电池、用电装置及电池组装方法与流程
本技术涉及储能器件领域,特别涉及一种电池、用电装置及电池组装方法。
背景技术:
1、节能减排是汽车产业可持续发展的关键,电动车辆由于其节能环保的优势成为汽车产业可持续发展的重要组成部分。对于电动车辆而言,电池技术又是关乎其发展的一项重要因素。
2、动力电池包含用于固定多排电池单体的端板,然而,电池单体成组后膨胀力力较大,容易造成端板变形。
技术实现思路
1、有鉴于此,本技术实施例提供了一种电池、用电装置及电池组装方法,能够改善端板容易变形的问题。
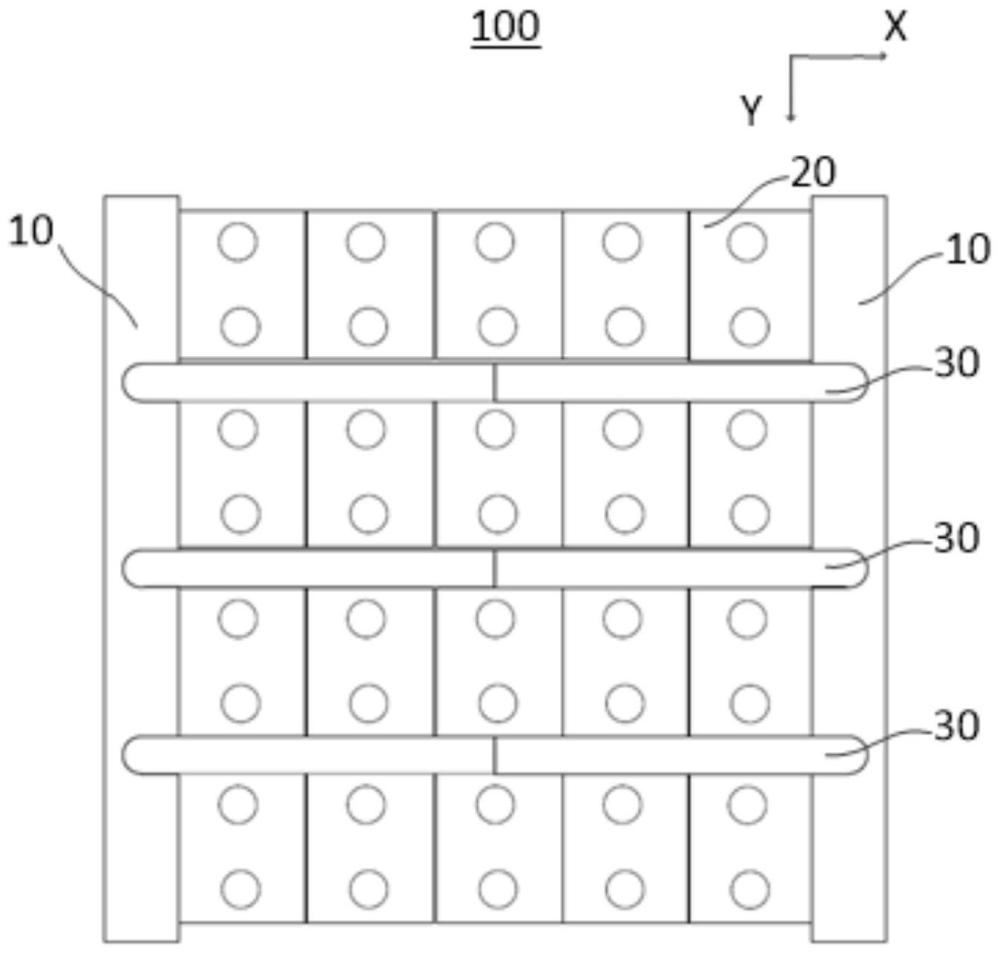
2、本技术第一方面的实施例提出了一种电池,包括:至少两个端板,所述至少两个端板中的两个端板沿第一方向间隔设置,所述端板沿第二方向延伸;
3、多排电池单体,沿所述第二方向间隔地排布于所述两个端板之间,每排所述电池单体包括多个沿所述第一方向排列的所述电池单体,所述第二方向与所述第一方向相交;
4、横梁,所述横梁设于两排所述电池单体之间,且所述横梁的两端分别与所述两个端板相连接。
5、本技术实施例提供的电池包括至少两个端板、多排电池单体以及横梁,横梁设于两排所述电池单体之间,横梁能够隔开相邻两排的电池单体;所述横梁的两端分别与所述两个端板相连接,如此,能够减小因电池单体成组后膨胀力造成端板向两端变形的概率,减少变形量,提高了端板的轮廓度。同时,本技术实施例提供的电池具备抵抗电池单体膨胀力的能力,电池的箱体不需要布置承受电池单体循环膨胀力的高强度横梁,有利于实现电池的轻量化设计。横梁的连接可以增强整个电池的刚性。
6、在一些实施例中,所述电池还包括胶体,部分的所述胶体连接相邻两排的所述电池单体。
7、本技术实施例提供的电池包括胶体且胶体能够连接相邻两排电池单体,电池单体之间的粘结力较大。
8、在一些实施例中,所述电池单体包括沿第三方向相对设置的顶壁和底壁,所述第三方向垂直于所述第一方向和所述第二方向;所述横梁包括沿所述第三方向相对设置的第一端与第二端,所述第一端靠近所述底壁且所述第一端的端面位于所述顶壁与所述底壁之间;部分的所述胶体位于相邻两排的所述电池单体和所述第一端围合形成的空间内,以粘接相邻两排的所述电池单体。
9、通过采用上述技术方案,横梁的第一端处设有用于连接相邻两排电池单体的胶体,提升了电池的组装强度。
10、在一些实施例中,所述电池还包括胶体,至少部分所述胶体位于所述横梁和所述电池单体之间,以粘接所述横梁与所述电池单体。
11、通过采用上述技术方案,本技术提供的电池能够通过胶体粘接横梁与电池单体,组装方式简单高效。
12、在一些实施例中,所述横梁设有凸缘且所述凸缘沿所述第一方向延伸。
13、通过采用上述技术方案,凸缘相当于横梁的加强筋,能够增强横梁的刚性,降低横梁变形的概率。
14、在一些实施例中,所述凸缘与所述电池单体的顶部相抵接。
15、通过采用上述技术方案,有利于管控横梁的组装位置。
16、在一些实施例中,所述横梁的两端分别与两个所述端板可拆卸连接。
17、通过采用上述技术方案,横梁与端板的连接方式简单方便,提升了电池的组装效率,且便于拆卸或维护电池。
18、在一些实施例中,所述横梁与所述端板中的一者开设有卡槽,另一者包括卡持部,所述卡持部与所述卡槽相卡接。
19、本技术实施例提供的电池中,横梁与端板通过卡扣连接,不需要将端板与横梁进行多次多工位连接,本实施例提供的电池可以单工位、一次性地完成端板与横梁的连接。
20、在一些实施例中,所述卡槽设于所述端板上且沿第三方向延伸,所述第三方向垂直于所述第一方向与所述第二方向;所述横梁包括沿所述第二方向延伸的主体和设于所述主体两端的所述卡持部,所述卡持部至少部分嵌设于所述卡槽内。
21、通过采用上述技术方案,卡槽沿着第三方向延伸,方便卡持部卡入卡槽内,并且卡持部与卡槽的卡持强度较大。
22、在一些实施例中,所述卡持部沿所述第一方向凸出于所述主体;沿所述第三方向,所述卡持部的高度小于所述主体的高度。
23、通过采用上述技术方案,横梁与端板可实现卡扣连接,组装方便。
24、在一些实施例中,所述卡槽的槽底凸设有沿所述第三方向延伸的卡持凸起,所述卡持部的端部设有凹槽,所述卡持凸起卡持于所述凹槽内;或,
25、所述卡槽的槽底凹设有沿所述第三方向延伸的凹槽,所述卡持部的端部设有卡持凸起,所述卡持凸起卡持于所述凹槽内。
26、通过采用上述技术方案,端板与横梁相互卡接,连接强度较高。
27、在一些实施例中,所述电池还包括底板,所述端板、所述电池单体及所述横梁均设于所述底板的一侧,且所述端板固定连接于所述底板。
28、本技术实施例提供的电池中,底板、端板、电池单体及横梁共同组成了一个大模组,无需组装小单元,具有较高的组装效率,组装公差小。
29、在一些实施例中,所述横梁与所述底板之间具有间隙。
30、横梁与底板之间的间隙能够容纳胶体,从而横梁可通过该间隙内的胶体固定连接于底板;该间隙还可以供胶体在两排电池单体流动,使得横梁两侧的胶体量相当,避免横梁两侧的胶体量相差较大而使得横梁发生歪斜。
31、在一些实施例中,所述电池单体通过胶体粘接于所述底板。
32、通过采用上述技术方案,电池单体能够固定在底板上,电池具有较好的结构强度,减少电池单体发生晃动的可能性。
33、在一些实施例中,所述底板内形成有通道,所述通道用于供流体介质流通。
34、通过采用上述技术方案,底板能够对电池单体进行热管理,提升了电池的安全性。
35、在一些实施例中,所述电池还包括连接于所述两个端板之间的两个边梁,所述横梁和所述电池单体均设于两个所述边梁之间。
36、通过采用上述技术方案,横梁与边梁围成了框体,用于容纳电池单体和横梁。
37、在一些实施例中,所述端板和/或所述横梁为塑料材质。
38、塑料的端板和塑料的横梁可以有效预防多排电池单体之间、电池单体与端板之间的热扩散,降低热扩散的速度,进而提高整个电池的安全防护等级。
39、在一些实施例中,所述端板为金属材质且所述端板朝向所述电池单体的表面设有绝缘层;和/或,所述横梁为金属材质且所述端板朝向所述电池单体的表面设有绝缘层。
40、通过采用上述技术方案,端板朝向电池单体的表面设有绝缘层,同样可实现将电池单体与端板外的金属绝缘隔离。当横梁为金属材质时,同样可实现通过横梁将相邻两排电池单体进行绝缘隔离。
41、在一些实施例中,所述电池单体包括两个在所述第一方向上相对设置的第一壁以及两个在所述第二方向上相对设置的第二壁,所述第一壁的面积大于所述第二壁的面积,所述第二壁朝向所述横梁设置。
42、通过采用上述技术方案,电池单体的第二壁朝向横梁设置,第一壁朝向端板设置,第一壁的膨胀力大于第二壁的膨胀力,即电池在第一方向上的膨胀力较大,由于横梁连接两个端板,端板变形量减小,提高了模组的刚性,进而提高电池的整体强度;同时,还有利于端板实现轻量化设计。
43、在一些实施例中,所述电池包括n排所述电池单体和n-1个所述横梁,每个所述横梁均设于两排相邻的所述电池单体之间,n为大于等于2的整数。
44、通过采用上述技术方案,池可包括多排电池单体,整个电池可为一个一体化的大模组,组装方式简单,刚性较强。
45、在一些实施例中,所述电池还包括箱体,所述端板、所述电池单体及所述横梁均设于所述箱体内。
46、通过采用上述技术方案,由于端板与横梁能够固定电池单体且具有较大的刚性,箱体的结构强度的要求得到降低,有利于电池的轻量化设计。
47、本技术第二方面的实施例提出了一种用电装置,包括如第一方面提供的电池。
48、用电装置包括电池,与第一方面提供的电池具有相同的有益效果,不再赘述。
49、在一些实施例中,所述用电装置包括车辆主体,沿第二方向位于两端的两排所述电池单体的一侧与所述车辆主体相对且固定连接。
50、通过采用上述技术方案,电池可直接集成在车辆主体上,结构简单,安装方便。
51、本技术第三方面的实施例提出了一种电池组装方法,包括:
52、将多排电池单体排布于两个端板之间,其中两个所述端板沿第一方向间隔设置且所述端板沿第二方向延伸,多排所述电池沿所述第二方向间隔地排布,且每排所述电池单体包括多个沿所述第一方向排列的所述电池单体,所述第二方向与所述第一方向相交;
53、将至少一个横梁插设于相邻两排所述电池单体之间,并使所述横梁的两端分别连接两个所述端板。
54、本技术实施例提供的电池组装方法可用于组装第一方面提供的电池。上述电池组装方法能够组装一体化的大模组,无需先组装多个小单元、再将多个小单元通过大端板相互连接,提高了电池的组装效率,降低了多次串行装配的对位公差,且提升了电池的刚度和轮廓度,有利于实现电池的轻量化设计。
55、在一些实施例中,在将至少一个横梁插设于相邻两排所述电池单体之间之前,所述电池组装方法还包括:将多排所述电池单体与底板相粘接,以及将所述端板固定连接于所述底板;
56、将至少一个横梁插设于相邻两排所述电池单体之间,包括:将至少一个所述横梁从背离所述底板的一侧插设于相邻两排电池单体之间。
57、通过采用上述技术方案,先将电池单体和端板固定在底板上,然后将横梁组装在端板上,可实现将底板、端板、横梁与电池单体形成一个整体的大模组,不需要先进行小单元的成组,装配效率较高。
58、在一些实施例中,将至少一个所述横梁从背离所述底板的一侧插设于相邻两排电池单体之间之前,所述电池组装方法还包括:
59、向相邻两排所述电池单体之间灌入胶体。
60、通过采用上述技术方案,横梁与电池单体能够通过胶体粘接,电池组装方法简单高效。
61、上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
- 还没有人留言评论。精彩留言会获得点赞!