基于电-磁场阵列的丝束同轴冷阴极电子枪及使用方法与流程
本发明涉及熔丝增材设备,具体涉及一种基于电-磁场阵列的丝束同轴冷阴极电子枪及使用方法。
背景技术:
1、电子束熔丝增材制造技术具有成形效率高、成形质量好、绿色制造等显著优势,特别适用于高强高韧轻质合金大型复杂结构件的快速成形,为此,国内外科研机构竟相开展研究并探索工程化应用,一些国家甚至于将电子束熔丝增材制造技术列入出口管制技术。电子束熔丝增材制造技术对大功率束源长期工作稳定性、可靠性要求极高,常规热阴极电子束源虽然已经较广泛应用于电子束熔丝增材制造领域,但是在应用过程中发现无论是间热式还是直热式电子束源,在大功率束流输出时,电子枪的阴极寿命有限,一般仅有数十小时,频繁更换阴极使其难以适应大型复杂金属结构高效、高质量制备需求;并且热阴极电子枪固有的结构特点,使金属丝材只能从轴侧送入到电子束轴线位置进行熔化,不仅丝束对中难度大,且易造成电子束能量过度输入使成形零件内部组织粗大,成形质量难以大幅提高;此外,还存在加热阴影区使成形路径规划自由度受限等不足之处。由于上述技术瓶颈一直未能得到实质性突破,使得该技术目前制造成本偏高,在其它领域大规模推广应用进程缓慢。
2、国内外公开资料显示,丝束同轴冷阴极电子束熔丝增材制造技术目前研究最多的还是单个环形阴极的丝束同轴电子束枪,zl201580052322.3、zl201810235235 .7、zl201910505687.7、201980072526 .1所发明的电子枪或增材制造系统,只有一个环形阴极,导丝嘴和同轴送进丝材起到阳极作用,阴极和阳极按照一定角度安装,组成的静电场对电子束进行汇聚,二次电子从阴极发射后向导丝嘴下端汇聚,使得焦距较短,一般电子束焦点位于导丝嘴下端30-40mm的范围以内;即使增加外部聚焦磁场或磁透镜,焦距有所增大,但焦距调节范围仍然有限,无法达到上百mm以上的长焦熔丝效果,焦距有限,难以在高度差较大零件表面成形,使该技术的成形位置空间可达性受到限制;由于电子束焦点与导丝嘴下端距离较近,且丝材和导丝嘴处于同一电位,电子束除了汇聚在焦点区域,还有一部分会在导丝嘴端部汇聚,在工作电压突变、大功率束流长期输出时,尤为明显,在成形过程中容易出现导丝嘴烧蚀现象,使导丝嘴材料成分混入到成形结构件中,影响成形质量;由于焦距较短,在成形大厚度零件时,丝端易被较大的电子枪端部遮挡,成形过程熔滴过渡状态无法实时调控,依靠经验参数沉积成形的结构件,易出现中心区域“塌陷”的现象;丝束同轴冷阴极电子枪电子束的焦点实际是位于导丝嘴下端与枪体同轴的长度约为10mm左右的电子束能量高度集中的柱状区,当丝束同轴状态较好时,丝材通过电子束能量汇聚区能够充分熔化,熔滴可以较好地过渡到成形区域;但是受丝材卷绕方式产生的应力、丝材进给动密封及导丝机构摩擦力等的影响,经常出现丝端翘曲现象,导致丝端无法全部浸入焦点位置的电子束能量汇聚区,丝端熔化不充分,易出现粘丝、沉积焊道尺寸突变现象发生,使成形质量及其精度控制难度增大。上述问题已经成为阻碍丝束同轴冷阴极电子束熔丝增材制造技术工程化应用的技术瓶颈,使得该技术目前仍然停留在实验室阶段。
技术实现思路
1、技术目的:针对现有丝束同轴冷阴极电子束熔丝增材制造技术存在的成形位置空间可达性差、大功率熔丝成形过程导丝嘴易烧蚀、大厚度零件成形时成形过程无法实时监测、丝端翘曲易导致成形质量变差,无法保证成形质量的不足,本发明公开了一种可以提高成形位置空间可达性,并避免烧蚀导丝嘴及增强成形过程的实时监测能力,在丝端翘曲时能够实现丝端矫正的基于电-磁场阵列的丝束同轴冷阴极电子枪及使用方法。
2、技术方案:为实现上述技术目的,本发明采用了如下技术方案:
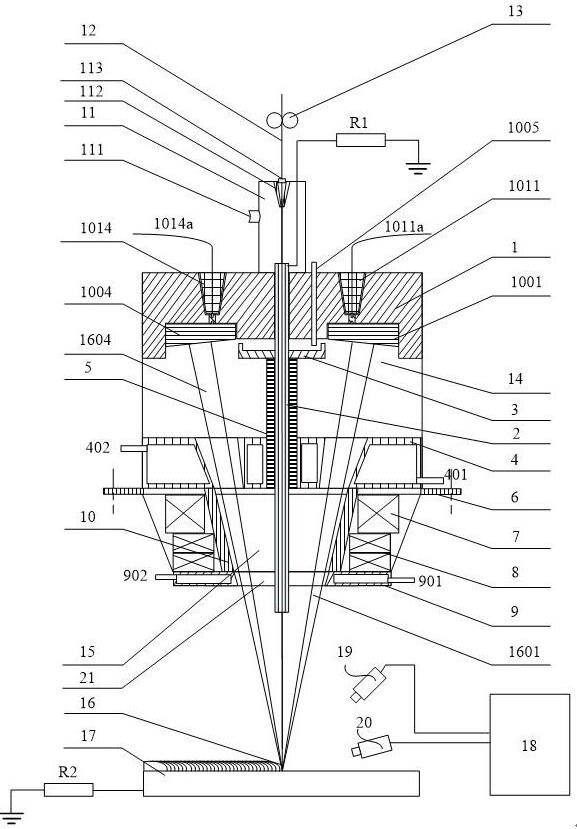
3、一种基于电-磁场阵列的丝束同轴冷阴极电子枪,包括送丝机构以及沿电子枪轴线依次同轴设置的预抽真空腔室、放电腔室、束流导引腔室,送丝机构的丝材依次穿过各腔室后到达成形基板的表面;所述放电腔室内设有阴极阵列,所述阴极阵列的阴极通过高压端子与外部的高压电源连接,在放电腔室的下端设有阳极孔阵列,阳极孔阵列的阳极孔与阴极阵列的阴极排布方式相对应,在阴极阵列通电时,在阴极阵列与阳极孔阵列之间构建形成静电场阵列,气体电离的正离子轰击各个阴极产生的二次电子分别经各自静电场汇聚后进入束流导引腔室,由束流导引腔室中的聚焦线圈将电子束汇集在电子枪的轴线上,形成电子束能量汇聚区。
4、优选地,本发明的束流导引腔室内部设置隔热套管,电子束从隔热套管的内侧穿过,在隔热套管外部设有聚焦线圈,通过控制聚焦线圈的电流,对电子束能量汇聚区在电子枪轴线上位置进行调整。
5、优选地,本发明的冷阴极电子枪上设有用于对丝端状态进行检测矫正的矫姿机构,所述矫姿机构包括偏转线圈阵列、束流采样电阻r1、束流采样电阻r2以及工业ccd相机,所述束流采样电阻r1与设置在丝材外周的导丝管相连接,另一端接地;束流采样电阻r2一端与成形基板相连接,另一端接地,通过两个束流采样电阻采集到的束流信号判断丝材端部是否发生翘曲,由工业ccd相机确定翘曲方向;所述偏转线圈阵列位于电子束汇集路径的外周,通过偏转线圈阵列产生偏转磁场,调整电子束的偏转方向进行丝材端部的矫姿。
6、优选地,本发明的偏转线圈阵列采用双层阵列结构,每层包括至少两组互成90°夹角的偏转线圈组,每组偏转线圈组包括两个线圈绕制方向相同且通电方向一致的偏转线圈绕组,两个偏转线圈绕组对称位于电子束汇集路径的外侧,通过向不同方位的偏转线圈组通电控制对应方位电子束的偏转。
7、优选地,本发明的偏转线圈阵列的下方设置水冷座,水冷座同心设置有与丝材同轴的中心孔,电子束从中心孔穿过,在水冷座内部设置冷却腔,冷却腔连接有进水口和出水口,通过水冷座对偏转线圈阵列进行隔热防护。
8、优选地,本发明的预抽真空腔室上端面中心开孔,在开孔处设置气阻和密封胀圈,丝材从密封胀圈的中心穿入。
9、优选地,本发明的放电腔室内部贯穿有导丝管,在导丝管的外周设有绝缘套管,通过绝缘套管使导丝管与阳极孔阵列绝缘;放电腔室上端设有用于向腔室内部导入工作气体的导气管,在导气管下端设有用于将工作气体导向至阴极阵列各个阴极的气流遮挡环,所述气流遮挡环同心套接在导丝管上,位于绝缘套管的上端。
10、本发明还提供一种基于上述电-磁场阵列的丝束同轴冷阴极电子枪的使用方法,包括步骤:
11、s01、将电子枪置于成形基板的上方,穿入丝材,使丝材端部位于成形基板的成形表面;根据电子枪与成形基板之间的位置高度,控制聚焦线圈通入的电流,使电子枪工作时电子束能量汇聚区域丝端相对应,偏转线圈阵列不通电;
12、s02、高压电源向阴极阵列供电,通过导气管导入工作气体,工作气体放电产生等离子体,等离子体中正离子轰击阴极产生二次电子,二次电子经各静电场汇聚成电子束,电子束在聚焦线圈作用汇集在丝材端部,将丝材熔化形成熔滴,按照预定轨迹在成形基板上堆积成形;
13、s03、在进行熔丝增材过程中,当丝端未发生翘曲时,通过束流采样电阻r1采集工作束流信号i0,在丝端翘曲时,束流采样电阻r1采集到的束流信号i1小于工作束流信号i0,束流采样电阻r2采集到束流信号i2远大于i1,通过工业ccd相机判断丝端翘曲方向,控制聚焦线圈和偏转线圈阵列的通入电流进行丝端矫姿,矫姿完成后,聚焦线圈和偏转线圈阵列恢复初始的工作状态。
14、优选地,在本发明的步骤s03中,控制聚焦线圈和偏转线圈阵列进行丝端矫姿的过程包括:
15、减小丝端翘曲方向侧的电子束设定值,并增大另一侧的电子束设定值,增大聚焦线圈的电流,使电子束能量汇聚区上移至翘曲高度位置,同时根据翘曲方向,向对应的偏转线圈阵列内通入电流,使形成的电子束能量汇聚区移动至丝材上进行矫姿。
16、优选地,在步骤s03中,提高与翘曲方向相垂直的另外两个电子束的工作电压,使对应电子束的焦点下移,利用位于下层的偏转线圈阵列对所述工作电压提高的电子束向丝端翘曲方向进行偏移调整,位于上层的偏转线圈阵列对与丝端翘曲方向相平行的两个的电子束进行反翘曲方向偏移调整。
17、有益效果:本发明所提供的基于电-磁场阵列的丝束同轴冷阴极电子枪及使用方法具有如下有益效果:
18、1、本发明用于熔丝的电子束使用阴极阵列进行发射,在阴极阵列与阳极孔阵列之间形成相对独立的静电场,电子经各静电场单独汇集,并通过聚焦线圈汇聚在与电子枪同轴的位置,形成能量高度集中的电子束能量汇聚区,获得焦距较长的束流,提高电子枪的空间可达性,实现在高度差较大的零件表面成形。
19、2、本发明通过调整电子束的能量、配合聚焦线圈和偏振线圈阵列,实现电子束能量汇聚区沿丝端进行空间位置以及能量密度的快速调整,可以削弱丝端的翘曲状态,对丝端翘曲进行矫姿,同时保障“同轴”熔丝,保证成形质量。
20、3、本发明通过与导丝管连接的束流采样电阻r1和与成形基板连接的束流采样电阻r2,采集束流信号,根据采集到的束流信号判断丝端是否存在翘曲,同时,配合设置的工业ccd相机采集丝材端部的图像,判断翘曲方向,为丝端矫正提供准确的信息。
21、4、本发明的偏转阵列采用互成90°夹角的偏转线圈组,通过控制通电的偏转线圈组以及通入的电流方向可以形成不同方向的偏转磁场,实现对电子束能量汇聚区的偏移调整。
22、5、本发明在偏转线圈阵列的下方设置水冷座,通过水冷座防止增材制造过程中产生的热量辐射到偏转线圈阵列和聚焦线圈,以保障偏转线圈阵列和聚焦线圈长期稳定工作。
23、6、本发明通过导气管向放电腔室内输送工作气体,通过气流遮挡环3使进入的工作气体分散,均匀到达阴极阵列的各阴极附近,保证正常工作时各电子束能量的均匀性,便于后续对熔丝增材过程的控制。
24、7、本发明的偏转线圈阵列采用上下方位设置的双层结构,在发生丝端翘曲时,通过位于上层的偏转线圈阵列进行丝端矫姿,通过下层的偏转线圈阵列带动除矫姿外的电子束向与矫姿偏移方向相反的方向移动,继续保持丝端熔化的熔丝增材,提高设备效率。
- 还没有人留言评论。精彩留言会获得点赞!