一种SMD大电流车载电流互感器的制作方法
一种smd大电流车载电流互感器
技术领域
1.本实用新型涉及电流互感器技术领域,尤其涉及一种smd大电流车载电流互感器。
背景技术:
2.电流互感器是依据电磁感应原理将一次侧大电流转换成二次侧小电流来测量的仪器,被广泛应用于输、变、配电领域,其结构主要包括骨架、次级绕组和初级绕组。现有的隔离电流互感器采用普通的标准骨架制作,使得其只能用在初级电流较低的场合,若电流太大,则无论用铜箔还是多股线绕组均不好绕制,绝缘强度也难提高,不容易实现自动化加工制造。比如,为保证绕组间绝缘,需对初级绕组绕制严格控制,增大了加工难度。另外,初、次绕组均需将引线挂在骨架的针脚上,由于初级侧电流大,线径较粗,挂线在针脚时接点过大,带来一系列生产不便,导致工序较为复杂,生产成本高。
技术实现要素:
3.为克服前述现有技术的缺陷,本技术实施例提供一种smd大电流车载电流互感器,包括相互配合的骨架、相互绝缘隔离的绕组一和绕组二、磁芯,还包括设于所述骨架上的接线端子和盖子;所述绕组二是成型铜片,与所述骨架一起注塑成一体结构;所述磁芯包括左e型磁芯和右e型磁芯,安装到位后通过绝缘固定部件进行固定;所述接线端子注塑于所述骨架上,包括外露的上端子和下端子,所述上端子和所述下端子在所述骨架内部相互连接,且所述下端子的底面与所述绕组二的成型铜片的底面位于同一贴装平面;所述盖子盖设于所述骨架上,所述盖子设有可被吸附的顶部平面。
4.本实用新型的实施例还可采用如下可选/优选方案:
5.所述成型铜片是两个下端部分别具有折弯段的n形,所述折弯段的底面处于所述贴装平面上。
6.两个所述折弯段的折弯方向相同或相异。
7.两个所述折弯段的折弯方向相同且相互平行。
8.所述接线端子是c型端子,所述c型端子的弧形段与所述骨架注塑在一起并连接所述上端子和所述下端子,所述上端子为绕线端子,所述下端子为贴装端子,所述绕线端子和所述贴装端子被设置为上下错开。
9.所述骨架底部一体成型有过线凹槽,以便挂线于所述绕线端子的绕组线穿过并引至所述骨架的绕线部位。
10.所述骨架的底部还一体成型有隔离挡板,所述隔离挡板位于所述绕组一和所述绕组二之间。
11.所述盖子的周壁设有两个以上定位卡凸或定位孔,所述骨架上设有与所述定位卡凸匹配的定位孔或设有于所述定位孔匹配的定位卡凸,从而可将所述盖子固定连接于所述骨架上。
12.所述定位卡凸或定位孔分别位于所述盖子的相对的两个周壁上,相应的,所述骨
架上的定位孔或定位卡凸位于跟所述盖子的定位卡凸或定位孔相对应的部位。
13.所述骨架的绕线部位的两侧还分别一体成型有第一隔离端板和第二隔离端板;
14.所述盖子的顶部平面两侧还设有可对所述第一隔离端板和所述第二隔离端板进行限位的通孔,所述第一隔离端板和所述第二隔离端的顶面均不高于所述盖子的顶部平面。
15.本技术实施例中提供的一个或多个技术方案,与现有技术相比至少具有如下有益效果:
16.本技术实施例的电流互感器适于自动化生产,不但成本更低,且加工得到的产品的质量更稳定可靠。此外,还节省了清理、校正等费工费时的工艺步骤,大幅提升了生产效率,进一步降低了生产成本。
附图说明
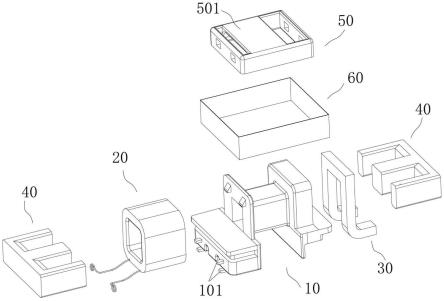
17.图1为本技术一个实施例的电流互感器的爆炸图;
18.图2a-2d分别是图1中骨架的不同视角的结构示意图;
19.图3a-3b分别是图1中盖子的不同视角的结构示意图;
20.图4为本技术一个实施例的电流互感器产品的立体图。
具体实施方式
21.本技术实施例中的技术方案为解决上述电流互感器产品生产不便、生产工序较为复杂和生产成本高的问题,通过将绕组二与所述骨架一起注塑成一体结构,将接线端子设置为相互连接的上端子和下端子并与所述骨架一起注塑成一体结构,将设有可被吸附的顶部平面的盖子盖设于所述骨架上等多个关键结构的改进,使得以上问题得以解决。
22.为了更好的理解上述技术方案,下面结合附图1-4和具体的实施方式对本实用新型作进一步说明,其中相同的附图标记表示相同的部件,除非另外特别说明。应该强调的是,下述说明仅仅是示例性的,而不是为了限制本实用新型的范围及其应用。本实用新型的背景部分可以包含关于本实用新型的问题或环境的背景信息,而不一定是描述现有技术。因此,在背景技术部分中包含的内容并不是申请人对现有技术的承认。
23.一种smd大电流车载电流互感器,如图1所示,包括相互配合的骨架10、相互绝缘隔离的绕组一20和绕组二30、磁芯40,还包括设于所述骨架10上的接线端子101和盖子 50。
24.所述磁芯40包括左e型磁芯和右e型磁芯,安装到位后通过绝缘固定部件60对二者进行固定。如图1和图2b所示,所述绕组二是成型铜片,与所述骨架一起注塑成一体结构。所述接线端子101是c型端子,与所述骨架10一起注塑成一体结构,所述c型端子 101的上、下两个端子外露,且所述c型端子101的下端子的底面与所述绕组二30的成型铜片的底面位于同一贴装平面。所述盖子50盖设于所述骨架10上,所述盖子50设有可被吸嘴吸附的顶部平面501。
25.本实施例中,如图2b所示,所述绕组二30(即所述成型铜片)被设置为:两个下端部分别具有折弯段(301,302)的n形,两个所述折弯段(301,302)的底面均处于所述贴装平面上。因所述成型铜片是通过注塑成型方式与所述骨架10结合为一体,故能够实现较好的折弯段的底面的平面度,并且在自动化加工过程中也能保持该平面度,以及保持与所述骨架
10的相对位置关系不发生变化。如图1所示,所述绕组二30的两个所述折弯段(301,302)的折弯方向相同且相互平行,但本领域技术人员知道,并不局限于此,两个所述折弯段(301,302)的折弯方向也可相异,不平行,只要能够保证相互之间所需的爬电距离及接线需求即可。
26.如图2a所示,所述c型端子101的弧形段于所述骨架10注塑在一起,外露的上端子为绕线端子1011,外露的下端子为贴装端子1012,所述绕线端子1011和所述贴装端子 1012被设置为上下错开,这样一来,位于上部的所述绕线端子1011的绕线、焊锡等都不会影响所述贴装端子1012的平贴度,而传统结构设计则经过绕线、焊锡后容易影响到平贴度,需要做清理、平贴度校正等工作,费工费时,严重影响生产效率,且难以保证处理的效果,进而影响到产品质量的稳定可靠性。需要说明的是,所谓“c型端子”是一个对其结构形式的通常的说法,并不完全局限于严格的c型,而是包含u型、n形等类似结构,其中主要是包括呈弧形或弯曲的中间段,用于注塑与所述骨架10中,跟所述骨架10结合为一体,所述中间段的上端外露与所述骨架10的一段作为所述绕线端子1011,所述中间段的下端外露与所述骨架10的一段作为所述贴装端子1012,所述贴装端子1012的底部是贴装面。该结构将所述绕线端子1011置于所述贴装端子1012的上方,距离贴装平面有一定的距离,因此挂线、焊锡等操作均不影响贴装面,而所述c型端子101通过注塑方式与所述骨架10中结合为一体,能可靠保证所述贴装端子1012的贴装面始终与所述骨架10 的贴装面保持一致。
27.如图2b所示,所述骨架10底部一体成型有过线凹槽102,以便挂线于所述绕线端子 101的绕组线穿过并引至所述骨架10的绕线部位104。所述过线凹槽102有两个,均位于两个所述绕线端子101之间的部位,可以节省绕线的长度。所述骨架10的底部还一体成型有隔离挡板103,所述隔离挡板103位于所述绕组一20和所述绕组二30之间,该物理隔离的方式可确保所述绕组一20和所述绕组二30之间的爬电距离,且在加工、运输等环节也不会发生变化。
28.如图3a所示,所述盖子50的周壁设有两个以上定位孔502,所述骨架10上设有与所述定位孔502匹配的定位卡凸105,从而可将所述盖子50固定连接于所述骨架10上。具体来说,所述定位孔502有四个,呈对称方式分布于所述盖子50的两个相对的周壁上,所述定位卡凸105呈楔形,朝上的一面是斜面,朝下的一面是平面,以便所述盒盖50盖合时更容易卡入定位孔中且不易脱出。在其它实施例中,所述定位孔502和所述定位卡凸 105可设置位置互换,即所述盖子50的周壁上设朝向内侧的卡凸,而在所述骨架10上设定位槽,也能实现同样的技术效果。此外,所述卡凸和定位孔的数量也不局限于四个,而是可以根据电流互感器的大小进行增减。
29.在另外的实施例中,如图3b和图4所示,所述骨架10的绕线部位104的两侧还分别一体成型有第一隔离端板106和第二隔离端板107;所述盖子50的两侧还分别设有可供所述第一隔离端板106和所述第二隔离端板107伸出的通孔(506,507),所述第一隔离端板106和所述第二隔离端107的顶面均与所述盖子50的顶部平面平齐。该结构方式,既可通过结构本身对两个部件的相对位置进行多自由度定位,又能不增加或尽可能少的增加产品的厚度。此外,所述绕线部位104与所述第一隔离端板106和所述第二隔离端板107 的两个端部还设有r角,以增加所述骨架10的强度。再者,如图2d所示,该结构中,所述骨架10的所述定位卡凸105分别位于所述第一隔离端板106和所述第二隔离端板107 的外侧面上,所述第二隔离
端板107的外侧面还设有铜片定外孔1071,用于配合所述绕组二30上相应部位上的定位凸起进行定位,以避免在注塑等过程中发生错位现象。所述铜片定外孔1071优选位于两个所述定位卡凸105之间的部位。
30.本技术的实施例,针对现有技术的电流互感器产品不便于自动化生产及自动化生产效率低、产品质量没保障等问题进行了改良,从而大幅度提升了生产效率,且产品的质量更加稳定有保障。
31.尽管已描述了本实用新型的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本实用新型范围的所有变更和修改。
32.在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
33.显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1