电连接器的制作方法
1.本技术涉及一种电连接器,具体地涉及一种具有良好的防水效果的电连接器。
背景技术:
2.本部分提供与本技术有关的背景信息,但是这些信息并不必然构成现有技术。
3.随着各种便携式电子设备的使用场景越来越多样化,例如,手机、智能手表、平板电脑和其他小型电子产品被使用者随身携带。这些电子产品可能会暴露于水汽中,因此,这些电子产品的连接器的防水功能变得非常重要。如果在水汽进入充电端口的情况下对电子产品进行充电,电子产品很可能就会被烧坏,严重时还会引起爆炸,从而对使用者的生命安全产生威胁。相关技术的电子产品结构无法满足高要求的防水功能或者防水效果较差,因此迫切需要对电连接器的密封结构进行改进,以期提高电子产品的防水性能。
4.然而,现有的连接器的防水性能不理想。相关技术的电连接器的密封件连接到设置在电连接器的壳体上的凸起结构上,并且该密封件在与电连接器的插入方向垂直的方向上与电子产品的端口结构形成干涉配合。在这种结构的电连接器中,在与插入方向垂直的方向上实现有效密封。
5.然而,相关技术中如上所述的这种密封结构的设计使得电连接器的结构变得复杂且结构上不紧凑。此外,相关技术的密封件通过模制成型,生产周期长,效率低,并且模具成本非常昂贵。这种密封设计的电连接器在多次插/拔过程中,电连接器的密封件会与电子产品的端口的侧壁产生接触摩擦,从而导致密封件的磨损,严重影响密封件的使用寿命。此外,模制成型的密封圈与凸起结构之间存在间隙,随着时间的推移,在对这种电连接器进行很多次的插/拔之后,很容易出现密封件脱落的问题,使得密封件的密封性能严重劣化。
6.因此,迫切需要一种在结构上更紧凑并且同时具有较高的防水性能的电连接器。
技术实现要素:
7.本部分提供本技术的总体概述,而不是本技术的全部范围或全部特征的全面披露。
8.本技术的一方面提供了一种电连接器,该电连接器可以包括:端子组件,端子组件包括用于插入到电子产品的端口中以与电子产品的电路连接的近端端子部分;套设在端子组件的外侧的主壳体;以及外壳体,外壳体附接在主壳体和端子组件的外侧,其特征在于,在电连接器插入电子产品的端口中的插入方向上,主壳体的近端端部延伸超出外壳体的近端端部,并且在主壳体的近端端部的延伸超出外壳体的近端端部的外侧壁上设置有图案部,电连接器还包括uv密封件,uv密封件附接至主壳体的图案部。
9.根据本技术的示例性实施方式的电连接器,在主壳体的近端端部的延伸超出外壳体的近端端部的外侧壁上设置有图案部,并且在主壳体的图案部上设置有uv密封件。通过如上的技术方案,uv密封件本身能够提供与主壳体之间非常紧密地密封,该电连接器的主壳体的设置有图案部的外侧壁的表面粗糙度高于主壳体的其余部分的表面粗糙度,从而进
一步显著地提高了uv密封件与主壳体的图案部之间的附着力。因此,在将电连接器连接至电子产品的端口时能够在该电连接器与电子产品的端口之间产生无缝地密封,以防止水汽/灰尘进入电连接器内部。因此,与现有技术中将密封件设置在复杂的凸起结构上从而实现密封的方式相比,通过本技术的技术方案能够在主壳体的图案部上直接设置密封件,无需在电连接器的壳体上额外的设置附加的凸起结构,从而能够在实现有效密封的同时实现更紧凑的结构设计。
10.在一些实施方式中,主壳体的图案部的表面粗糙度可以在edm 8-12的范围内。
11.根据本技术的电连接器的主壳体的图案部的表面粗糙度在edm 8-12的范围内,使得能够在插/拔过程中在该uv密封件与主壳体的附接区域(即图案部)产生与在插/拔过程中施加到该电连接器上的力相反的反作用力,从而使得uv密封件更牢固的粘附在电连接器件的主壳体上。
12.在一些实施方式中,图案部可以包括由斜纹图形、网格图形、或预定符号图形中的至少一者形成的图案。
13.在一些实施方式中,斜纹可以为具有相反方向条纹的图形。
14.在一些实施方式中,斜纹可以为曲折纹。
15.在一些实施方式中,预定符号图形可以包括星形、h形或x形中的至少一者。
16.在一些实施方式中,图案部沿插入方向设置在主壳体的外侧壁的距离主壳体的近端边缘0.5mm至1.5mm的宽度范围内。
17.通过将图案部构造成具有由斜纹图形、网格图形、或预定符号图形中的至少一者形成的图案,从而使得uv密封件与主壳体附接区域能够提供期望的摩擦力,以将uv密封件牢固地附接在附接区域中,即使在插/拔过程中也是如此,从而显著提高了电连接器的防水效率和使用寿命。
18.在一些实施方式中,uv密封件可以为可弹性变形件,并且uv密封件被构造成:使得uv密封件能够在被插入到电子产品的端口中且与电子产品的端口结构相接触时产生弹性变形,从而在与插入方向垂直的方向上与电子产品的端口结构形成干涉配合。
19.通过将本技术的电连接器的uv密封件设置为可弹性变形件,从而使得uv密封件在与插入方向垂直的方向上与电子产品的端口结构形成干涉配合,从而在电连接器与电子产品的端口结构之间产生严密且有效的密封,防止水汽/灰尘通过电子产品的端口进入到电子产品内部,提高了电子产品的使用安全性。
20.在一些实施方式中,uv密封件被构造成具有围绕主壳体的近端端部沿周向连续地延伸的环形形状,并且uv密封件构造成具有与主壳体的延伸超出外壳体的近端端部的外侧壁的近端端部形成形位配合的附接表面。
21.在一些实施方式中,uv密封件在插入方向上的宽度可以在0.5mm至1.5mm的范围内。
22.在一些实施方式中,在主壳体的近端端部包括沿主壳体的周向连续地设置的凸缘部,凸缘部朝向主壳体的径向外侧延伸,在主壳体的近端端部的延伸超出外壳体的外侧壁部分与凸缘部的和外侧壁部分相连续地延伸的凸缘表面之间形成有台阶部。
23.在一些实施方式中,uv密封件设置在台阶部处,并且uv密封件被构造成具有围绕主壳体的近端端部沿周向连续地延伸的环形形状,并且uv密封件构造成具有与主壳体的延
伸超出外壳体的近端端部的外侧壁的近端端部形成形位配合的第一附接表面、与主壳体的凸缘部的凸缘表面形成形位配合的第二附接表面、以及连接第一附接表面和第二附接表面的非附接表面。
24.通过在该电连接器的主壳体的一体式凸缘部的凸缘表面上形成台阶部,密封件与该台阶部形成形位配置,从而显著增加了密封件的密封性。将主壳体的一体式凸缘部的凸缘表面作为支撑基部,即使在插/拔过程中对电连接器产生了较大的作用力的情况下,该支撑基部能够为密封件提供很强的支撑作用,从而进一步增强了密封件的密封效果和使用寿命。
25.另外,由于根据本技术的密封件是以主壳体的凸缘表面为支撑基部,因此,与现有技术中将密封件设置在凸起结构上从而实现密封的方式相比,通过本技术的技术方案能够实现一体式凸缘部结构设计,无需在电连接器的壳体上额外的设置附加的结构,从而能够在实现有效密封的同时实现更紧凑的结构设计。
26.在一些实施方式中,uv密封件在沿插入方向的近端端部的非附接表面处可以设置有斜角部,并且斜角部的倾斜外表面相对于uv密封件的近端端表面可以形成20度至40度夹角。
27.在一些实施方式中,uv密封件可以由uv胶粘剂制成。
28.在一些实施方式中,电连接器可以为usb type-c型电连接器。
29.本技术的另一方面提供了一种制造根据本技术的示例性实施方式的电连接器的方法,该方法可以包括:提供端子组件,端子组件包括用于插入到电子产品的端口中以与电子产品的电路连接的近端端子部分;提供主壳体,在靠近主壳体的近端端部处在主壳体的外表面上形成有图案部;将主壳体套设在端子组件的外侧,使得主壳体覆盖端子组件的至少一部分并且使端子组件的近端端子部分从主壳体的近端端部露出;提供外壳体;将外壳体附接在主壳体和端子组件的外侧,使得主壳体的图案部延伸超出外壳体的近端端部;以及沿主壳体的周向在图案部处施加uv胶粘剂,并使用紫外光对uv胶粘剂进行照射,使得uv胶粘剂固化从而形成附接至图案部的uv密封件。
30.根据本技术的制造根据本技术的示例性实施方式的电连接器的方法,通过沿主壳体的周向在图案部处施加uv胶粘剂,并使用紫外光对uv胶粘剂进行照射,使得uv胶粘剂固化从而形成附接至图案部的uv密封件。根据本技术的上述技术方案,电连接器的该uv密封件是通过采用紫外线照射uv胶粘剂使其固化而形成的,由于uv胶粘剂的固化速度快,几秒至几十秒即可完成固化,因而能够快速制成uv密封件,有利于自动化生产线,从而提高劳动生产率。
31.在一些实施方式中,提供主壳体可以包括:在靠近主壳体的近端端部处对主壳体的外表面进行冲压处理以形成图案部,使得主壳体的图案部的表面粗糙度在edm 8-12的范围内。
32.在一些实施方式中,提供主壳体可以包括:在靠近主壳体的近端端部处对主壳体的外表面进行压花或滚花处理以形成图案部,使得主壳体的图案部的表面粗糙度在edm 8-12的范围内。
33.通过根据本技术的制造电连接器的方法,在根据本技术的电连接器的靠近主壳体的近端端部处对主壳体的外表面进行处理以形成图案部,使得使得主壳体的图案部的表面
粗糙度在edm 8-12的范围内,从而使得uv密封件能够在插/拔过程中在该uv密封件与主壳体的附接区域(即图案部)产生与在插/拔过程中施加到该电连接器上的力相反的反作用力,从而使得uv密封件更牢固的粘附在电连接器件的主壳体上。
附图说明
34.通过以下参照附图的描述,本技术的实施方式的特征和优点将变得更加容易理解,附图并非按比例绘制,并且一些特征被放大或缩小以显示特定部件的细节,在附图中:
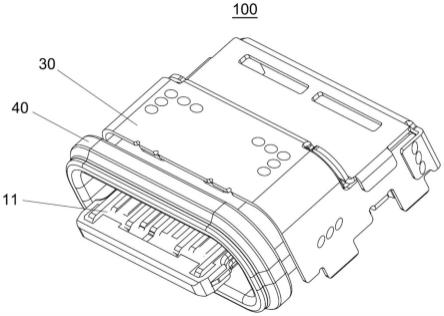
35.图1示出了根据本技术的示例性实施方式的电连接器的俯视立体图;
36.图2示出了根据本技术的示例性实施方式的电连接器的仰视立体图;
37.图3a和图3b示出了根据本技术的示例性实施方式的电连接器的分解示意图;
38.图4示出了根据本技术的示例性实施方式的电连接器主视图;
39.图5示出了根据本技术的示例性实施方式的电连接器的俯视图;
40.图6示出了根据本技术的示例性实施方式的电连接器的仰视图;
41.图7示出了根据本技术的示例性实施方式的电连接器的侧视图;
42.图8示出了根据本技术的示例性实施方式的沿着图7中的h-h线截取的电连接器的截面图;
43.图9示出了根据本技术的示例性实施方式的电连接器与电子产品的端口配合的示意图;
44.图10a示出了根据本技术的一示例性实施方式的制造电连接器的方法的流程图;以及
45.图10b示出了根据本技术的另一示例性实施方式的制造电连接器的方法的流程图。
具体实施方式
46.下面将参照附图借助于本技术的示例性实施方式对本技术进行详细描述。应指出的是,以下对本技术的详细描述仅是出于说明的目的,而不是对本技术进行限制。此外,在各个附图中采用相同的附图标记来表示相同的部件。
47.还应指出的是,为了清楚起见,在说明书和附图中并未描述和示出实际的特定实施方式的所有特征,另外,为了避免不必要的细节模糊了本技术关注的技术方案,在说明书和附图中仅描述和示出了与本技术的技术内容密切相关的布置结构,而省略了与本技术的技术内容关系不大的且本领域技术人员已知的其他细节。
48.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合附图对本技术的各实施例进行详细的阐述。然而,本领域的普通技术人员可以理解,在本技术各实施例中,为了使读者更好地理解本技术而提出了许多技术细节。但是,即使没有这些技术细节和基于以下各实施例的种种变化和修改,也可以实现本技术所要求保护的技术方案。以下各个实施例的划分是为了描述方便,不应对本技术的具体实现方式构成任何限定,各个实施例在不矛盾的前提下可以相互结合相互引用。
49.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序,并且不能理解为指
示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
50.接下来,将参照附图对根据本技术的一方面的电连接器的示例性实施方式进行详细地描述。
51.参考图1至图9,根据本技术的示例性实施方式的电连接器100可以包括端子组件10、主壳体20、外壳体30以及uv密封件40。电连接器100的端子组件10可以包括用于与电子产品的电路(未示出)进行电连接的导电端子。主壳体20和外壳体30可以是由金属材料(例如,铁、铝及其合金)制成的金属壳体。可选地,主壳体20和外壳体30可以是由铁制成的主铁壳体和外铁壳体。在一些实施方式中,导电端子可以为至少两排导电端子。端子组件10还包括位于导电端子之间的屏蔽件(未示出),该屏蔽件被配置成用于将两排导电端子之间的信号干扰进行屏蔽。此外,端子组件10还包括设置在导电端子之间的中隔板(未示出),以将两排导电端子彼此间隔开。
52.如图1至图9所示,电连接器100的端子组件10可以包括用于插入到电子产品的端口500中以与电子产品的电路连接的近端端子部分11。电连接器100的主壳体20可以套设在端子组件10的外侧。主壳体20可以覆盖端子组件10的至少一部分并且使端子组件10的近端端子部分11从主壳体20的近端端部露出。
53.可以理解,本技术的描述中所使用的用语“近端端部”指的是相应零部件的在电连接器插入电子产品的端口的插入方向上位于前进侧的端部,而用语“远端端部”指的是相应零部件的在电连接器插入电子产品的端口的插入方向上背离前进侧的端部。换言之,“远端端部”与“近端端部”分别指示在电连接器插入电子产品的端口的插入方向上位于相应零部件的相反两端的端部。
54.在根据本技术的一些可选的实施方式中,电连接器100的外壳体30可以附接在主壳体20和端子组件10的外侧。在电连接器插入电子产品的端口500中的插入方向(如图9的第一方向所示)上,主壳体20的近端端部可以延伸超出外壳体30的近端端部。如图3a和图3b所示,在主壳体20的近端端部的延伸超出外壳体30的近端端部的外侧壁上可以设置有图案部25,电连接器100还可以包括uv密封件40,uv密封件40附接至主壳体20的图案部25。在一些可选的实施方式中,uv密封件40可以在插入方向上与外壳体30间隔开,如图7和图8所示。
55.根据本技术的示例性实施方式的电连接器,在主壳体的近端端部的延伸超出外壳体的近端端部的外侧壁上设置有图案部,并且在主壳体的图案部上设置有uv密封件。通过如上的技术方案,uv密封件本身能够提供与主壳体之间非常紧密地密封,该电连接器的主壳体的设置有图案部的外侧壁的表面粗糙度高于主壳体的其余部分的表面粗糙度,从而进一步显著地提高了uv密封件与主壳体的图案部之间的附着力。因此,在将电连接器连接至电子产品的端口时能够在该电连接器与电子产品的端口之间产生无缝地密封,以防止水汽/灰尘进入电连接器内部。因此,与现有技术中将密封件设置在复杂的凸起结构上从而实
现密封的方式相比,通过本技术的技术方案能够在主壳体的图案部上直接设置密封件,无需在电连接器的壳体上额外的设置附加的凸起结构,从而能够在实现有效密封的同时实现更紧凑的结构设计。
56.在根据本技术的一些可选的实施方式中,主壳体的图案部的表面粗糙度可以在edm 8-12的范围内。
57.根据本技术的电连接器的主壳体的图案部的表面粗糙度在edm 8-12的范围内,使得能够在插/拔过程中在该uv密封件与主壳体的附接区域(即图案部)产生与在插/拔过程中施加到该电连接器上的力相反的反作用力,从而使得uv密封件更牢固的粘附在电连接器件的主壳体上。
58.在根据本技术的一些可选的实施方式中,图案部可以包括由斜纹图形、网格图形、或预定符号图形中的至少一者形成的图案。在根据本技术的一些可选的实施方式中,所述斜纹为具有相反方向条纹的图形。在根据本技术的一些优选的实施方式中,所述斜纹可以为曲折纹。在根据本技术的一些优选的实施方式中,所述预定符号图形可以包括星形、h形或x形中的至少一者。
59.在根据本技术的一些可选的实施方式中,图案部可以沿插入方向设置在主壳体的外侧壁的距离主壳体的近端边缘0.5mm至1.5mm的宽度范围内。通过将图案部构造成具有由斜纹图形、网格图形、或预定符号图形中的至少一者形成的图案,从而使得uv密封件与主壳体附接区域能够提供期望的摩擦力,以将uv密封件牢固地附接在附接区域中,即使在插/拔过程中也是如此,从而显著提高了电连接器的防水效率和使用寿命。
60.在根据本技术的一些可选的实施方式中,uv密封件40为可弹性变形件。如图9所示,该uv密封件可以被构造成:使得uv密封件40能够在被插入到电子产品的端口中且与电子产品的端口结构相接触时产生弹性变形,从而在与插入方向垂直的方向(如图9的第二方向所示)上与电子产品的端口结构500形成干涉配合。
61.通过将本技术的电连接器的uv密封件设置为可弹性变形件,从而使得uv密封件在与插入方向垂直的方向上与电子产品的端口结构形成干涉配合,从而在电连接器与电子产品的端口结构之间产生严密且有效的密封,防止水汽/灰尘通过电子产品的端口进入到电子产品内部,提高了电子产品的使用安全性。
62.在一些实施方式中,设置在主壳体的图案部上的密封件在与插入方向垂直的方向(如图9的第二方向所示)上的最外缘的尺寸大于电连接器将要插入的电子产品的端口在对应方向上的尺寸,从而在与插入方向垂直的方向上与电子产品的端口产生干涉配合。
63.在一些实施方式中,如图9所示,uv密封件40可以被构造成能够在与插入方垂直的方向(如图9的第二方向所示)上产生0.1mm至0.25mm的弹性变形量且优选地产生0.15mm的弹性变形量。
64.在根据本技术的一些可选的实施方式中,uv密封件40可以构造成具有围绕主壳体的近端端部沿周向连续地延伸的环形形状,并且uv密封件40可以构造成具有与主壳体的延伸超出外壳体的近端端部的外侧壁的近端端部形成形位配合的附接表面41。
65.应该理解,本技术的所使用的术语“形位配合”指的是两个相互配合的部件在形状上和位置上形成相互抵接且紧密结合的关系。
66.在根据本技术的一些可选的实施方式中,uv密封件40在插入方向(如图9的第一方
向所示)上的宽度在0.5mm至1.5mm的范围内。在根据本技术的一些优选的实施方式中,uv密封件40在沿电连接器插入电子产品的端口500中的插入方向的宽度可以为0.95mm。更优选地,uv密封件40在沿电连接器插入电子产品的端口500中的插入方向的宽度可以为1.0mm。在电连接器的uv密封件与主壳体的外侧壁的附接区域中更大的范围内设置有图案部,从而显著增加摩擦力,防止uv密封件从主壳体脱落。
67.在根据本技术的一些可选的实施方式中,在主壳体20的近端端部可以包括沿主壳体的周向连续地设置的凸缘部21,凸缘部21朝向主壳体的径向外侧延伸,在主壳体20的近端端部的延伸超出外壳体30的外侧壁部分与凸缘部21的和外侧壁部分相连续地延伸的凸缘表面23之间形成有台阶部22,如图3a和图3b所示。
68.在根据本技术的一些可选的实施方式中,如图8所示,uv密封件40可以设置在台阶部22处。uv密封件40被构造成具有围绕主壳体的近端端部沿周向连续地延伸的环形形状,如图3a所示。uv密封件40可以构造成具有与主壳体的延伸超出外壳体的近端端部的外侧壁的近端端部形成形位配合的第一附接表面41、与主壳体的凸缘部的凸缘表面形成形位配合的第二附接表面42、以及连接第一附接表面和第二附接表面的非附接表面43,如图8所示。通过在该电连接器的主壳体的一体式凸缘部的凸缘表面上形成台阶部,密封件与该台阶部形成形位配置,从而显著增加了密封件的密封性。将主壳体的一体式凸缘部的凸缘表面作为支撑基部,即使在插/拔过程中对电连接器产生了较大的作用力的情况下,该支撑基部能够为密封件提供很强的支撑作用,从而进一步增强了密封件的密封效果和使用寿命。
69.另外,由于根据本技术的密封件是以主壳体的凸缘表面为支撑基部,因此,与现有技术中将密封件设置在凸起结构上从而实现密封的方式相比,通过本技术的技术方案能够实现一体式凸缘部结构设计,无需在电连接器的壳体上额外的设置附加的结构,从而能够在实现有效密封的同时实现更紧凑的结构设计。
70.在根据本技术的一些可选的实施方式中,如图9所示,uv密封件40在沿插入方向的近端端部的非附接表面处可以设置有斜角部45,并且斜角部的倾斜外表面相对于uv密封件40的近端端表面形成20度至40度夹角。在一些优选的实施方式中,斜角部的倾斜外表面相对于uv密封件40的近端端表面可以形成30度夹角
71.通过在uv密封件的近端端部设置斜角部45,并且斜角部45相对于密封件40的近端端表面形成20度至40度夹角(如图9所示),从而使得电连接器的密封件与电子产品的端口产生干涉配合的部分形成为渐缩的形状。具有这种渐缩结构的uv密封件能够使得减小在将该电连接器在插入/拔出时施加在密封件上的剥离力,从而确保电连接器的密封件能够非常牢固的附接在主壳体的附接区域,进一步减少了密封件脱落的可能性,显著增加了电连接器的密封性和使用寿命。
72.在根据本技术的一些可选的实施方式中,uv密封件40可以由uv胶粘剂制成。在一些实施方式中,密封件40可以采用可市售的紫外光固化uv胶粘剂(例如,hongjin uv5192)来制成。紫外光固化uv胶粘剂对塑胶、金属、玻璃等具有比较好的粘接力,具有低气味、低刺激性的特点。紫外光固化uv胶粘剂在紫外光照射下迅速固化为弹性胶膜,具有粘接强度高、耐振动、耐高温、耐久性好等特点,特别是在电子产品连接器、转接器、工业密封件等的产品中广泛应用,在工业电子产品中以密封、防尘、防水等为主要应用功能。并且紫外光固化uv胶粘剂不含溶剂,是环保无污染的。因此,根据本技术的示例性实施方式的电连接器的密封
件不会产生挥发性有机化合物(voc,volatile organic compounds),环境友好。
73.根据本技术的上述技术方案,电连接器的该密封件是通过采用紫外线照射uv胶粘剂使其固化而形成的。由于uv胶粘剂的固化速度快,几秒至几十秒即可完成固化,因而能够快速制成密封件,有利于自动化生产线,从而提高劳动生产率。
74.在根据本技术的一些可选的实施方式中,电连接器100可以为usb type-c型电连接器。
75.usb type-c连接器由于其尺寸更加纤薄、电源和数据传输方面性能更好而成为越来越受欢迎的usb连接器。通过本技术的技术方案的电连接器可以设计为usb type-c型电连接器,从而获得结构上更紧凑并且同时具有较高的防水性能的usb type-c型电连接器。
76.可以理解,在电连接器的主壳体和外壳体之间还可以设置有其他密封结构,本技术的对此没有进行说明,本领域技术人员可以根据需要进一步设置附加的密封和防水结构。
77.本技术的另一方面提供了一种用于制造本技术的示例性实施方式的电连接器的方法。根据本技术的示例性实施方式的用于制造电连接器的方法可以包括如图10a所示的步骤s1010至s1060。
78.具体而言,在步骤s1010中,提供端子组件10,所述端子组件包括用于插入到电子产品的端口中以与电子产品的电路连接的近端端子部分11。
79.在步骤s1020中,提供主壳体20。主壳体可以是由铁制成的主铁壳体。在靠近主壳体的近端端部处在主壳体的外表面上形成有图案部。
80.在步骤s1030中,将主壳体20套设在端子组件10的外侧,使得主壳体覆盖端子组件10的至少一部分并且使端子组件的近端端子部分从主壳体的近端端部露出。
81.在步骤s1040中,提供外壳体30。外壳体可以是由铁制成的外铁壳体。
82.在步骤s1050中,将外壳体30附接在主壳体和端子组件的外侧,使得主壳体的图案部延伸超出外壳体的近端端部。
83.在步骤s1060中,沿主壳体的周向在图案部处施加uv胶粘剂,并使用紫外光对uv胶粘剂进行照射,使得uv胶粘剂固化从而形成附接至图案部的uv密封件。
84.根据本技术的示例性实施方式的用于制造电连接器的方法,沿主壳体的周向在图案部处施加uv胶粘剂,并使用紫外光对uv胶粘剂进行照射,使得uv胶粘剂固化从而形成附接至图案部的uv密封件。根据本技术的上述技术方案,电连接器的该uv密封件是通过采用紫外线照射uv胶粘剂使其固化而形成的,由于uv胶粘剂的固化速度快,几秒至几十秒即可完成固化,因而能够快速制成uv密封件,有利于自动化生产线,从而提高劳动生产率。
85.应该理解,在本技术的实施方式中描述的制造电连接器的方法步骤例如步骤s1010至s1060的顺序仅仅是示例性的,这些步骤可以以不同的顺序执行,本技术对此不做限制。
86.在根据本技术的另一示例性实施方式的用于制造电连接器的方法中,提供端子组件的步骤s1010可以与步骤s1020、s1040、s1050和s1060并行地进行,最后进行步骤s1030。如图10b所示,根据本技术的另一示例性实施方式的用于制造电连接器的方法可以包括:步骤s1010,提供端子组件10,端子组件包括用于插入到电子产品的端口中以与电子产品的电路连接的近端端子部分11;以及步骤s1020,提供主壳体,主壳体可以是由铁制成的主铁壳
体。在靠近主壳体的近端端部处在主壳体的外表面上形成有图案部。如上所述,步骤s1010和步骤s1020可以并行地进行。
87.继续参考图10b,根据本技术的另一示例性实施方式的用于制造电连接器的方法还可以包括:步骤s1040,提供外壳体。外壳体可以是由铁制成的外铁壳体。
88.在步骤s1050中,将外壳体30附接在主壳体和端子组件的外侧,使得主壳体的图案部延伸超出外壳体的近端端部。
89.在步骤s1060中,沿主壳体的周向在图案部处施加uv胶粘剂,并使用紫外光对uv胶粘剂进行照射,使得uv胶粘剂固化从而形成附接至图案部的uv密封件。
90.最后,在步骤s1030中,将形成有uv密封件的主壳体20套设在端子组件10的外侧,使得主壳体覆盖端子组件10的至少一部分并且使端子组件的近端端子部分从主壳体的近端端部露出。
91.根据本技术的示例性实施方式的用于制造电连接器的方法,沿主壳体的周向在图案部处施加uv胶粘剂,并使用紫外光对uv胶粘剂进行照射,使得uv胶粘剂固化从而形成附接至图案部的uv密封件。根据本技术的上述技术方案,电连接器的该uv密封件是通过采用紫外线照射uv胶粘剂使其固化而形成的,由于uv胶粘剂的固化速度快,几秒至几十秒即可完成固化,因而能够快速制成uv密封件,有利于自动化生产线,从而提高劳动生产率。
92.此外,在根据本技术的制造电连接器的方法的一些可选的实施方式中,在步骤s1020中,提供主壳体20还可以包括:在靠近主壳体的近端端部处对主壳体的外表面进行冲压处理以形成图案部,使得主壳体的图案部的表面粗糙度在edm 8-12的范围内。
93.在根据本技术的制造电连接器的方法的一些可选的实施方式中,在步骤s1020中,提供主壳体20还可以包括:在靠近主壳体的近端端部处对主壳体的外表面进行压花或滚花处理以形成图案部,使得主壳体的图案部的表面粗糙度在edm 8-12的范围内。
94.通过根据本技术的制造电连接器的方法,在根据本技术的电连接器的靠近主壳体的近端端部处对主壳体的外表面进行处理以形成图案部,使得使得主壳体的图案部的表面粗糙度在edm 8-12的范围内,从而使得uv密封件能够在插/拔过程中在该uv密封件与主壳体的附接区域(即图案部)产生与在插/拔过程中施加到该电连接器上的力相反的反作用力,从而使得uv密封件更牢固的粘附在电连接器件的主壳体上。
95.虽然已经参照示例性实施方式对本公开进行了描述,但是应当理解,本公开并不局限于文中详细描述和示出的具体实施方式。在不偏离本公开的权利要求书所限定的范围的情况下,本领域技术人员可以对示例性实施方式做出各种改变。
96.在以上对本公开的示例性实施方式的描述中所提及和/或示出的特征可以以相同或类似的方式结合到一个或更多个其他实施方式中,与其他实施方式中的特征相组合或替代其他实施方式中的相应特征。这些经组合或替代所获得的技术方案也应当被视为包括在本公开的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1