一种自动穿烘套管机的制作方法
本技术具体涉及一种自动穿烘套管机。
背景技术:
1、电源线连接线端子套热缩管,原来的方法是用专门的切管机将热缩管按规定的长度切断,然后人工套在端子上,放入烤箱加热,效率低,而且热缩管定位不好控制,位置偏差会造成报废。
2、为解决上述技术问题,本技术设计的自动穿烘套管机,将套管和烘烤在一台设备上完成,套管自动定位,烘烤成型速度很快,节省人工提高效率。
技术实现思路
1、为解决上述技术问题,本实用新型提出了一种自动穿烘套管机,通过将套管和烘烤在一台设备上完成,套管自动定位,烘烤成型速度很快,节省人工提高效率。
2、为实现上述目的,本实用新型采取的技术方案是:
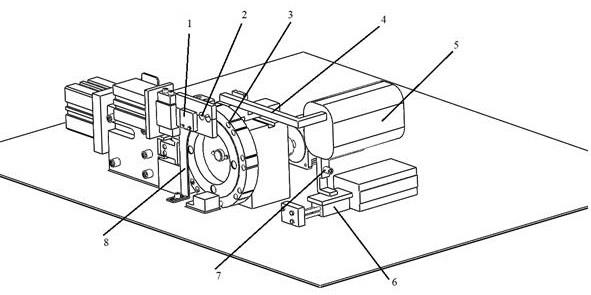
3、一种自动穿烘套管机,其特征在于:包括plc、工作台机构、穿线块调节机构、加热机构以及热缩管输送机构,所述工作台机构包括调节端子、端子对齐块以及送热缩管转盘,所述送热缩管转盘转动安装在一工作台前方,所述送热缩管转盘上设置有槽口,所述槽口中放置有热缩管,所述端子对齐块安装在工作台的上方,所述调节端子安装在端子对齐块上;
4、所述穿线块调节机构包括穿线块,所述穿线块上设置有穿线孔,所述穿线块位于送热缩管转盘的前方,所述穿线块包括上穿线块和下穿线块,所述上穿线块和下穿线块为开合设置,当所述送热缩管转盘转动停止后,所述穿线孔、槽口以及端子对齐块位于同一直线上;
5、所述加热机构包括感应开关和加热管,所述加热管位于端子对齐块上方且相对于端子对齐块活动安装,所述感应开关安装在穿线块上,所述感应开关连接plc,当感应开关感应到线已经套上热缩管时,所述加热管移动到热缩管位置进行快速加热,收缩成型后,所述上穿线块和下穿线块分开;
6、所述热缩管输送机构包括气缸、热缩管前进导向块以及旋转胶辊,所述气缸固定在工作台的一侧,所述热缩管前进导向块连接气缸,所述旋转胶辊位于热缩管前进导向块的一侧,气缸连接plc,所述气缸驱动热缩管前进导向块带动热缩管移动到旋转胶辊处。
7、上述结构中:本技术提出了一种自动穿烘套管机,包括plc、工作台机构、穿线块调节机构、加热机构以及热缩管输送机构,plc用于控制工作台机构、穿线块调节机构、加热机构以及热缩管输送机构配合工作,
8、送热缩管转盘圆周均匀分布八组定位槽,每组设两个热缩管固定的槽口以及一个热气进气槽,槽口的结构尺寸依热缩管规格设定,槽口的结构尺寸既要确保热缩管流畅送入槽口内,又要确保热缩管在槽口内挤压成扁平类似椭圆形,方便压接在电线的端子能顺利插入热缩管内,且要确保槽口内的热缩管被固定,不前后移动而达到定位作用。根据不同规格和要求的不同长度热缩管分别设计对应的送热缩管转盘,当烘烤不同规格及长度的热缩管时只需更换对应的送热缩管转盘即可,送热缩管转盘上对称分布的四个孔其中两个孔由定位销定位,另两个孔用螺丝将送热缩管转盘锁紧固定在联轴器上,以保证装入的送热缩管转盘,每旋转一个工位,送热缩管转盘正上部的一组两个槽口刚好正对着端子对齐块上端子插入深度,
9、本装置将成盘的两根热缩管送入送热缩管转盘上的槽口内后,贴装在送热缩管转盘前面的切刀机构将热缩管切断,切刀机构包括左刀和右刀,左刀和右刀为活动设置,当热缩管输送到预设长度时,右刀和左刀分别相对移动,切断热缩管,当送热缩管转盘转到正上顶部后,操作工将两个压接的电线端子插入热缩管孔内,端子插入的深度由装在送热缩管转盘前部的调节端子,调节,端子在端子对齐块上的位置并进行定位。端子插入后,加热机构发生出的热气流进入热气进气槽内将热缩管加热,热缩管受热收缩固定在端子上,完成热缩管的烘烤。如此循环工作,
10、所述工作台机构包括调节端子、端子对齐块以及送热缩管转盘,送热缩管转盘安装在一工作台上,用于输送热缩管,热缩管被放置在送热缩管上的槽口内,端子对齐块位于送热缩管转盘的后方,调节端子安装在端子对齐块上,用于调节端子对齐块上端子的高度,方便热缩管受热收缩包在端子上,所述穿线块调节机构包括穿线块,穿线块位于送热缩管转盘的前方,线通过穿线块上的穿线孔穿入,穿线块包括上穿线块和下穿线块,穿线前,上穿线块和下穿线块打开,穿线时闭合,这样可以实现端子快速穿进热缩管,热缩管受热收缩包在端子上后,上穿线块和下穿线块分开,便于快速将成型的热缩管取出来,所述加热机构包括感应开关和加热管,所述加热管位于端子对齐块上方且相对于端子对齐块活动安装,在穿线前,加热管不能停留在热缩管位置,须后退,防止热缩管收缩,感应开关检测到线已经套上热缩管时,加热管会移动到热缩管位置进行快速加热、收缩成型后,上穿线块和下穿线块分开,取出成型的线即可,所述热缩管输送机构包括气缸、热缩管前进导向块以及旋转胶辊,其中,气缸连接plc,通过plc控制气缸驱动热缩管前进导向块带动热缩管移动到旋转胶辊处,将其收纳在旋转胶辊上。
11、进一步的:还包括外侧引导板、引导板和推齐热缩管挡片,所述外侧引导板安装在送热缩管转盘的前方,所述引导板固定在工作台上方且位于送热缩管转盘的一侧,所述推齐热缩管挡片固定在工作台的侧壁且位于送热缩管转盘的一侧。
12、上述结构中:还通过设置有外侧引导板、引导板和推齐热缩管挡片,外侧引导板是阻止槽口内热缩管在送热缩管转盘转动时向里移动,引导板是保证热缩管不会送过头伸出,及送热缩管转盘在旋转时槽口内的热缩管不会向外移动,推齐热缩管挡片用于在热缩管裁切时,进行推齐,方便裁切。
13、进一步的:所述工作台机构还包括步进电机和联轴器,所述步进电机连接plc,所述联轴器安装在步进电机的输出轴上,所述联轴器穿过工作台连接送热缩管转盘。
14、上述结构中:工作台机构还包括步进电机和联轴器,通过plc控制步进电机启动,步进电机带动联轴器转动,从而实现带动热热缩管转盘的转动。
15、进一步的:所述穿线块调节机构还包括穿线块伸缩气缸,所述上穿线块和下穿块分别连接穿线块伸缩气缸,所述穿线块伸缩气缸连接plc,所述plc通过控制穿线块伸缩气缸驱动上穿线块和下穿线块开合。
16、上述结构中:通过设置有穿线块伸缩气缸,实现上穿线块和下穿块的开合,穿线块伸缩气缸连接plc,plc通过控制穿线块伸缩气缸驱动上穿线块和下穿线块的开合。
17、进一步的:还包括穿线块前后调节支架,所述穿线块伸缩气缸固定在穿线块前后调节支架上,所述穿线块前后调节支架通过螺栓安装在气缸上。
18、上述结构中:穿线块伸缩气缸固定在穿线块前后调节支架上,实现其安装与固定,穿线块前后调节支架通过螺栓安装在气缸上,可以通过调节螺栓的松紧,调节穿线块前后调节支架的位置,实现穿线块伸缩气缸的前进和后退,从而实现安装在穿线块伸缩气缸上的上穿线块和下穿线块与送热缩管转盘之间的距离。
19、进一步的:所述加热机构还包括发热管、过渡支架以及直线导轨滑块,所述直线导轨滑块连接plc,所述送热缩管转盘的一侧安装有滑动轴,所述直线导轨滑块滑动安装在滑动轴上,所述过渡支架垂直固定在直线导轨滑块上,所述发热管固定安装在过渡支架上,所述加热管固定连接在发热管上。
20、上述结构中:加热机构还包括发热管、过渡支架以及直线导轨滑块,通过plc控制直线导轨滑块在滑动轴上滑动,实现安装在直线导轨上的过渡支架和发热管的移动,从而实现加热管的移动,使其能够远离和靠近热缩管。
21、进一步的:所述热缩管输送机构还包括外导向块,所述外导向块固定在热缩管前进导向块的一侧,所述旋转胶辊固定在外导向块上。
22、上述结构中:热缩管输送机构还包括外导向块,旋转胶辊固定安装在外导向块上实现安装与固定。
23、与现有技术相比,本实用新型的有益效果为:
24、本技术通过设置上穿线块和下穿线块:上穿线块和下穿线块为通过穿线块伸缩气缸实现开合设置,使其在穿线时闭合,这样可以实现端子快速穿进热缩管,热缩管受热收缩包在端子上后,上穿线块和下穿线块分开,便于快速将成型的热缩管取出来;
25、本技术通过设置加热机构,加热机构包括直线导轨滑块,通过plc控制直线导轨滑块在滑动轴上滑动,从而实现加热管的前进和后退,在穿线前,加热管不能停留在热缩管的位置,须后退,防止热缩管收缩,感应开关检测到线已经套上热缩管时,加热杆前进到热缩管位置进行快速加热、收缩成型后,上穿线块和下穿线块分开,取出成型的线,以上动作均通过plc实现联动。
26、本技术涉及的自动穿烘套管机,将切管、套管、烘烤在一台设备上完成,套管自动定位,烘烤成型速度很快,节省人工提高效率。
- 还没有人留言评论。精彩留言会获得点赞!