起点为第一加强筋2的圆心点,第二加强筋3的终点在半径最大的第一加强筋2上;
38.如上述结构,第二加强筋3的设置,能够将若干根第一加强筋2连接为一体,进一步提高极耳本体1的抗弯折能力,可有效提高极耳本体1的底边102结构强度,由于极耳本体1是连接在极片100上,辊压后极片100还需依靠辊筒进行输送,该结构的设置,可避免极耳本体1在走带和过辊的过程中受力形变。
39.具体的,第二加强筋3至少设置有三根,其中一根第二加强筋3与底边102相垂直,另外两根第二加强筋3相对的设置在与底边102相垂直的第二加强筋3的两侧,三根第二加强筋3之间的夹角为45
°
;
40.由于第二加强筋3间隔均匀,因此在极耳本体1受力时,能够较好的将力分散承担,以保证极耳本体1的抗弯折效果,避免极耳本体1强度不均造成偏折现象。
41.在本极耳结构的具体生产过程中,第一加强筋2和第二加强筋3可采用辊压成型方式制成,第二加强筋3还可利用打点成型的方式制成,根据具体的工艺需求进行选用;
42.在本实施例中,作为一种优选方式,第一加强筋2和第二加强筋3的宽度均为1mm~2mm,第一加强筋2和第二加强筋3的凸起高度均为10μm~40μm,第一加强筋2至少设置有五
条;
43.上述数值,为加强筋设置的优选值,在保证极耳本体1具有足够强度同时,以减少加强筋的设置数量。
44.具体实施步骤,首先,极片100经辊筒进行输送,之后在极片100的两侧辊压出第一加强筋2和第二加强筋3,最后在极片100的边缘裁切出极耳本体1的形状并开设mark孔200即可。
45.以上仅为本实用新型的较佳实施方式而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1