一种转塔式圆柱电池合盖封焊设备及方法与流程
本发明涉及电芯加工,尤其涉及一种转塔式圆柱电池合盖封焊设备及方法。
背景技术:
1、电芯是电池最重要的组件,电芯在依次经过合盖、封口焊和分选等工序的处理后,才能组装形成电池。由此,电芯的性能对电池性能起到直接的影响,在电池组装前的电芯制备过程十分重要。
2、在实际应用中发现,在对合盖后的电芯的进行焊接时,现有的封焊产线均是沿着电芯的输送方向设置多个焊接压紧机构,并在每套焊接压紧机构的一侧设置焊接装置,这种布设方式成本高、占用的场地空间大,而且生产节拍慢,对合盖电芯的焊接效率低下,不利于提高整条电池加工产线的效率。
技术实现思路
1、本发明提供一种转塔式圆柱电池合盖封焊设备,用以解决现有封焊产线存在成本高、占用的场地空间大、焊接效率低下的问题。
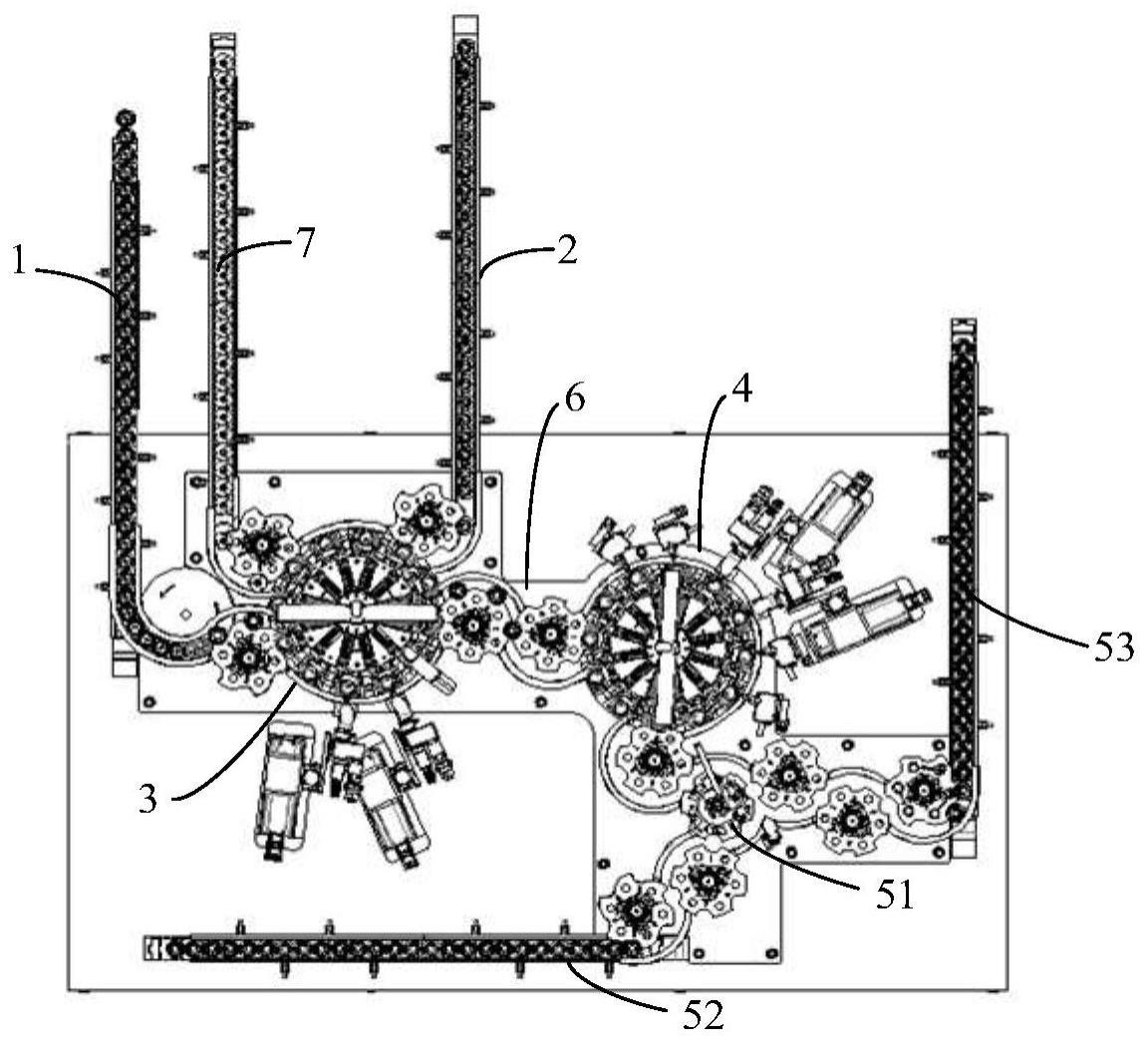
2、本发明提供一种转塔式圆柱电池合盖封焊设备,包括:电芯输送线、盖板输送线、合盖机构、封焊机构和剔除机构;
3、所述电芯输送线用于将电芯输送至所述合盖机构上;
4、所述盖板输送线用于将盖板输送至所述合盖机构上;
5、所述合盖机构包括第一转塔和多个合盖装置;多个所述合盖装置沿所述第一转塔的周向依次间隔设置,所述合盖装置用于将盖板压合于电芯的端部,以得到合盖后的电池;
6、所述封焊机构包括:焊接装置、第二转塔和多个夹持装置;多个所述夹持装置沿所述第二转塔的周向依次间隔设置,所述焊接装置用于对所述夹持装置夹持的电池进行封焊;
7、所述剔除机构用于对封焊后的电池进行分选。
8、根据本发明提供的一种转塔式圆柱电池合盖封焊设备,所述合盖机构沿周向设有电芯上料工位、盖板上料工位和合盖下料工位;
9、所述电芯输送线与所述电芯上料工位相对设置,以对处于所述电芯上料工位的所述合盖装置进行上料;
10、所述盖板输送线与所述盖板上料工位相对设置,以对处于所述盖板上料工位的所述合盖装置进行上料;
11、所述合盖装置处于所述合盖下料工位时,将合盖后的电池下料。
12、根据本发明提供的一种转塔式圆柱电池合盖封焊设备,所述转塔式圆柱电池合盖封焊设备还包括:合盖输送线;
13、所述合盖输送线的第一端与所述合盖下料工位相对设置,所述合盖输送线的第二端与所述封焊机构相对设置。
14、根据本发明提供的一种转塔式圆柱电池合盖封焊设备,所述封焊机构沿周向设有合盖上料工位、焊接工位和封焊下料工位;所述夹持装置用于夹持控制合盖后的电池自转;
15、所述合盖输送线的第二端与所述合盖上料工位相对设置,以对处于所述合盖上料工位的所述夹持装置进行上料;
16、所述焊接装置与所述焊接工位相对设置,以对处于所述焊接工位的电池进行封焊;
17、所述剔除机构与所述封焊下料工位相对设置,以对处于所述封焊下料工位的电池进行分选。
18、根据本发明提供的一种转塔式圆柱电池合盖封焊设备,所述第二转塔上设有第二上转盘和第二下转盘,所述第二转塔可相对于所述第二上转盘和所述第二下转盘转动,所述第二上转盘上设有第二上凸台,所述第二下转盘上设有同轴设置的第二内凸台和第二外凸台;
19、所述夹持装置包括第二基座、第二下压组件、第二夹持组件和第二顶升组件;所述第二基座与所述第二转塔连接,所述第二夹持组件沿竖直方向可活动的设置在所述第二基座上且其底部与所述第二内凸台抵接;所述第二顶升组件沿竖直方向可活动的设置在所述第二基座上且其底部与所述第二外凸台抵接;所述第二下压组件与所述第二顶升组件相对设置,沿竖直方向可活动的设置在所述第二基座上且其顶部与所述第二上凸台抵接;所述焊接装置设置在所述夹持装置一侧,用于对自转的电池进行焊接。
20、根据本发明提供的一种转塔式圆柱电池合盖封焊设备,所述第二内凸台上设有第一凸起和第二凸起,所述第一凸起的高度大于所述第二凸起的高度,所述第二外凸台上设有第三凸起和第四凸起,所述第三凸起的高度大于所述第四凸起的高度,所述第二上凸台上设有第五凸起和第六凸起,所述第五凸起的高度大于所述第六凸起的高度;
21、在所述焊接装置焊接的过程中,所述第二夹持组件移动至所述第二凸起夹持电池,所述第二顶升组件移动至所述第三凸起托举电池,所述第二下压组件移动至所述第六凸起下压并驱动电池自转;
22、在所述焊接装置未焊接的过程中,所述第二夹持组件移动至所述第一凸起松开电池,所述第二顶升组件移动至所述第四凸起放下电池,所述第二下压组件移动至所述第五凸起远离电池。
23、根据本发明提供的一种转塔式圆柱电池合盖封焊设备,所述第一转塔上设有第一上转盘和第一下转盘,所述第一转塔可相对于所述第一上转盘和所述第一下转盘转动,所述第一上转盘上设有第一上凸台,所述第一下转盘上设有第一内凸台和第一外凸台;
24、所述合盖装置包括第一基座、第一下压组件、第一夹持组件和第一顶升组件,所述第一基座与所述第一转塔固定连接,所述第一下压组件、所述第一夹持组件和所述第一顶升组件均沿竖直方向可活动地连接至所述第一基座,所述第一下压组件能够抵接至所述第一上凸台,所述第一夹持组件位于所述第一下压组件的下方并且其底部能够抵接至所述第一内凸台,所述第一顶升组件位于所述第一下压组件的下方并且其底部能够抵接至所述第一外凸台。
25、根据本发明提供的一种转塔式圆柱电池合盖封焊设备,所述第一下压组件用于吸取盖板,且将盖板压合于电芯的顶部,所述第一下压组件包括:第一压头、第一凸轮组件和第一安装座,所述第一安装座沿竖直方向可移动地连接至所述第一基座,所述第一压头和所述第一凸轮组件相对设置均连接至所述第一安装座,所述第一凸轮组件能够抵接至所述第一上凸台。
26、根据本发明提供的一种转塔式圆柱电池合盖封焊设备,所述剔除机构包括视觉分选组件、次品剔除输送线和良品输送线;所述视觉分选组件设于所述封焊机构的一侧,以对完成封焊的半成品电池进行视觉检测;在所述半成品电池为不合格产品的情形下,所述视觉分选组件将所述不合格产品输送至所述次品剔除输送线;在所述半成品电池为合格产品的情形下,所述视觉分选组件将所述合格产品输送至所述良品输送线。
27、本发明还提供一种转塔式圆柱电池合盖封焊设备加工电池的方法,包括:
28、电芯输送线将电芯输送至合盖机构上,盖板输送线将盖板输送至合盖机构上;
29、电芯和盖板转运至合盖机构后,在第一转塔转动的控制下合盖装置将盖板压合于电芯的端部,以得到合盖后的电池;
30、合盖后的电池转运至封焊机构后,在第二转塔转动的控制下焊接装置用于对夹持装置夹持的电池进行封焊;
31、封焊后的电池转运至剔除机构后,剔除机构对封焊后的电池进行分选。
32、本发明提供的一种转塔式圆柱电池合盖封焊设备,通过设置电芯输送线、盖板输送线、合盖机构、封焊机构和剔除机构,不仅利用电芯输送线用于将电芯输送至合盖机构上,利用盖板输送线用于将盖板输送至合盖机构上,而且随着第一转塔转动可带动各合盖装置转动,可采用合盖装置将盖板压合于电芯的端部,以得到合盖后的电池,随着第二转塔的转动可带动各夹持装置夹持电池,利用焊接装置用于对夹持装置夹持的电池进行封焊,最后可利用剔除机构用于对封焊后的电池进行分选。
33、由此可见,本发明实现了同时对多个电芯的合盖以及后续的封焊,设备投入成本低、占用的场地空间小,随着第一转塔和第二转塔的转动,可沿着转塔的周向依次对多个合盖装置和夹持装置,提高了电池加工产线的生产效率。
- 还没有人留言评论。精彩留言会获得点赞!