一种线材剥皮焊锡自动化设备的制作方法
1.本实用新型涉及线材切割技术领域,特别是涉及一种线材剥皮焊锡自动化设备。
背景技术:
2.type-c连接器需要和type-c线材连接焊接到一起,type-c线材需要先剥皮,剥离芯线外皮,露出导电芯线部分,芯线与type-c连接器焊接前还需要涂抹助焊膏、涂锡,然后进行焊接,芯线与type-c焊接时,由于芯线导体比较短,难以进行抹助焊膏、涂锡和焊接工作,对于剥皮焊锡的组装工作,一般是由工人手动剥线、裁切、浸助焊剂、焊锡等,人工剥线容易损伤到内部导电线材,人工难以保证剥皮露出芯线部分长度一致,过长造成线材浪费,过短不够焊接,此外人工难以保证助焊膏、锡涂抹量及涂抹的均匀性,组装效率较低,生产效率低、损材大、人工成本高。
3.基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种线材剥皮焊锡自动化设备。
技术实现要素:
4.本实用新型主要解决的技术问题是提供一种线材剥皮焊锡自动化设备,解决线材与连接器焊接问题,有效解决了现有线材工艺生产中的精度低、生产效率低、人工成本高的问题。
5.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种线材剥皮焊锡自动化设备,该种线材剥皮焊锡自动化设备包括机架、安装于机架上的载具输送机构、沿载具输送机构输送方向依次设置的用于对芯线外皮进行切割的镭射机构、用于剥离芯线外皮的剥皮机构、用于对芯线涂抹助焊膏的沾助焊膏机构、沾锡机构、用于裁切多余芯线的裁切机构、用于将芯线和连接器端子焊接的hot-bar焊接机构、及产品下料周转机构。
6.优选的是,所述载具输送机构包括线材载具、及驱动线材载具输送的输送模组,所述线材载具包括底板、转动连接于底板上的盖板,所述底板上设有用于摆放线材的线槽,所述底板和盖板上安装有相对的用于夹住线材的夹头,所述线材载具上还设置有便于夹取的开口。
7.优选的是,所述剥皮机构包括立板、前后气缸、移动架、弹性块、剥皮气缸、v型刀、及废料导向管,所述立板上安装有前后气缸,前后气缸驱动移动架沿直线滑轨方向前后移动,移动架上安装有弹性块,所述移动架上端安装有剥皮气缸,剥皮气缸驱动两v型刀上下移动,v型刀与弹性块上下相对,移动架上还安装有与弹性块水平相对的废料导向管。
8.优选的是,所述沾助焊膏机构包括载具翻转装置、及与载具翻转装置对接的装有助焊膏的料盒,所述载具翻转装置包括支撑架、活动插装于支撑架上的翻转架、安装于机架上的翻转气缸、及安装于翻转架底部的顶升夹爪,所述翻转气缸的活塞杆与翻转架连接,翻转气缸的活塞杆收缩带动线材载具翻转90度。
9.优选的是,所述沾锡机构包括与载具翻转装置结构相同的翻转装置、及与翻转装
置对接的粘锡装置,所述粘锡装置包括锡炉、第一顶升气缸、锡盒、第二顶升气缸、推拉气缸、及刮刀,锡炉侧端设置有第一顶升气缸,第一顶升气缸的活塞杆上安装有位于锡炉的锡盒,锡炉侧端还设置有第二顶升气缸,第二顶升气缸的活塞杆上安装有推拉气缸,推拉气缸的活塞杆上安装有刮刀,刮刀位于锡盒上方。
10.优选的是,所述hot-bar焊接机构包括用于提供type-c连接器的震动盘、与震动盘对接的错位机构、安装于机架上的hot-bar焊接模组、及安装于支架用于识别检测待焊产品的ccd模组。
11.与现有技术相比,本实用新型的有益效果是:
12.镭射机构和剥皮机构配合,先镭射裁切外皮,再剥掉线材外皮,弹性块的设置避免损伤产品;
13.沾助焊膏机构的载具翻转装置驱动装有线材的载具翻转90度,剥皮线材的芯线朝下,正好粘有助焊膏;
14.沾锡机构的翻转装置驱动装有线材的载具翻转90度,剥皮线材的芯线朝下,刮刀及时刮走加热后锡上层杂质,刮平锡层,粘有助焊膏的芯线于此处粘有锡;
15.裁切机构设置于剥皮机构、沾助焊膏机构和沾锡机构后侧,剥皮后芯线部分比较长,便于沾助焊膏、沾锡,完成上述动作后裁切多余芯线,保证芯线焊接长度一致;
16.hot-bar焊接机构能够自动将芯线和type-c连接器焊接到一起。
附图说明
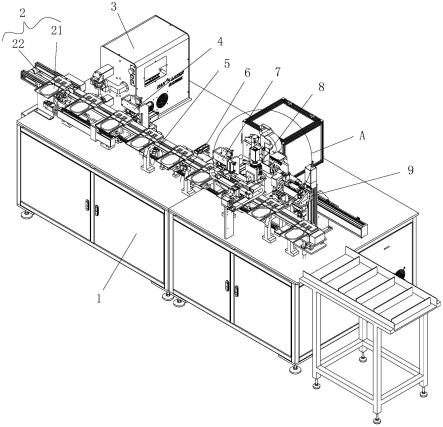
17.图1为一种线材剥皮焊锡自动化设备的结构示意图。
18.图2为一种线材剥皮焊锡自动化设备的载具输送机构结构示意图。
19.图3为一种线材剥皮焊锡自动化设备的线材载具结构示意图。
20.图4为一种线材剥皮焊锡自动化设备的剥皮机构结构示意图。
21.图5为一种线材剥皮焊锡自动化设备的沾助焊膏机构和沾锡机构的结构示意图。
22.图6为一种线材剥皮焊锡自动化设备的载具翻转装置结构示意图。
23.图7为一种线材剥皮焊锡自动化设备的粘锡装置结构示意图。
24.图8为图1局部a放大图。
25.其中,1、机架,2、载具输送机构,21、线材载具,211、底板,2110、线槽,2111、开口,212、盖板,213、夹头,22、输送模组,221、皮带输送线,222、等距输送机构,223、顶升移栽机构,224、皮带线,3、镭射机构,4、剥皮机构,41、立板,42、前后气缸,43、移动架,44、弹性块,45、剥皮气缸,46、v型刀,47、废料导向管,5、沾助焊膏机构,51、载具翻转装置,511、支撑架,512、翻转架,513、翻转气缸,514、顶升夹爪,52、助焊膏的料盒,6、沾锡机构,61、翻转装置,62、粘锡装置,621、锡炉,622、第一顶升气缸,623、锡盒,624、第二顶升气缸,625、推拉气缸,626、刮刀,7、裁切机构,8、hot-bar焊接机构,81、震动盘,82、错位机构,83、hot-bar焊接模组,84、ccd模组,9、下料周转机构。
具体实施方式
26.下面结合附图对本实用新型较佳实施例进行详细阐述,以使实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界
定。
27.请参阅图1至图8,本实用新型实施例包括:
28.一种线材剥皮焊锡自动化设备,该种线材剥皮焊锡自动化设备包括机架1、安装于机架1上的载具输送机构2、沿载具输送机构2输送方向依次设置的用于对芯线外皮进行切割的镭射机构3、用于剥离芯线外皮的剥皮机构4、用于对芯线涂抹助焊膏的沾助焊膏机构5、沾锡机构6、用于裁切多余芯线的裁切机构7、用于将芯线和连接器端子焊接的hot-bar焊接机构8、及产品下料周转机构9。
29.所述载具输送机构2包括线材载具21、及驱动线材载具21输送的输送模组22,所述线材载具21包括底板211、转动连接于底板211上的盖板212,所述底板211上设有用于摆放线材的线槽2110,底板211上配置盖板212,固定线材,防止线材上翘,所述底板211和盖板212上安装有相对的用于夹住线材的夹头213,所述线材载具21上还设置有便于夹取的开口2111;所述输送模组22包括用于定位输送线材载具21的皮带输送线221、与皮带输送线221对接的用于等距输送线材载具21的等距输送机构222、与等距输送机构222对接的顶升移栽机构223、及位于等距输送机构222下方的用于回流空的线材载具21的皮带线224,顶升移栽机构223将等距输送机构222输出空的线材载具21移至下方的皮带线224,完成回流。
30.所述剥皮机构4包括立板41、前后气缸42、移动架43、弹性块44、剥皮气缸45、v型刀46、及废料导向管47,所述立板41上安装有前后气缸42,前后气缸42驱动移动架43沿直线滑轨方向前后移动,移动架43上安装有弹性块44,所述移动架43上端安装有剥皮气缸45,剥皮气缸45驱动两v型刀46上下移动,v型刀46与弹性块44上下相对,移动架43上还安装有与弹性块44水平相对的废料导向管47,通过前后气缸42与剥皮气缸45的联动,达到剥皮线材的目的,剥皮的废料由废料导向管47进行收集。
31.所述沾助焊膏机构5包括载具翻转装置51、及与载具翻转装置51对接的装有助焊膏的料盒52,所述载具翻转装置51包括支撑架511、活动插装于支撑架511上的翻转架512、安装于机架1上的翻转气缸513、及安装于翻转架512底部的顶升夹爪514,所述翻转气缸513的活塞杆与翻转架512连接,顶升夹爪514的夹爪能够穿过并夹住线材载具21上的开口2111,翻转气缸513的活塞杆收缩带动线材载具21翻转90度。
32.所述沾锡机构6包括与载具翻转装置51结构相同的翻转装置61、及与翻转装置61对接的粘锡装置62,所述粘锡装置62包括锡炉621、第一顶升气缸622、锡盒623、第二顶升气缸624、推拉气缸625、及刮刀626,所述锡炉621置于机架1上,锡炉621侧端设置有第一顶升气缸622,第一顶升气缸622的活塞杆上安装有位于锡炉621的锡盒623,锡盒623里装有锡,锡炉621侧端还设置有第二顶升气缸624,第二顶升气缸624的活塞杆上安装有推拉气缸625,推拉气缸625的活塞杆上安装有刮刀626,刮刀626位于锡盒623上方,锡随着加热和被粘,会变少,第一顶升气缸622需要驱动锡盒623不断上移,满足沾锡需求,锡盒623内锡上表面会呈拱形切锡上层会漂浮杂质以及其它氧化物,为保证站到芯线上的锡的纯度,需要沾锡前刮掉上层杂质。
33.所述hot-bar焊接机构8包括用于提供type-c连接器的震动盘81、与震动盘81对接的错位机构82、安装于机架1上的hot-bar焊接模组83、及安装于支架用于识别检测待焊产品的ccd模组84。
34.本实用新型一种线材剥皮焊锡自动化设备工作时,人工将线材放入线材载具21
上,线材卡入底板211上的线槽2110里,盖板212压住线材,防止线材上翘,两夹头213夹住线材,输送模组22将线材载具21输送至与镭射机构3相对,镭射机构3对线材外皮进行镭射切割,输送模组22将线材载具21继续输送至剥皮机构4处,前后气缸42前移带动弹性块44和v型刀46移至切割外皮线材升上下方,剥皮气缸45驱动v型刀46下移,夹住镭射切割的芯材外皮,前后气缸42后退剥下外皮,剥皮的废料由废料导向管47进行收集,输送模组22将线材载具21继续输送至沾助焊膏机构5处,载具翻转装置51驱动此处线材载具21翻转90度,剥了外皮的芯线粘料盒52里的助焊膏,线材载具21复位,并输送至沾锡机构6,翻转装置61驱动此处线材载具21翻转90度,锡炉621加热锡盒623里的锡,第二顶升气缸624和推拉气缸625联动驱动刮刀626刮走锡盒623上表面杂质并刮平,第一顶升气缸622驱动锡盒623上移,沾有助焊膏的芯线于此处粘有锡,输送模组22将线材载具21继续输送至裁切机构7处,裁切多余芯线,线材载具21继续输送至下一工位,震动盘81内输出type-c连接器,通过错位机构82与线材芯芯对接,ccd模组84识别产品到位后,hot-bar焊接模组83将两者焊接到一起,产品下料周转机构9取出焊接好后产品,空的线材载具21由顶升移栽机构223移至下方的皮带线224,完成回流。
35.本实用新型一种线材剥皮焊锡自动化设备,结构紧凑,能够集剥芯线外皮、粘助焊膏、粘锡、裁切、焊接于一体,保证产品一致性,保证产品质量,生产节奏快。
36.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1