一种半导体设备碳刷组装机构的制作方法
1.本发明涉及设备组装技术领域,具体为一种半导体设备碳刷组装机构。
背景技术:
2.半导体(semiconductor)指常温下导电性能介于导体与绝缘体之间的材料。半导体在集成电路、消费电子、通信系统、光伏发电、照明、大功率电源转换等领域都有应用,而碳刷(carbon brush)也叫电刷,作为一种滑动接触件,在许多电气设备中得到广泛的应用。碳刷在产品应用材质主要有石墨,浸脂石墨,金属(含铜,银)石墨。
3.而在碳刷生产制造的过程中需要对各个部件进行组装,现阶段,很多组装方式都是人工单独一个一个工装进行装配,其人工组装并不能做到相对的稳定值,耗时且易产生误差,所无法保证良品率,又增加了人工成本和无法保证生产效率,另外单个机构或者多个机构形成半自动化的生产线,因其产品不易受外力影响,容易发现变形,所人工操作在用力方面不能保证对产品的完整性,易出现产生碰撞和磕碰,造成磨损,生产效率也无法精准保证,为此,我们提出一种半导体设备碳刷组装机构。
技术实现要素:
4.本发明的目的在于提供一种半导体设备碳刷组装机构,以解决背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种半导体设备碳刷组装机构,包括安装板和三组安装于安装板外侧的对物料进行震动输送的振动盘,所述安装板的表面固定安装有三段式物料推送的上下支架输送组件,其中两组所述振动盘的输料端通过导向条与上下支架输送组件固定连通,另一组所述振动盘用于输送弹簧,所述安装板的顶部且位于上下支架输送组件的一侧依次固定安装有防止物料铆压变形的铆压组件、用于对物料进行尺寸检测的通止规检测组件、用于对物料45
°
折弯的一次折弯组件、用于振动盘内部进行上料的上弹簧组件、用于将弹簧移动至锁定位置和旋转角度的扭弹簧组件和将产品二次弯折至90
°
的二次折弯组件,所述安装板的表面固定安装有对物料进行输送的移载组件;碳刷(carbon brush)也叫电刷,作为一种滑动接触件,在许多电气设备中得到广泛的应用。碳刷在产品应用材质主要有石墨,浸脂石墨,金属(含铜,银)石墨,本发明在通过各个部件之间的相互配合,并且通过移栽组件的运输方式,气缸的推动铆压组件,气缸运动的推动一次折弯组件和二次折弯组件,上弹簧组件和扭弹簧组件之间的相互配合来完成各个组装工艺的配合,这样的设置可以实现碳刷组装的全自动化,通过各个机构之间的运动来实现代替人工操作,并且上弹簧组件通过4个气缸的配合来实现4个方向的位移量来应对弹簧复杂的机构,防止了弹簧出现变形的可能性。
6.所述移载组件包括第二支架,所述第二支架的一侧安装有凸轮固定板,所述凸轮固定板的一侧通过第十直线导轨和第十一直线导轨滑动连接有第八直线导轨,所述第八直线导轨的表面固定安装有第九直线导轨,所述第八直线导轨的下方固定安装有移动插销固
定板,所述移动插销固定板的外表面设置有多组第二夹爪气缸,所述第二支架的背面固定安装有电机,所述电机的输出端通过凸轮导轨固定连接有凸轮,所述凸轮的一端通过连接板与第八直线导轨的外表面相互连接。
7.进一步的,所述上下支架输送组件包括第一支架,所述第一支架的顶部通过第三滑台气缸固滑动连接有第一接料输送块,支撑定位板的一侧通过第四滑台气缸滑动连接有第二接料输送块,所述第一接料输送块和第二接料输送块与振动盘之间通过导向条相互连通,所述支撑定位板的一侧设置有第三直线导轨,所述第三直线导轨的表面通过第一滑台气缸连接有第二直线导轨,所述支撑定位板的一侧设置有定位导向块,所述第一支架的顶部通过物料移动导轨连接有第二导向块,所述第一支架的上方且位于物料移动导轨的一侧通过第一直线导轨连接有第五直线导轨,所述第一支架的顶部且位于第五直线导轨的一侧设置有第二缓冲螺帽,所述第一支架的顶部且位于第一直线导轨的一侧通过第四直线导轨和第五直线导轨连接有限位固定块,所述物料移动导轨的一侧设置有第四直线导轨,所述第一支架顶部的一侧且位于第二滑台气缸的侧壁设置有第二笔形气缸,所述第二笔形气缸的一侧设置有第四缓冲螺帽,所述第二直线导轨的顶部固定安装有限位块。
8.进一步的,所述第一支架的上方却位于第一接料输送块的一侧固定安装有支撑定位板,所述第二直线导轨的一侧连接有第一导向块,所述第一导向块的下方固定连接有第一夹爪气缸,所述支撑定位板的背面设置有第二感应器,所述支撑定位板的一侧通过连接板设置有第一笔形气缸,所述连接板的一侧设置有第一感应器,所述第一笔形气缸的外表面设置有第一传感器,所述连接板的一侧设置有第一缓冲螺帽,所述支撑定位板的另一侧设置有第三缓冲螺帽。
9.进一步的,所述铆压组件包括第一薄型气缸、第一气缸定位板、第一气缸定位块、第一底座和铆接头,所述第一底座的顶部通过固定杆固定安装有第一气缸定位板,所述第一气缸定位板的顶部设置有第一薄型气缸,所述第一薄型气缸的底部且位于固定杆的外表面滑动连接有第一气缸定位块,所述第一气缸定位块的设置有铆接头,所述第一底座的上方设置有第六滑台气缸和第七滑台气缸,所述第六滑台气缸和第七滑台气缸的一侧设置有隔断块,所述第一底座的顶部通过固定板固定安装有第三笔形气缸,所述第一底座的表面通过第七直线导轨连接有翻转固定块,所述第一底座的顶部且位于翻转固定块的一侧设置有第二薄型气缸,所述第二薄型气缸的输出端设置有限位推送块,所述第一底座的顶部设置有位移推送块和物料移动块。
10.进一步的,所述第一底座的一侧固定安装有第六直线导轨,所述第六直线导轨的输出端固定连接有齿条,所述第二薄型气缸的一侧设置有与齿条相啮合的齿轮,所述第一底座与齿轮之间设置有第五滑台气缸。
11.进一步的,所述凸轮固定板的上方依次设置有第一光电开关、第二光电开关、第一波纹管接头、第一光电传感器、第二波纹管接头和第二光电传感器。
12.进一步的,所述通止规检测组件包括通止规定位块、通止规和第八滑台气缸,所述通止规定位块的下方设置有通止规,所述通止规定位块的上方设置有感应器,所述通止规定位块的一侧通过第八滑台气缸固定连接有通止规。
13.进一步的,所述一次折弯组件与二次折弯组件结构相同且均包括第二底座和第三薄型气缸,所述第二底座的上方固定安装有第三薄型气缸,所述第二底座的一侧固定连接
有第九滑台气缸,所述第九滑台气缸的顶部固定连接有折弯底座,所述折弯底座的上方且位于第三薄型气缸的一侧滑动连接有第一固定块,所述折弯底座的内部设置有折弯定位块。
14.进一步的,所述上弹簧组件包括第三底座的顶部通过第十二滑台气缸连接有顶升治具,所述第十二滑台气缸的一侧设置有第二光纤传感器,所述第三底座的顶部且位于第十二滑台气缸的一侧固定安装有第十三滑台气缸,所述第十三滑台气缸的一侧设置有右推动定位块,所述第三底座的顶部设置有第二螺纹型气缸,所述第三底座的表面贯穿设置有第一螺纹型气缸,所述第三底座的顶部且位于第二光纤传感器的另一侧通过第十滑台气缸连接有输送定位块,所述第十滑台气缸的一侧通过第十一滑台气缸设置有左推动定位块,所述左推动定位块的一侧设置有弹簧定位块,所述第三底座的上方且对应第一螺纹型气缸的位置设置有上下顶升限位块,所述左推动定位块的一侧设置有第一光纤传感器。
15.进一步的,所述扭弹簧组件包括第四底座,所述第四底座的上方设置有第十二直线导轨,所述第十二直线导轨顶部的一侧设置有驱动件,所述第十二直线导轨的顶部滑动连接有定位支座,所述定位支座的一端转动连接有同步轮,所述定位支座的另一侧转动连接有与同步轮固定连接有扭弹簧治具,所述驱动件的输出端通过同步带与同步轮相互连接,所述第十二直线导轨顶部的另一侧设置有第十六滑台气缸,所述第四底座的顶部固定连接有气缸固定板,所述气缸固定板的一侧设置有第十四滑台气缸和第十五滑台气缸,所述气缸固定板的一侧设置有与第十四滑台气缸和第十五滑台气缸相连的定位块和移动压板顶块,所述定位块的顶部设置有固定压板块。
16.与现有技术相比,本发明具有以下有益效果:本发明在通过各个部件之间的相互配合,并且通过移栽组件的运输方式,气缸的推动铆压组件,气缸运动的推动一次折弯组件和二次折弯组件,上弹簧组件和扭弹簧组件之间的相互配合来完成各个组装工艺的配合,这样的设置可以实现碳刷组装的全自动化,通过各个机构之间的运动来实现代替人工操作,并且上弹簧组件通过4个气缸的配合来实现4个方向的位移量来应对弹簧复杂的机构,防止了弹簧出现变形的可能性。
附图说明
17.图1为本发明俯视图结构示意图;图2为本发明上下支架输送组件第一立体图结构示意图;图3为本发明上下支架输送组件第二立体图结构示意图;图4为本发明铆压组件第一立体图结构示意图;图5为本发明铆压组件第二立体图结构示意图;图6为本发明铆压组件第三立体图结构示意图;图7为本发明移载组件第一立体图结构示意图;图8为本发明移载组件第二立体图结构示意图;图9为本发明通止规检测组件立体图结构示意图;图10为本发明一次折弯组件立体图结构示意图;图11为本发明上弹簧组件立体图结构示意图;图12为本发明扭弹簧组件立体图结构四意图。
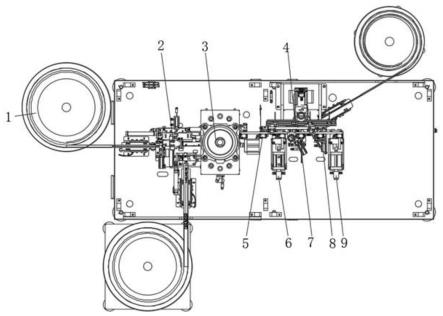
18.图中:1振动盘、2上下支架输送组件、3铆压组件、4移载组件、5通止规检测组件、6一次折弯组件、7上弹簧组件、8扭弹簧组件、9二次折弯组件;201第一导向块、202第一感应器、203第一笔形气缸、204第一传感器、205第一缓冲螺帽、206第一夹爪气缸、207第二导向块、208物料移动导轨、209第一直线导轨、210第一支架、211第二缓冲螺帽、212第二直线导轨、213第一滑台气缸、214第二感应器、215第三直线导轨、216第三缓冲螺帽、217定位导向块、218限位固定块、219第二笔形气缸、220第四缓冲螺帽、221第四直线导轨、222第二滑台气缸、223第五直线导轨、224限位块、225支撑定位板、226第一接料输送块、227第三滑台气缸、228第四滑台气缸、229第二接料输送块;301第一薄型气缸、302第一气缸定位板、303第一气缸定位块、304齿条、305齿轮、306第五滑台气缸、307第六直线导轨、308第一底座、309铆接头、310隔断块、311第三笔形气缸、312限位推送块、313第二薄型气缸、314第六滑台气缸、315第七滑台气缸、316位移推送块、317物料移动块、318第七直线导轨、319翻转固定块;401第八直线导轨、402凸轮、403移动插销固定板、404第二夹爪气缸、405凸轮导轨、406第九直线导轨、407第十直线导轨、408凸轮固定板、409第十一直线导轨、410第二支架、411第一光电开关、412第二光电开关、413第一波纹管接头、414第一光电传感器、415第二波纹管接头、416第二光电传感器、417电机;501感应器、502通止规定位块、503通止规、504第八滑台气缸;601第一固定块、602折弯定位块、603折弯底座、604第九滑台气缸、605第三薄型气缸、606第二底座;701输送定位块、702第十滑台气缸、703第十一滑台气缸、704左推动定位块、705第一光纤传感器、706弹簧定位块、707上下顶升限位块、708第一螺纹型气缸、709第三底座、710顶升治具、711第二光纤传感器、712第十二滑台气缸、713第十三滑台气缸、714右推动定位块、715第二螺纹型气缸; 801驱动件、802定位支座、803第十二直线导轨、804第四底座、805同步带、806同步轮、807扭弹簧治具、808固定压板块、809定位块、810移动压板顶块、811气缸固定板、812第十四滑台气缸、813第十五滑台气缸、814第十六滑台气缸。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.请参阅图1,本发明提供一种技术方案:一种半导体设备碳刷组装机构,包括安装板和三组安装于安装板外侧的对物料进行震动输送的振动盘1,所述安装板的表面固定安装有三段式物料推送的上下支架输送组件2,其中两组所述振动盘1的输料端通过导向条与上下支架输送组件2固定连通,另一组所述振动盘1用于输送弹簧,所述安装板的顶部且位于上下支架输送组件2的一侧依次固定安装有防止物料铆压变形的铆压组件3、用于对物料进行尺寸检测的通止规检测组件5、用于对物料45
°
折弯的一次折弯组件6、用于振动盘1内部进行上料的上弹簧组件7、用于将弹簧移动至锁定位置和旋转角度的扭弹簧组件8和将产
品二次弯折至90
°
的二次折弯组件9,所述安装板的表面固定安装有对物料进行输送的移载组件4;其中,通过各个部件之间的相互配合,并且通过移栽组件4的运输方式,气缸的推动铆压组件3,气缸运动的推动一次折弯组件6和二次折弯组件9,上弹簧组件7和扭弹簧组件8之间的相互配合来完成各个组装工艺的配合,这样的设置可以实现碳刷组装的全自动化,通过各个机构之间的运动来实现代替人工操作,并且上弹簧组件7通过4个气缸的配合来实现4个方向的位移量来应对弹簧复杂的机构,防止了弹簧出现变形的可能性。
21.请参阅图7和图8,所述移载组件4包括第二支架410,所述第二支架410的一侧安装有凸轮固定板408,所述凸轮固定板408的一侧通过第十直线导轨407和第十一直线导轨409滑动连接有第八直线导轨401,所述第八直线导轨401的表面固定安装有第九直线导轨406,所述第八直线导轨401的下方固定安装有移动插销固定板403,所述移动插销固定板403的外表面设置有多组第二夹爪气缸404,所述第二支架410的背面固定安装有电机417,所述电机417的输出端通过凸轮导轨405固定连接有凸轮402,所述凸轮402的一端通过连接板与第八直线导轨401的外表面相互连接。
22.其中,通过电机417的转动可以带动与其一侧凸轮402带动凸轮固定板408进行运动,并且可以使凸轮固定板408以及第十直线导轨407、第九直线导轨406、和第八直线导轨401带动移动插销固定板403和第二夹爪气缸404做上下左右的多方位运动,并且多组第二夹爪气缸404的设置可以通过其下方的夹料头来对产品的装夹,而凸轮固定板408的上方依次设置的第一光电开关411、第二光电开关412、第一波纹管接头413、第一光电传感器414、第二波纹管接头415和第二光电传感器416可以对多组导轨进行位置控制。
23.请参阅图1、图2和图3,所述上下支架输送组件2包括第一支架210,所述第一支架210的顶部通过第三滑台气缸227固滑动连接有第一接料输送块226,所述第一支架210的上方却位于第一接料输送块226的一侧固定安装有支撑定位板225,所述支撑定位板225的一侧通过第四滑台气缸228滑动连接有第二接料输送块229,所述第一接料输送块226和第二接料输送块229与振动盘1之间通过导向条相互连通,所述支撑定位板225的一侧设置有第三直线导轨215,所述第三直线导轨215的表面通过第一滑台气缸213连接有第二直线导轨212,所述第二直线导轨212的一侧连接有第一导向块201,所述第一导向块201的下方固定连接有第一夹爪气缸206,所述支撑定位板225的背面设置有第二感应器214,所述支撑定位板225的一侧通过连接板设置有第一笔形气缸203,所述连接板的一侧设置有第一感应器202,所述第一笔形气缸203的外表面设置有第一传感器204,所述连接板的一侧设置有第一缓冲螺帽205,所述支撑定位板225的另一侧设置有第三缓冲螺帽216,所述支撑定位板225的一侧设置有定位导向块217,所述第一支架210的顶部通过物料移动导轨208连接有第二导向块207,所述第一支架210的上方且位于物料移动导轨208的一侧通过第一直线导轨209连接有第五直线导轨223,所述第一支架210的顶部且位于第五直线导轨223的一侧设置有第二缓冲螺帽211,所述第一支架210的顶部且位于第一直线导轨209的一侧通过第四直线导轨221和第五直线导轨223连接有限位固定块218,所述物料移动导轨208的一侧设置有第四直线导轨221,所述第一支架210顶部的一侧且位于第二滑台气缸222的侧壁设置有第二笔形气缸219,所述第二笔形气缸219的一侧设置有第四缓冲螺帽220,所述第二直线导轨212的顶部固定安装有限位块224。
24.其中,两组振动盘1的设置可以将上支架和下支架输送至上下支架输送组件2的内部,上下支架输送组件2可以分别对上支架和下支架进行分别输送,并且上支架和下支架相互输出,可以使上支架和下支架相互简单配合在一起,并且通过设置多组直线导轨的相互配合可以实现支架的3段推送,从而便可以将组合好的产品推出,并且可以将组装完成后的部件输送至下一组件内部进行下一步加工制造。
25.请参阅图图4、图5和图6,所述铆压组件3包括第一薄型气缸301、第一气缸定位板302、第一气缸定位块303、第一底座308和铆接头309,所述第一底座308的顶部通过固定杆固定安装有第一气缸定位板302,所述第一气缸定位板302的顶部设置有第一薄型气缸301,所述第一薄型气缸301的底部且位于固定杆的外表面滑动连接有第一气缸定位块303,所述第一气缸定位块303的设置有铆接头309,所述第一底座308的一侧固定安装有第六直线导轨307,所述第六直线导轨307的输出端固定连接有齿条304,所述第一底座308的上方设置有第六滑台气缸314和第七滑台气缸315,所述第六滑台气缸314和第七滑台气缸315的一侧设置有隔断块310,所述第一底座308的顶部通过固定板固定安装有第三笔形气缸311,所述第一底座308的表面通过第七直线导轨318连接有翻转固定块319,所述第一底座308的顶部且位于翻转固定块319的一侧设置有第二薄型气缸313,所述第二薄型气缸313的输出端设置有限位推送块312,所述第一底座308的顶部设置有位移推送块316和物料移动块317,所述第二薄型气缸313的一侧设置有与齿条304相啮合的齿轮305,所述第一底座308与齿轮305之间设置有第五滑台气缸306。
26.其中,当初步组装完成之后的部件输送到铆压组件3内部的时候,阻断块310的设置可以保证前方有产品的时候后方产品不能过来和保证限制一个面产品位移量,随后阻断块310移动之后便可以使部件推送至第一薄型气缸301的下方,随后便可以启动第一薄型气缸301以及其下方的铆接头309对产品进行铆压,随后第六直线导轨307的移动可以利用齿条304带动齿轮305和第二薄型气缸313进行顶升,这样的设置和铆接头309之间的相互配合保证了产品的刚性,让产品不会在铆压后出现变形,当产品铆压完成之后,产品继续移动,并可以利用翻转固定块319对产品进行改变方向来应对下一组件的运输。
27.请参阅图9,所述通止规检测组件5包括通止规定位块502、通止规503和第八滑台气缸504,所述通止规定位块502的下方设置有通止规503,所述通止规定位块502的上方设置有感应器501,所述通止规定位块502的一侧通过第八滑台气缸504固定连接有通止规503。
28.其中,通过移栽组件4将产品位移到通止规检测组件5的一侧,随后第八滑台气缸504的设置可以带动通止规503进行下降来测试产品是否能够通过通止规503的测试,而感应器501的设置可以控制第八滑台气缸504的上下位置。
29.请参阅图10,所述一次折弯组件6与二次折弯组件9结构相同且均包括第二底座606和第三薄型气缸605,所述第二底座606的上方固定安装有第三薄型气缸605,所述第二底座606的一侧固定连接有第九滑台气缸604,所述第九滑台气缸604的顶部固定连接有折弯底座603,所述折弯底座603的上方且位于第三薄型气缸605的一侧滑动连接有第一固定块601,所述折弯底座603的内部设置有折弯定位块602。
30.其中,一次折弯组件6与二次折弯组件9的设置可以将部件完成45
°
和90
°
的弯折,而移栽组件4可以将产品位移到一次折弯组件6与二次折弯组件9的内部,随后第三薄型气
缸605和第九滑台气缸604的设置可以实现相互配合,随后便可以对输送完成后的部件进行相应角度的弯折处理。
31.请参阅图11,所述上弹簧组件7包括第三底座709的顶部通过第十二滑台气缸712连接有顶升治具710,所述第十二滑台气缸712的一侧设置有第二光纤传感器711,所述第三底座709的顶部且位于第十二滑台气缸712的一侧固定安装有第十三滑台气缸713,所述第十三滑台气缸713的一侧设置有右推动定位块714,所述第三底座709的顶部设置有第二螺纹型气缸715,所述第三底座709的表面贯穿设置有第一螺纹型气缸708,所述第三底座709的顶部且位于第二光纤传感器711的另一侧通过第十滑台气缸702连接有输送定位块701,所述第十滑台气缸702的一侧通过第十一滑台气缸703设置有左推动定位块704,所述左推动定位块704的一侧设置有弹簧定位块706,所述第三底座709的上方且对应第一螺纹型气缸708的位置设置有上下顶升限位块707,所述左推动定位块704的一侧设置有第一光纤传感器705。
32.其中,移栽组件4可以将产品位移到上弹簧组件7,而另一组振动盘1将弹簧输送到上弹簧组件7的内部,而弹簧通移动至上下顶升限位块707的位置,而上下顶升限位块707的设置可以保证弹簧的位置,而当光纤传感器705感应到产品位置的时候,位于左侧第十一滑台气缸703运作可以顶住弹簧,位于右侧的第十三滑台气缸713和上下顶升限位块707的相互配合,来从而可以满足产品和弹簧之间位置配合,随后第十二滑台气缸712的运作便可以将弹簧安装在产品上。
33.请参阅图12,所述扭弹簧组件8包括第四底座804,所述第四底座804的上方设置有第十二直线导轨803,所述第十二直线导轨803顶部的一侧设置有驱动件801,所述第十二直线导轨803的顶部滑动连接有定位支座802,所述定位支座802的一端转动连接有同步轮806,所述定位支座802的另一侧转动连接有与同步轮806固定连接有扭弹簧治具807,所述驱动件801的输出端通过同步带805与同步轮806相互连接,所述第十二直线导轨803顶部的另一侧设置有第十六滑台气缸814,所述第四底座804的顶部固定连接有气缸固定板811,所述气缸固定板811的一侧设置有第十四滑台气缸812和第十五滑台气缸813,所述气缸固定板811的一侧设置有与第十四滑台气缸812和第十五滑台气缸813相连的定位块809和移动压板顶块810,所述定位块809的顶部设置有固定压板块808。
34.其中,通过移栽组件将产品位移到扭弹簧组件8之后,固定压板块808的设置可以对扭簧进行压紧,而驱动件801的运作可以利用同步带805带动同步轮806和扭弹簧治具807沿着定位支座802进行转动,随后扭弹簧治具807则可以对弹簧进行旋转和压紧。
35.使用时,首先,通过各个部件之间的相互配合,并且通过移栽组件4的运输方式,气缸的推动铆压组件3,气缸运动的推动一次折弯组件6和二次折弯组件9,上弹簧组件7和扭弹簧组件8之间的相互配合来完成各个组装工艺的配合,这样的设置可以实现碳刷组装的全自动化,通过各个机构之间的运动来实现代替人工操作,并且上弹簧组件7通过4个气缸的配合来实现4个方向的位移量来应对弹簧复杂的机构,防止了弹簧出现变形的可能性,通过电机417的转动可以带动与其一侧凸轮402带动凸轮固定板408进行运动,并且可以使凸轮固定板408以及第十直线导轨407、第九直线导轨406、和第八直线导轨401带动移动插销固定板403和第二夹爪气缸404做上下左右的多方位运动,并且多组第二夹爪气缸404的设置可以通过其下方的夹料头来对产品的装夹,而凸轮固定板408的上方依次设置的第一光
电开关411、第二光电开关412、第一波纹管接头413、第一光电传感器414、第二波纹管接头415和第二光电传感器416可以对多组导轨进行位置控制,两组振动盘1的设置可以将上支架和下支架输送至上下支架输送组件2的内部,上下支架输送组件2可以分别对上支架和下支架进行分别输送,并且上支架和下支架相互输出,可以使上支架和下支架相互简单配合在一起,并且通过设置多组直线导轨的相互配合可以实现支架的3段推送,从而便可以将组合好的产品推出,并且可以将组装完成后的部件输送至下一组件内部进行下一步加工制造,当初步组装完成之后的部件输送到铆压组件3内部的时候,阻断块310的设置可以保证前方有产品的时候后方产品不能过来和保证限制一个面产品位移量,随后阻断块310移动之后便可以使部件推送至第一薄型气缸301的下方,随后便可以启动第一薄型气缸301以及其下方的铆接头309对产品进行铆压,随后第六直线导轨307的移动可以利用齿条304带动齿轮305和第二薄型气缸313进行顶升,这样的设置和铆接头309之间的相互配合保证了产品的刚性,让产品不会在铆压后出现变形,当产品铆压完成之后,产品继续移动,并可以利用翻转固定块319对产品进行改变方向来应对下一组件的运输,通过移栽组件4将产品位移到通止规检测组件5的一侧,随后第八滑台气缸504的设置可以带动通止规503进行下降来测试产品是否能够通过通止规503的测试,而感应器501的设置可以控制第八滑台气缸504的上下位置,一次折弯组件6的设置可以将部件完成45
°
的弯折,而移栽组件4可以将产品位移到一次折弯组件6与二次折弯组件9的内部,随后第三薄型气缸605和第九滑台气缸604的设置可以实现相互配合,随后便可以对输送完成后的部件进行相应角度的弯折处理,随后移栽组件4可以将产品位移到上弹簧组件7,而另一组振动盘1将弹簧输送到上弹簧组件7的内部,而弹簧通移动至上下顶升限位块707的位置,而上下顶升限位块707的设置可以保证弹簧的位置,而当光纤传感器705感应到产品位置的时候,位于左侧第十一滑台气缸703运作可以顶住弹簧,位于右侧的第十三滑台气缸713和上下顶升限位块707的相互配合,来从而可以满足产品和弹簧之间位置配合,随后第十二滑台气缸712的运作便可以将弹簧安装在产品上,而通过移栽组件将产品位移到扭弹簧组件8之后,固定压板块808的设置可以对扭簧进行压紧,而驱动件801的运作可以利用同步带805带动同步轮806和扭弹簧治具807沿着定位支座802进行转动,随后扭弹簧治具807则可以对弹簧进行旋转和压紧,随后便可以利用二次折弯组件9便可以对部件完成90
°
的弯折。
36.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1