电容素子自动入料检测折弯装置的制作方法
本技术涉及电容器生产制造,特别涉及一种电容素子自动入料检测折弯装置。
背景技术:
1、电容器,通常简称其容纳电荷的本领为电容,用字母c表示,是一种容纳电荷的器件。电容器是电子设备中大量使用的电子元件之一,广泛应用于电路中的隔直通交,耦合,旁路,滤波,调谐回路,能量转换,控制等方面。电容器按电解质分类有:有机介质电容器、无机介质电容器、电解电容器和空气介质电容器等,其中牛角电解电容器的主要结构包括素子、铝壳、绝缘盖板、引脚端子;生产时将铝箔、电解纸和铝箔导条(正、负极片),铝箔导条的一端压接在铝箔上,压接好导条的铝箔和电解纸一起被卷绕形成电容器素子;放入电解液缸内进行抽真空含浸,含浸好后将引脚端子固定在绝缘盖板与素子的导条连接,对于安装有绝缘盖板的素子进行整形测试后,需要将素子放置到铝壳内,然后进行束腰、封口,从而完成装配工作。
2、牛角电解电容生产工艺中通常采用人工将电容的各个部件组装在一起,人工生产方式存在费时费力、生产效率低下、成本高、产品质量不稳定且产品合格率低等问题。为此,目前市面上也出现了一些电容组装设备,能够自动或者半自动方式实现电容器的组装,电容素子与盖板组件连接之后,需要将盖板组件与电容素子同轴压平,以便于入铝壳后的束腰封口,需要保证盖板组件和电容素子之间在同一中心轴,现有的电容素子折弯机构需要进一步优化。
技术实现思路
1、本实用新型要解决的技术问题是提供一种电容素子自动入料检测折弯装置,能够保证盖板组件和电容素折弯后在同一中心轴,自动化程度高。
2、为了解决上述技术问题,本实用新型的技术方案如下:
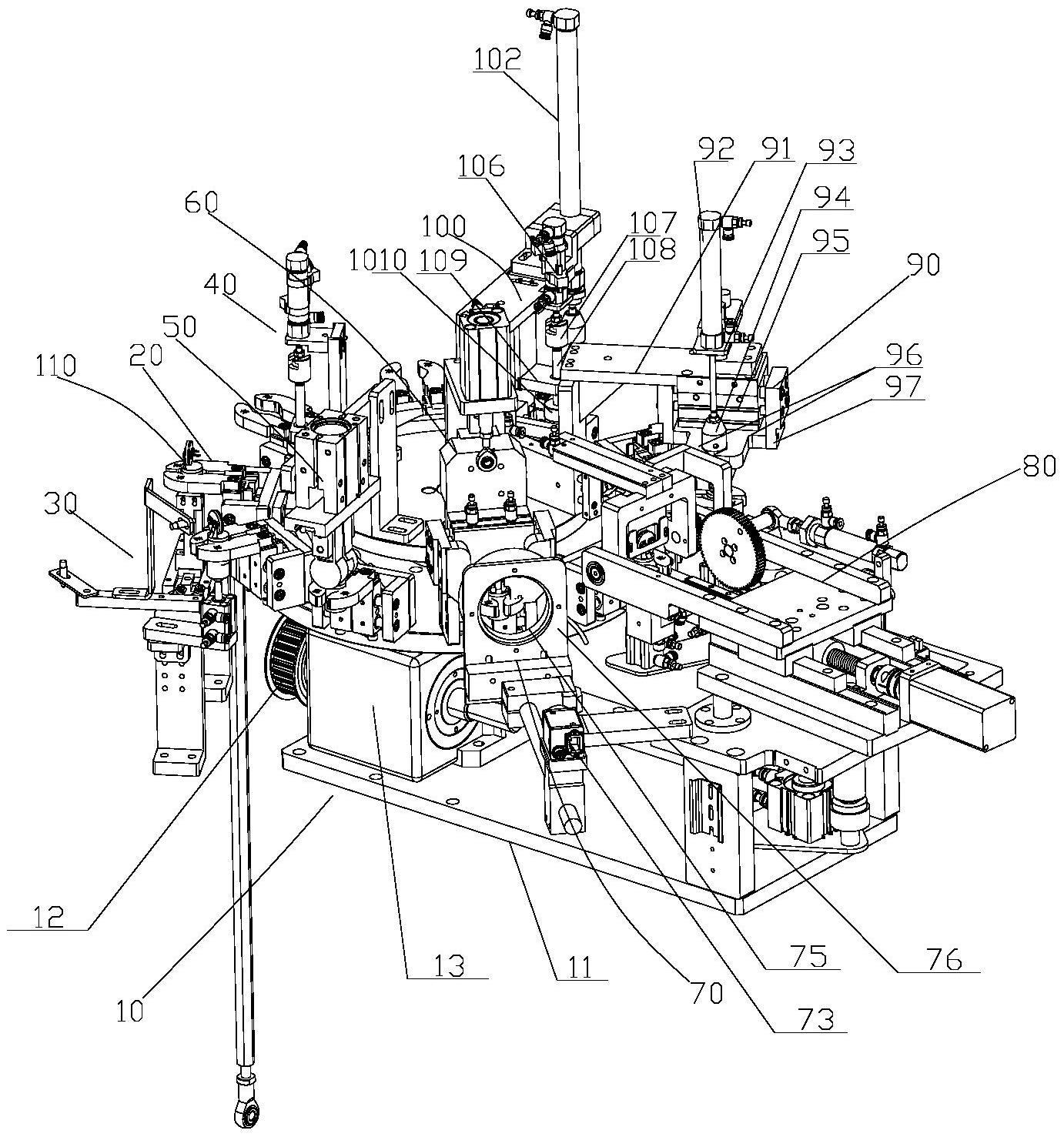
3、本实用新型提供了一种电容素子自动入料检测折弯装置,包括转盘组件、在所述转盘组件的转盘上沿着圆周方向均匀设置有多个夹子组件,所述夹子组件用于夹持移动电容素子,围绕所述转盘依次设置有翻转送料组件、进料开夹组件、前后拍平组件、左右校正组件、折弯组件、折弯校正组件以及入铝壳组件,对应所述左右校正组件还设置有视觉检测组件,将连接有盖板的电容素子从上一工位通过翻转送料组件移送到其中一个所述夹子组件上,随着转盘转动所述电容素子依次通过前后拍平组件、左右校正组件、折弯组件、折弯校正组件、入铝壳组件,将电容素子的铝箔折弯平整使得盖板与所述电容素子在同一中心轴并将折弯后的所述电容素子移送到入铝壳工位。
4、进一步的,所述转盘组件包括转盘底板、所述转盘底板上设置有分割器,所述分割器上连接驱动所述转盘,所述转盘中间通过一固定台支座安装有固定台,所述进料开夹组件、前后拍平组件、左右校正组件、折弯校正组件以及入铝壳组件安装在所述固定台。
5、进一步的,所述夹子组件包括夹子背板、设置在所述夹子背板两侧的夹子导柱座,所述夹子导柱座之间设置有若干夹子导柱,所述夹子导柱上通过夹子导套设置有左导套座、右导套座,所述左导套座和所述右导套座的前端分别设置有左夹爪和右夹爪,所述左导套座和所述右导套座后侧设置有开夹盘,所述开夹盘对应所述左导套座和所述右导套座分别设置一开夹导轮,所述开夹导轮与所述左导套座、所述右导套座内的径向槽配合,随着所述开夹盘转动使得所述左导套座、所述右导套座在所述夹子导柱移动,所述左夹爪和所述右夹爪形成开合动作。
6、进一步的,所述翻转送料组件包括翻转送料支座,设置在所述翻转送料支座上的翻转轴,所述翻转轴一端连接设置有驱动连杆,所述翻转轴上设置有夹持送料气缸,所述夹持送料气缸通过一送料夹爪将水平放置的电容素子夹取后翻转90°后进入到所述转盘的其中一个夹子组件,对应所述夹子组件设置所述进料开夹组件,所述进料开夹组件将所述夹子组件的左夹爪、右夹爪打开,用于夹持所述电容素子。
7、进一步的,所述进料开夹组件包括进料开夹支座、所述进料开夹支座上端通过开夹气缸固定块设置有进料开夹气缸,所述进料开夹气缸通过一盘杆连接头连接驱动一开夹盘杆,所述开夹盘杆下端设置有开夹盘头,所述开夹盘杆靠近所述开夹盘头位置还设置有开夹导向座。
8、使用时,开夹盘头向下移动压到开夹作用柄,从而使得夹子组件的左右夹爪打开。
9、进一步的,所述前后拍平组件包括设置在所述固定台的拍平支架,所述拍平支架的上端设置有拍平气缸,所述拍平气缸连接驱动一组拍平作用块,所述拍平作用块设置在所述翻转送料组件下一工位,对竖直高度调整后所述电容素子的盖板组件进行拍平。
10、进一步的,所述左右校正组件包括安装在所述固定台的左右校正支座,所述左右校正支座面向所述夹子组件设置有校正竖直滑台,所述校正竖直滑台通过一校正竖直导轨滑块副安装在所述左右校正支座上,所述左右校正支座上端设置有校正竖直气缸,用于驱动所述校正竖直滑台,所述校正竖直滑台上设置有校正平行气爪,所述校正平行气爪分别通过一气爪连接块驱动左校正块和右校正块,对所述夹子组件上电容素子的盖板组件进行校正。
11、进一步的,垂直所述左校正块和所述右校正块设置有视觉检测组件,所述视觉检测组件包括垂直所述左校正块和所述右校正块的检测安装杆,所述检测安装杆通过一视觉检测支架安装在所述转盘底板上,所述检测安装杆的末端通过一摄像头安装座设置有ccd摄像头,所述检测安装杆的前端对应述左校正块和所述右校正块之间通过一灯圈支座板设置有补光灯圈。
12、进一步的,所述折弯组件包括若干折弯支座,所述折弯支座上设置有折弯固定座板,所述折弯固定座板上设置有同心移动台,所述同心移动台在同心移动电机和同心移动丝杆螺母副带动下在一组同心导轨滑块副上往复移动,所述同心移动台面向所述夹子组件方向设置有一组同心移动支撑臂,所述同心移动支撑臂末端设置有折弯翻转支架,所述折弯翻转支架内设置有折弯限位块,对应所述折弯限位块设置有折弯压紧块,所述折弯压紧块通过一折弯压紧气缸驱动,所述折弯限位块下方设置有折弯定位夹爪,所述折弯定位夹爪通过一折弯定位夹爪气缸驱动;所述折弯翻转支架一侧设置有翻转齿轮,对应所述翻转齿轮在所述同心移动支撑臂上设置有翻转驱动齿轮,所述翻转驱动齿轮通过一翻转偏心连接杆与翻转偏心驱动气缸连接,从而使得折弯翻转支架发生翻转。
13、进一步的,对应所述折弯翻转支架设置有翻转上限位柱和翻转下限位柱,所述翻转上限位柱通过一翻转上限位支架安装在其中一同心移动支撑臂上端,用于限制所述折弯翻转支架的水平翻转位置,所述翻转下限位柱通过一翻转下限位支架安装在另一同心移动支撑臂下端,用于限制所述折弯翻转支架的竖直翻转位置。
14、沿着所述同心移动台一侧设置有同心移动位置感应块,对应所述同心移动位置感应块在所述折弯浮动座板上设置若干同心移动位置感应器,使得电容素子的盖板组件在翻转折弯同时发生同心移动使得盖板组件和所述电容素子在同一中心轴。
15、进一步的,所述折弯固定座板一侧还设置有调节安装块,所述调节安装块上设置有调整气缸安装座板,所述调整气缸安装座板上对应所述折弯定位夹爪下方设置有折弯高度调整气缸;对应折弯校正工位设置有折弯校正高度调整气缸。
16、进一步的,所述折弯校正组件包括固定在所述固定台的折弯校正支座,所述折弯校正支座上端通过一折弯校正气缸安装座设置有折弯校正气缸,所述折弯校正气缸连接驱动一折弯校正套头,对应所述折弯校正套头下方设置有一组折弯校正夹爪,所述折弯校正夹爪分别通过一折弯校正夹持连接块安装到一折弯校正夹持气爪的两个输出端。
17、进一步的,所述入铝壳组件包括设置在所述固定台上的入铝壳支座,所述入铝壳支座通过一入铝壳气缸安装块设置有入铝壳气缸,所述入铝壳气缸连接驱动一扶正套头,所述入铝壳支座一侧还设置有入铝壳开夹支座,所述入铝壳开夹支座上设置有入铝壳开夹气缸,所述入铝壳开夹气缸通过一入铝壳盘杆连接头连接一入铝壳盘杆,入铝壳盘杆末端设置有入铝壳开夹盘头,用于作用在夹子组件的开夹作用柄,所述入铝壳盘杆靠近所述入铝壳开夹盘头还设置有入铝壳开夹导向座。
18、采用上述技术方案,本实用新型的电容素子自动入料检测折弯装置,通过转盘方式,使得电容素子依次通过前后拍平组件、左右校正组件、折弯组件、折弯校正组件、入铝壳组件,将电容素子的铝箔折弯平整使得盖板与所述电容素子在同一中心轴并将折弯后的电容素子移送到入铝壳工位;通过多次检测、校正后折弯后保证盖板组件和电容素子之间在同一中心轴;自动化程度高。
- 还没有人留言评论。精彩留言会获得点赞!