一种气体放电灯的充气机的制作方法
1.本实用新型涉及灯管加工技术领域,尤指一种气体放电灯的充气机。
背景技术:
2.灯是一种将电能转换为光能的器件,气体放电灯是一种可以通过放电激活灯泡内的特殊气体引起发光的灯具,在气体放电灯的生产过程中,需要在灯管封泡前对灯管内部进行抽真空、清洗、充气的操作,对其电极进行激活操作,在充气完成后需要将灯管和充气管的连接处熔断以将灯管断口封闭。目前,对于气体放电灯的上述加工过程没有专门的设备统一进行,需要分步骤将产品转移到不同工位的设备上进行相应的加工过程,在转移过程中容易造成产品被污染及产生磨损,其加工过程较为复杂,人力投入大,生产效率低。
技术实现要素:
3.本实用新型所要解决的问题在于,提供一种气体放电灯的充气机,提高加工过程的自动化程度,减少人力投入,提高生产效率。
4.解决上述技术问题要按照本实用新型提供的一种气体放电灯的充气机,包含机柜,机柜上设置有充气工位、电极激活工位、熔封工位;充气工位包含定位机构、抽真空机构、充气机构,定位机构包含设置于机柜上的龙门支撑架、若干并列设置于龙门支撑架前侧的定位组件;当气体放电灯被定位在定位组件上后,抽真空机构对气体放电灯进行抽真空操作,充气机构对气体放电灯进行充气清洗操作和充气操作;电极激活工位包含高频机、设置于机柜上可驱动高频机在x轴向、y轴向、z轴向上移动的三坐标驱动机构,高频机包含加热线圈;熔封工位包含支撑座、设置于机柜上且与支撑座驱动连接的第一z轴向直线驱动装置、设置于支撑座上的第一y轴向直线驱动装置、若干驱动连接在第一y轴向直线驱动装置上且与定位组件对应设置的熔封组件,熔封组件对气体放电灯进行熔封操作。
5.优选地,定位组件包含固定连接在龙门支撑架上的三通阀体、设置于三通阀体底部且与三通阀体内部连通的充气接头;抽真空机构包含设置于机柜一侧的真空发生装置、与真空发生装置输出端连通的真空管道、连通设置在三通阀体一端和真空管道之间的真空连接管,三通阀体上设置有用于控制真空连接管一端通断状态的第一自动阀门;充气机构包含第一管道组、第二管道组,第一管道组、第二管道组均包含充气管道、连通设置在三通阀体一端和充气管道之间的充气连接管,三通阀体上设置有用于控制充气连接管一端通断状态的第二自动阀门。
6.优选地,三坐标驱动机构包含设置于机柜一侧的x轴向直线驱动装置、驱动设置于x轴向直线驱动装置上的第二z轴向直线驱动装置、驱动设置于第二z轴向直线驱动装置上的第二y轴向直线驱动装置,高频机驱动连接在第二y轴向直线驱动装置上。
7.优选地,熔封工位还包含垫板,垫板驱动连接在第一y轴向直线驱动装置上,熔封组件包含固定连接在垫板上的气动手指、固定连接于气动手指一侧的点火装置。
8.优选地,定位组件还包含y型连接件、活动套头、设置于龙门支撑架上的压头升降
气缸,三通阀体底部设置有与其内部连通设置的通气管,活动套头套设在通气管和充气接头上以实现通气管和充气接头的连通,通气管可在活动套头内活动,三通阀体和龙门支撑架之间通过连接板固定连接,y型连接件包含主臂、两个对称设置于主臂一端的支臂,连接板铰接在两支臂之间,活动套头铰接在两支臂一端之间,压头升降气缸的输出轴铰接在主臂另一端。
9.优选地,支撑座两端均固定连接有连接板,连接板滑动连接在龙门支撑架上。
10.优选地,龙门支撑架前侧并列设置有若干与定位组件对应设置的定位块。
11.优选地,第一z轴向直线驱动装置、第一y轴向直线驱动装置、第二y轴向直线驱动装置均为气缸,x轴向直线驱动装置、第二z轴向直线驱动装置均为丝杆滑台。
12.优选地,第一自动阀门、第二自动阀门均为电磁阀或气动阀。
13.本实用新型的有益效果为:本实用新型提供一种气体放电灯的充气机,设置独特的结构,将气体放电灯安装在定位组件上定位,真空发生装置可以通过真空管道对气体放电灯抽真空,并让充气机构对气体放电灯进行充气清洗操作,通过三坐标驱动机构驱动高频机在x轴向、y轴向、z轴向上移动,以让高频机的加热线圈轮流套在两端电极上对电极进行加热激活,充气机构还可以往气体放电灯中充入特殊气体,灯管内充气完成后再通过第一z轴向直线驱动装置、第一y轴向直线驱动装置驱动熔封组件分别在z轴向、y轴向上移动,以让熔封组件靠近气体放电灯并对灯管和充气管连接处进行熔封操作,实现对气体放电灯电极激活、抽真空、清洗、充气、熔封加工过程的自动化,可以简化生产过程,节省人力,降低生产成本,提高生产效率。
附图说明
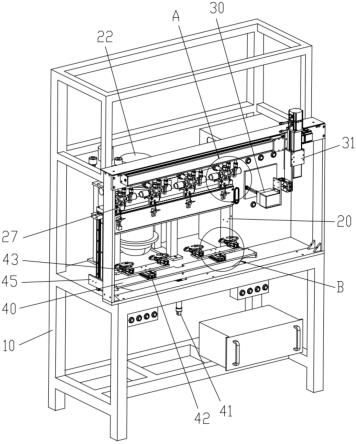
14.图1例示了本实用新型的外形结构示意图。
15.图2例示了本实用新型的正视图。
16.图3例示了本实用新型图1中a部的局部放大结构示意图。
17.图4例示了本实用新型图1中b部的局部放大结构示意图。
18.图5例示了本实用新型图2中c部的局部放大结构示意图。
19.图6例示了本实用新型的左视图。
20.图7例示了本实用新型图6中d部的局部放大结构示意图。
21.附图标号说明:机柜10、龙门支撑架20、定位组件21、三通阀体210、充气接头211、真空发生装置22、真空管道220、真空连接管221、第一自动阀门222、第一管道组23、充气管道230、充气连接管231、第二自动阀门232、定位块24、第二管道组25、通气管26、活动套头27、y型连接件270、主臂271、支臂272、压头升降气缸28、连接板29、高频机30、加热线圈300、三坐标驱动机构31、x轴向直线驱动装置310、第二z轴向直线驱动装置311、第二y轴向直线驱动装置312、支撑座40、第一z轴向直线驱动装置41、第一y轴向直线驱动装置42、熔封组件43、气动手指430、点火装置431、垫板44、连接板45、气体放电灯50、灯管51、充气管52、电极53。
具体实施方式
22.为使本公开实施例的目的、技术方案和优点更加清楚,下面将结合本公开实施例
的附图,对本公开实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本公开的一部分实施例,而不是全部的实施例。
23.基于所描述的本公开的实施例,本领域普通技术人员的在无需创造性劳动的前提下所获得的所有其他实施例,都属于本公开保护的范围。
24.参考图1-图7。
25.本实用新型提供一种气体放电灯的充气机,包含机柜10,机柜10上设置有充气工位、电极激活工位、熔封工位;充气工位包含定位机构、抽真空机构、充气机构,定位机构包含设置于机柜10上的龙门支撑架20、若干并列设置于龙门支撑架20前侧的定位组件21;当气体放电灯50被定位在定位组件21上后,抽真空机构对气体放电灯50进行抽真空操作,充气机构对气体放电灯50进行充气清洗操作和充气操作;电极激活工位包含高频机30、设置于机柜10上可驱动高频机30在x轴向、y轴向、z轴向上移动的三坐标驱动机构31,高频机30包含加热线圈300;熔封工位包含支撑座40、设置于机柜10上且与支撑座40驱动连接的第一z轴向直线驱动装置41、设置于支撑座40上的第一y轴向直线驱动装置42、若干驱动连接在第一y轴向直线驱动装置42上且与定位组件21对应设置的熔封组件43,熔封组件43对气体放电灯进行熔封操作。
26.具体使用过程中,现有一种气体放电灯50,包含灯管51和连通在灯管51中部的充气管52,灯管51的两端均设置有电极53,将气体放电灯50安装在定位组件21上定位,先通过抽真空机构对气体放电灯50内部进行抽真空操作,然后通过充气机构对气体放电灯50内部充入清洗用的气体以对气体放电灯50进行充气清洗操作,清洗完成后再次让抽真空机构对气体放电灯50内部进行抽真空操作,再通过三坐标驱动机构31驱动高频机30在x轴向、y轴向、z轴向上移动,以让高频机30的加热线圈300轮流套在两端电极53上以对电极53进行加热激活,电极53激活完成后,再次通过抽真空机构对气体放电灯50进行抽真空操作,然后通过充气机构往气体放电灯50内充入特殊气体,待灯管51内部充气完成时,再通过第一z轴向直线驱动装置41、第一y轴向直线驱动装置42驱动熔封组件43分别在z轴向、y轴向上移动,以让熔封组件43靠近气体放电灯50并对灯管51和充气管52的连接处进行熔封操作,充气管52和灯管51的连接处将被熔断并对灯管51的断口进行封闭,实现对气体放电灯50的电极激活、抽真空、清洗、充气、熔封加工过程的自动化,可以简化生产过程,节省人力,降低生产成本,提高生产效率。
27.基于上述实施例,定位组件21包含固定连接在龙门支撑架20上的三通阀体210、设置于三通阀体210底部且与三通阀体210内部连通的充气接头211;抽真空机构包含设置于机柜10一侧的真空发生装置22、与真空发生装置22输出端连通的真空管道220、连通设置在三通阀体210一端和真空管道220之间的真空连接管221,三通阀体210上设置有用于控制真空连接管221一端通断状态的第一自动阀门222;充气机构包含第一管道组23、第二管道组25,第一管道组23、第二管道组25均包含充气管道230、连通设置在三通阀体210一端和充气管道230之间的充气连接管231,三通阀体210上设置有用于控制充气连接管231一端通断状态的第二自动阀门232。具体地,充气接头211与气体放电灯50的充气管52一端匹配,将第一管道组23、第二管道组25的充气管道230一端分别接到氮气供应管道和氙气供应管道上,先将气体放电灯50的充气管52一端插接到充气接头211上,然后通过真空发生装置30对真空管道220真空输出,控制第一自动阀门222打开后三通阀体210内部处于真空状态,灯管51内
的气体将被抽走;抽真空完成后,控制第一管道组23上的第二自动阀门232打开,第一管道组23上的氮气将通过充气管道230输送到三通阀体210上,以将氮气充入灯管51内以对灯管51内部作清洗;清洗完成后,再次通过抽真空机构将灯管51内的气体抽走以达到指定的真空值,控制第二管道组25上的第二自动阀门232打开,第二管道组25上的氙气将通过充气管道230输送到三通阀体210上,以将氙气充入灯管51内,抽真空、清洗、充气过程连续完成,有效地提高生产效率。
28.基于上述实施例,三坐标驱动机构31包含设置于机柜10一侧的x轴向直线驱动装置310、驱动设置于x轴向直线驱动装置310上的第二z轴向直线驱动装置311、驱动设置于第二z轴向直线驱动装置311上的第二y轴向直线驱动装置312,高频机30驱动连接在第二y轴向直线驱动装置312上。具体地,x轴向直线驱动装置310可驱动第二z轴向直线驱动装置311左右移动,第二z轴向直线驱动装置311可驱动第二y轴向直线驱动装置312上下移动,第二y轴向直线驱动装置312可驱动高频机30前后移动,从而控制高频机30的位置,以让加热线圈300轮流对不同定位组件21上的气体放电灯50的两端电极53作加热激活操作。
29.基于上述实施例,熔封工位还包含垫板44,垫板44驱动连接在第一y轴向直线驱动装置42上,熔封组件43包含固定连接在垫板44上的气动手指430、固定连接于气动手指430一侧的点火装置431。具体地,第一z轴向直线驱动装置41可驱动第一y轴向直线驱动装置42上下移动,第一y轴向直线驱动装置42可驱动垫板44前后移动从而带动若干个熔封组件43前后移动,以让气动手指430上升到定位组件21侧将气体放电灯50的两端电极53夹紧,此时点火装置431的火枪将对准灯管51和充气管52的连接处,以将灯管51和充气管52的连接处熔断并将灯管51的断口封闭。
30.基于上述实施例,定位组件还包含y型连接件270、活动套头27、设置于龙门支撑架20上的压头升降气缸28,三通阀体210底部设置有与其内部连通设置的通气管26,活动套头27套设在通气管26和充气接头211上以实现通气管26和充气接头211的连通,通气管26可在活动套头27内活动,三通阀体210和龙门支撑架20之间通过连接板29固定连接,y型连接件270包含主臂271、两个对称设置于主臂271一端的支臂272,连接板29铰接在两支臂272之间,活动套头27铰接在两支臂272一端之间,压头升降气缸28的输出轴铰接在主臂271另一端。具体地,将气体放电灯50的充气管52一端插接到充气接头211上,通过压头升降气缸28对主臂271一端施加向上的推力,从而带动支臂272一端下降,活动套头27将沿着通气管26活动并带动充气接头211套合在气体放电灯50的充气管52上,以提高充气接头211与充气管52之间的插合密封性;在充气完成后,拿住气体放电灯50,通过压头升降气缸28带动主臂271向下复位,从而带动支臂272一端上升,以实现充气接头211与充气管52的脱离。
31.基于上述实施例,支撑座40两端均固定连接有连接板45,连接板45滑动连接在龙门支撑架20上。具体地,当第一z轴向直线驱动装置41驱动支撑座40上下移动时,连接板45将沿着龙门支撑架20外侧移动,提高支撑座40的移动稳定性。
32.基于上述实施例,龙门支撑架20前侧并列设置有若干与定位组件21对应设置的定位块24。具体地,将气体放电灯50的充气管52一端插接到充气接头211上后,灯管51内侧壁将靠在定位块24上,以保持充气管52处于竖直状态,可以起到定位作用,确保清洗和充气过程稳定进行。
33.基于上述实施例,第一z轴向直线驱动装置41、第一y轴向直线驱动装置42、第二y
轴向直线驱动装置312均为气缸,x轴向直线驱动装置310、第二z轴向直线驱动装置311均为丝杆滑台,其结构简单,具有良好的工作稳定性。
34.基于上述实施例,第一自动阀门222、第二自动阀门232均为电磁阀或气动阀,可以实现管道的通断控制,工作稳定性高。
35.以上实施方式仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通工程技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型的权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1