一种大气环境工作的高压电子枪装置及使用方法与流程
本发明涉及电子枪,具体涉及一种大气环境工作的高压电子枪装置及使用方法。
背景技术:
1、近年来,大厚度大型金属焊接结构件在国防工业和民用工业领域的应用日益广泛,通常采用开坡口填丝的弧焊工艺,但是该工艺生产效率低,焊接质量难以大幅提高。为了提高大厚度大型金属焊接结构件的焊接质量,国内外普遍采用真空电子束焊接,目前国外大功率真空电子束焊接的最大焊缝深度达到数百mm以上,焊接质量也得到了大幅提高。真空电子束焊接的飞机框梁结构及起落架、深潜器的耐压壳体等均得到了成功应用。真空电子束焊接的不足之处在于其真空室的体积决定了其焊接零件的最大尺寸;大厚度大型金属结构需要大型真空室,大型真空室所需要的高真空获取设备价格昂贵,操作维护不便,上百立方米的大型真空室从大气氛围抽取到10-2pa高真空一般需要数小时,并且为真空室抽取到高真空的扩散泵开机需要预热、关机需要冷却,操作过程繁琐。对一些超大型金属结构,将其放入真空室进行电子束焊接,真空获取难度和费用、机械运动控制技术难度等急剧增大,几乎无法实现。
2、因此,国内外尝试采用大功率激光焊接大厚度金属结构件,现有公开报道万瓦激光大气环境焊接最大深度在30mm左右,焊缝深宽比较低,一般不超过10:1,而且激光能量转化效率低,仅有30%左右,辅助设备能耗大,不符合当前节能环保的发展理念;此外大功率激光器的成本也会激增,因此,目前采用大功率激光焊接大厚度金属结构的实际应用价值并不高。
3、为了满足大厚度大型金属焊接结构件的制备需求,国外开发出局部低真空电子束焊接技术,在工件表面设置0.1pa~100pa的局部低真空环境进行电子束焊接,可以摆脱真空室体积对加工零件尺寸的束缚,而且焊接效率和焊接质量也能够得到保障。英国twi开发的局部低真空电子束焊接设备已经用于焊接100mm厚、60m长、750吨重、直径5m的风力发电机基座。但是局部低真空电子束焊接设备需要在电子枪束流输出端口设置一个能够提供0.1pa~100pa局部低真空环境的部件,该部件需要随所焊接大型金属结构位置的形面变化而改变,即不同焊接位置需要不同结构的局部低真空部件,大厚度大型金属结构焊接不同位置需要更换相应的局部低真空部件,设备操作复杂程度增加,人工成本也大幅提高,不利于局部低真空电子束焊接技术向现代工业柔性化生产方向发展。
4、为了摆脱真空室体积对焊接零件尺寸的束缚,德国aachen大学焊接研究所开展了非真空电子束焊接技术研究,焊接速度可以达到25m/min,但是电子束受到大气环境中各种粒子的碰撞以及自身的空间电荷效应影响,容易导致电子束严重发散,电子枪的工作距离限制在40mm左右,焊缝深宽比最大也仅有5:1,一般用于焊接薄壁零件,在汽车制造行业应用较为广泛,传统的非真空电子束焊接技术难以适应大厚度大型金属结构的焊接。
技术实现思路
1、技术目的:针对现有非真空电子束焊接的电子枪工作距离受限,无法满足大型金属结构高质量焊接的不足,本发明公开了一种能够将电子束引入到大气环境,并获得较长工作距离,将能够满足大气环境高效、高质量焊接的大气环境工作的高压电子枪装置及使用方法。
2、技术方案:为实现上述技术目的,本发明采用了如下技术方案:
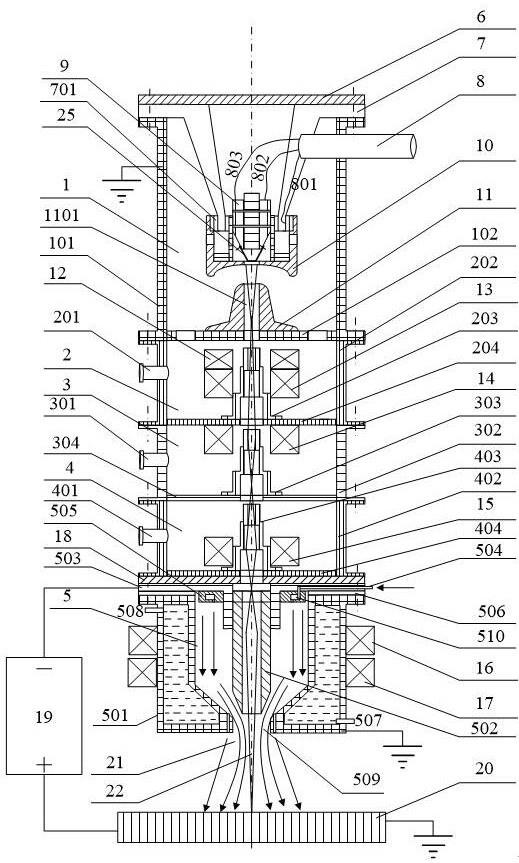
3、一种大气环境工作的高压电子枪装置,包括沿电子枪轴线方向依次设置的电子束流发生舱室、减压舱室和等离子体发生舱室,减压舱室和等离子体发生舱室均设有用于对电子束流进行聚焦的聚焦线圈;所述电子束流发生舱室与相邻的减压舱室相连通,电子束流发生舱室包括第一壳体以及设置的第一壳体内的绝缘子、灯丝、灯丝夹具、偏压杯和阳极,所述偏压杯上端通过导电环固定在绝缘子的下端,在偏压杯的杯底开设有用于灯丝发射的电子通过的中心孔,阳极对应位于偏压杯的下方,中心设置阳极孔;灯丝夹具同心设置在偏压杯内,导电环和灯丝夹具分别与高压电缆内对应的供电导线连通。
4、优选地,本发明的灯丝夹具包括陶瓷固定套管、绝缘陶瓷块、第一灯丝导电极、第二灯丝导电极,陶瓷固定套管同心设置在偏压杯内,绝缘陶瓷块位于陶瓷固定套管的中心,第一灯丝导电极和第二灯丝导电极对称安装于绝缘陶瓷块两侧,灯丝通过对应的灯丝导电极与高压电缆内的导线相连通。
5、优选地,本发明的减压舱室均通过接口与真空设备连接,在舱室内部形成对应等级的真空环境,相邻的腔室之间通过隔板进行分隔,隔板均为中心开孔,电子束通过隔板中心开孔进行运动传输,在中心开孔处均对应设置气阻,通过气阻将相邻的减压舱室分隔,形成阶梯式真空度的减压舱室结构。
6、优选地,本发明的减压舱室包括第一减压舱室、第二减压舱室和第三减压舱室,所述第一减压舱室与电子束流发生舱室之间通过第一隔板分隔,阳极固定在第一隔板上,第一隔板中心开孔,开孔直径大于阳极孔直径;在第一减压舱室的聚焦线圈上方设置合轴线圈,通过调节合轴线圈磁场使电子束轴线与电子枪的机械轴线相重合。
7、优选地,本发明的气阻均采用中空柱状结构,内置直径逐渐增加的台阶孔,台阶孔直径较大的一端位于隔板所在一侧。
8、优选地,本发明的等离子体发生舱室包括水冷外套、空心柱状钨极、钨极夹持座、导气管、气流均布环,所述空心柱状钨极通过钨极夹持座固定在相邻的减压舱室隔板下方,配合水冷外套进行钨极夹持座的定位固定;钨极夹持座与等离子体电源的负极连接,等离子体电源的正极与工件相连接,通电后在空心柱状钨极与工件之间形成等离子弧,钨极夹持座与隔板之间设置枪体间绝缘板;气流均布环同心固定在钨极夹持座上,位于空心柱状钨极的外周,与导气管相连通。
9、优选地,本发明的钨极夹持座采用截面为“t”型的中空结构,形成位于中心的夹持部以及位于四周的固定部,气流均布环套接在夹持部的外周,所述气流均布环内部设有环形导气槽,环形导气槽朝向等离子体发生舱室的一侧均布有多个出气孔,使工作气体通过出气孔进入等离子体发生舱室内。
10、优选地,本发明的水冷外套的上端通过安装法兰与钨极夹持座固定,水冷外套内壁采用漏斗状结构,在水冷外套底部形成正对工件的开口,开口自电子枪轴线相外侧倾斜,倾斜夹角为60°-150°。
11、本发明还提供一种基于上述高压电子枪装置的使用方法,包括步骤:
12、s01、将电子枪高压电缆与外部的高压电源相连接,等离子体发生舱室内的空心柱状钨极和工件与等离子体电源相连接;
13、s02、启动各减压舱室的连接的真空设备,使减压舱室的真空度达到设置要求;
14、s03、向等离子体发生舱室内通入工作气体,启动等离子体电源,使空心柱状钨极与工件之间产生等离子弧,形成等离子弧柱区;
15、s04、高压电源通电,分别向偏压杯、灯丝施加偏压、灯丝电压,灯丝通过电流发射电子,在偏压杯与阳极之间形成高压静电场,对电子进行加速,依次经过各减压舱室,通过减压舱室的聚焦线圈进行电子束流的调节,通过空心柱状钨极进入等离子弧柱区;
16、s05、控制等离子弧柱区内电子束的电子密度为等离子体密度的两倍以上,在等离子弧柱区内建立稳定的等离子体通道,电子束通过等离子体通道到达工件表面,进行工件的焊接。
17、优选地,在本发明的步骤s05中,对等离子弧柱区内电子束的电子密度和等离子体密度控制过程包括:在电子枪的控制系统内预存等离子体电源输出功率与等离子体密度对应关系,预存不同高压电源输出下,电子束流在各个聚集线圈电流和工作距离调整时工件表面的电子束束斑面积,计算相应条件下等离子弧柱区电子束的电子密度。
18、有益效果:本发明所公开的一种大气环境工作的高压电子枪装置及使用方法具有如下有益效果:
19、1、本发明使用多级减压舱将电子束流发生的高真空环境与电子束工作的大气环境进行隔离,能够将高压大功率电子束流引入到大气环境中,实现对大型金属结构的焊接。
20、2、本发明使用空心柱状钨极与工件间产生等离子体弧柱区,简化等离子体腔室结构设计,电子束通过空心柱状电极进入等离子体中形成离子通道,借助于等离子体通道传输电子及其自聚焦功能,不仅可以抑制大气环境下工作时电子束发散,而且可以减少电子能量损耗,增加电子束在大气环境中的工作距离,获取较大的焊缝熔深与焊缝深宽比,同时,有利于摆脱真空室体积对加工零件尺寸的束缚,拓展高压大功率电子束焊接技术的应用领域。
21、3、本发明电子枪的控制系统通过预存等离子体电源输出功率与等离子体密度对应关系,能够根据输出的电子束流大小设置等离子体电源输出功率,使不同大小的电子束进入等离子体弧柱区,均能够建立稳定的等离子通道。
22、4、本发明在电子束流发生舱室内设置偏压杯,通过偏压杯连接负高压,在偏压杯与阳极之间形成高压静电场,对电子束流发生舱室内产生电子进行加速,获取运动的初速度,以便在后续的无电场空间能够配合聚焦线圈作用进入空心柱状钨极内。
- 还没有人留言评论。精彩留言会获得点赞!