集流组件、电池单体及电池包的制作方法
本技术涉及电池领域,具体涉及一种集流组件、电池单体及电池包。
背景技术:
1、在二次电池生产过程中,需向电池单体内部注入电解液,现有的电池单体采用正负压循环的形式注液。当电池单体处于负压状态时,电池单体内部气压小于电解液所处空间的气压,电池单体内部与电解液所处空间形成压强差,借助压强电解液注入电池单体内部。为了使得电池单体处于负压状态,需要对电池单体内部进行抽气,由于现有的电池单体内部包含集流组件和电极组件,造成电池单体内部的抽气路径曲折复杂,抽气效率较低,进而影响电解液的注液效率及电池单体的生产效率。
技术实现思路
1、针对上述问题,本技术实施例提供一种集流组件、电池单体及电池包,其能够有效缩短电池单体内部的抽气路径,并提高电池单体的注液效率及电解液的浸润效率,进而提高电池单体的生产效率。
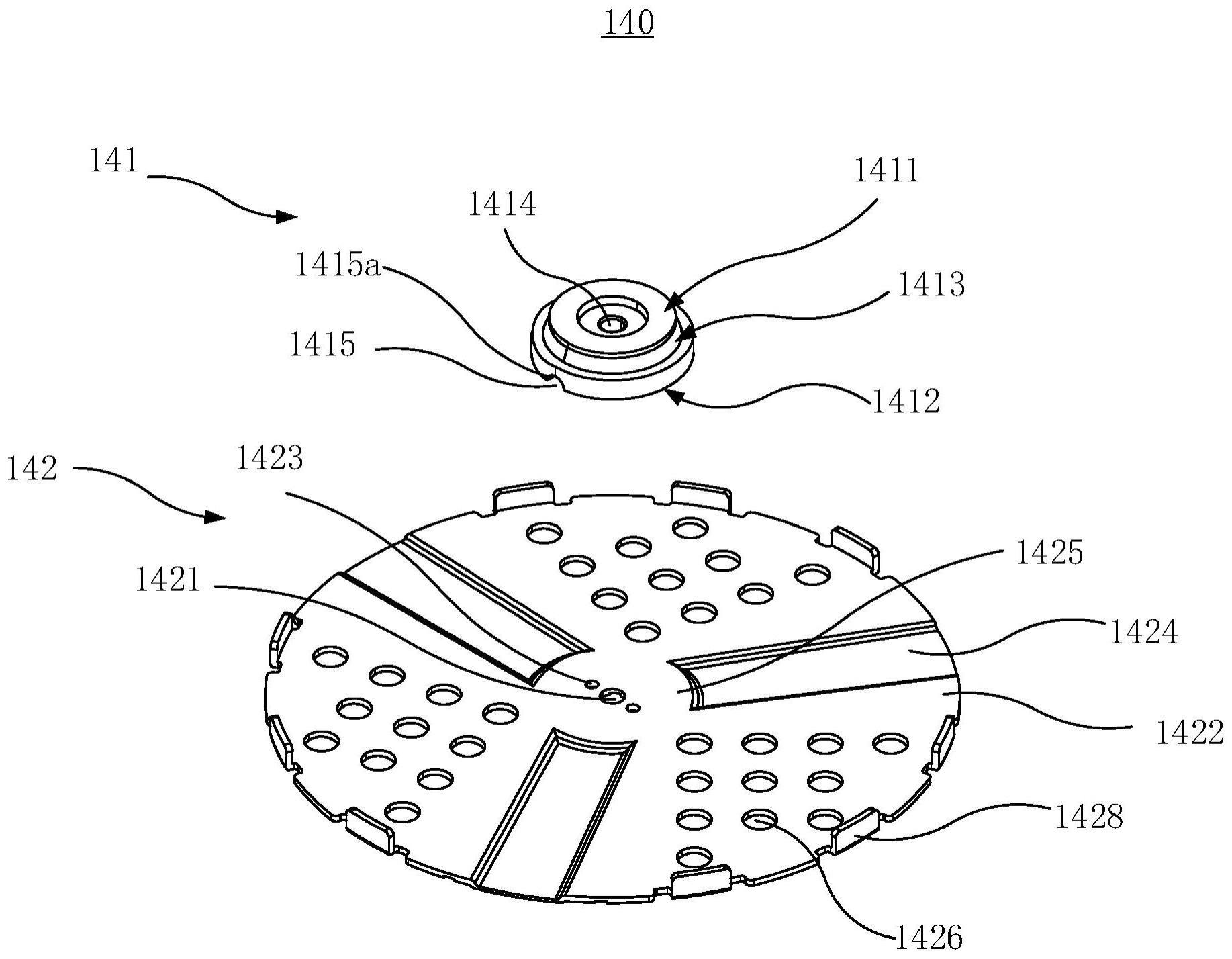
2、本技术第一方面实施例提供了一种集流组件,所述集流组件包括:
3、连接件,所述连接件具有第一表面、第二表面及周侧面,所述第二表面与所述第一表面相背设置,所述周侧面弯折连接于所述第一表面及所述第二表面之间,所述连接件还具有贯穿所述第一表面及所述第二表面的第一注液孔,以及将所述第一注液孔与形成于所述周侧面的至少一个开口连通的的第一通道;及
4、集流件,所述集流件邻近所述第二表面设置,且所述集流件连接于所述连接件,所述集流件具有第二注液孔,所述第二注液孔与所述第一注液孔连通。
5、当所述集流组件应用于电池单体时,一方面,所述集流组件通过设置有第一注液孔,使得所述电池单体的注液位置集成在所述集流组件上,从而使得所述电池单体的整体结构更为紧凑,且更方便电解液注入所述电池单体内部。另一方面,由于位于所述端盖与所述集流件之间的空气的抽气路径较长,导致抽气效率低。通过设置所述第一通道,所述第一通道与所述第一注液孔连通,位于所述端盖与所述集流件之间的空气可以直接通过所述第一通道,抽出至所述电池单体外部,有效缩短抽气路径,提高抽气效率,从而提高所述电池单体的生产效率。
6、进一步的,所述第一通道为形成于所述第二表面朝向的凹陷。
7、在本技术的实施例中,通过将所述第一通道设置于所述第二表面,方便所述第一通道的加工,从而提高所述集流组件的加工效率。
8、进一步的,所述第一通道贯穿所述周侧面,并将所述第一注液孔与形成于所述周侧面的两个开口连通。
9、在本技术的实施例中,通过将所述第一通道设置为贯穿所述周侧面,并将所述第一注液孔与形成于所述周侧面的两个开口连通,方便所述端盖与所述集流件之间的空气同时通过所述两个开口进入所述第一注液孔,从而进一步提高所述电池单体的抽气效率。
10、在本技术的一些实施方式中,所述连接件包括第一本体部及第一定位部,所述第一本体部具有所述第一注液孔及所述第一通道,所述第一定位部设置于所述第一本体部;
11、所述集流件包括第二本体部及第二定位部,所述第二本体部具有所述第二注液孔,所述第二定位部设置于所述第二本体部,所述第二定位部与所述第一定位部配合以使所述集流件连接于所述连接件。
12、在本技术的实施例中,所述连接件通过所述第二定位部与所述第一定位部的配合定位于所述集流件上,而后通过焊接的方式将所述连接件与所述集流件固定连接。由于在所述连接件与所述集流件进行焊接连接前,所述连接件与所述集流件已经通过所述第二定位部与所述第一定位部的配合进行了定位,因此在焊接时可以准确识别焊接位置,从而有效提高焊接效率。
13、进一步的,所述第一定位部包括两个定位柱,所述两个定位柱设置于所述第二表面,且所述两个定位柱分别设置于所述第一通道的两侧,所述第二定位部包括两个定位孔,所述两个定位柱分别插入所述两个定位孔。
14、在本技术的实施例中,通过设置所述第一定位部为定位柱,所述第二定位部为定位孔,所述定位柱插入所述定位孔,能够使得所述连接件精准定位于所述集流件上,通过将两个所述定位柱分别设置于所述第一通道的两侧,并插入所述两个定位孔,可以提高所述集流组件装配的稳定性和可靠性。
15、进一步的,所述第一定位部为定位柱,所述第二定位部为定位孔,所述定位孔为通孔,所述定位柱插入所述通孔,所述集流件还包括至少一个连接部,所述连接部自所述第二本体部背离所述连接件的一侧凸出,所述连接部背离所述第二本体部的端面平齐于所述第一定位部背离所述第一本体部的端面或者比所述第一定位部背离所述第一本体部的端面更远离所述第二本体部。
16、在本技术的实施例中,通过设置所述连接部背离所述第二本体部的端面平齐于所述第一定位部背离所述第一本体部的端面或者比所述第一定位部背离所述第一本体部的端面更远离所述第二本体部,可以避免所述第一定位部与所述电极组件抵接,进而影响所述连接部与所述电极组件的连接效果。
17、进一步的,所述第一注液孔从所述连接件的所述第一表面的几何中心延伸至所述第二表面的几何中心,所述第二注液孔位于所述集流件的几何中心,所述集流件包括多个连接部,所述集流件具有中心区,所述集流件的几何中心和所述第二定位部位于所述中心区,所述多个连接部环绕所述中心区设置且自所述中心区向所述集流件的周缘延伸。
18、在本技术的实施例中,通过设置所述第一注液孔从所述连接件的所述第一表面的几何中心延伸至所述第二表面的几何中心,所述第二注液孔位于所述集流件的几何中心,方便所述连接件与所述集流件之间的定位及装配。通过设置所述多个连接部环绕所述中心区设置且自所述中心区向所述集流件的周缘延伸,可以保证所述集流件与所述电极组件靠近所述集流件的端面上多个位置的极耳之间有效连接,从而实现电流的充分导通,提高所述电池单体的可靠性。
19、进一步的,所述第二本体部具有多个贯穿孔,所述多个贯穿孔位于任意两个相邻的所述连接部之间。
20、在本技术的实施例中,通过设置所述贯通孔,当所述电池单体发生热失控时,所述电极组件产生的气体可通过所述贯穿孔排出到所述端盖与所述集流件之间的空间内,进而实现压力的释放。
21、在本技术的一些实施方式中,所述集流件背离所述连接件的一侧表面设有至少一个导流槽,所述导流槽与所述第二注液孔连通,且所述导流槽自所述第二注液孔向所述集流件的周缘延伸。
22、在本技术的实施例中,通过设置与所述第二注液孔连通的所述导流槽,电解液通过所述第二注液孔注入后,顺着所述导流槽向所述集流件的周缘流通,使得所述电极组件靠近所述集流组件的端面及时且充分地与电解液接触,从而提高电解液浸润效率和浸润效果。
23、在本技术的一些实施方式中,所述集流件包括第二本体部和至少一个支撑部,所述支撑部设于所述第二本体部的周缘,且位于所述第二本体部朝向所述连接件的一侧,沿所述第二本体部的厚度方向,所述支撑部的高度小于所述连接件的高度。
24、在本技术的实施例中,通过设置所述支撑部,所述支撑部可以支撑所述第二本体部,从而防止所述集流组件变形进而引发所述电池单体的安全问题。
25、本技术第二方面实施例提供了一种电池单体,所述电池单体包括:
26、壳体,所述壳体包括容纳腔及开孔;
27、电极组件,所述电极组件容纳于所述容纳腔;
28、端盖,所述端盖盖合所述开孔;
29、至少一个集流组件,所述连接部与所述端盖连接,所述集流件与所述端盖之间形成有第二通道,所述第二通道与所述第一通道连通。所述集流组件请参阅前面各个实施方式的介绍,在此不再赘述。
30、在本技术的实施例中,通过在所述集流件与所述端盖之间形成所述第二通道,当所述电池单体发生热失控时,所述电极组件产生的气体可进入所述第二通道,进而实现压力的释放。通过所述第二通道与所述第一通道连通,当所述电池单体在进行抽气时,位于所述第二通道内的气体可以直接通过所述第一通道与所述第一注液孔连通,进而将所述第二通道内的气体排出至所述电池单体外部,从而提高抽气效率。
31、进一步的,所述端盖设有安装孔;所述连接件包括第一段和第二段,所述第一段插入所述安装孔以与所述端盖连接,且所述第一段的至少部分表面露出于所述端盖,所述第二段靠近所述第一段的一端与所述端盖抵接,所述第二段远离所述第一段的一端与所述集流件连接,所述第二段将所述端盖与所述集流件间隔开以形成所述第二通道。
32、一方面,所述第一段的至少部分表面露出于所述端盖,使得所述第一注液孔与所述电池单体的外部连通,便于将所述电池单体内部的气体抽出至所述电池单体外部。另一方面,当所述集流组件与所述端盖采用焊接方式进行连接时,所述第一段的至少部分表面露出于所述端盖,使得所述集流组件与所述端盖的焊接位置位于所述电池单体外部,方便确认所述集流组件与所述端盖的焊接位置,从而提高焊接效率和焊接效果。
33、本技术第三方面实施例提供了一种电池包,所述电池包包括:
34、箱体,及
35、至少一个电池单体,所述电池单体容纳于所述箱体。所述电池单体请参阅前面各个实施方式的介绍,在此不再赘述。
36、所述电池包通过采用本技术各个实施方式所述的电池单体,有效提高了生产效率和安全性。
- 还没有人留言评论。精彩留言会获得点赞!