一种四面倒角切针装置的制作方法
本发明涉及插针加工,特别是涉及一种四面倒角切针装置。
背景技术:
1、插针一端为与电连接器焊接的焊接端,另一端为插入其他用电装置的插接端,具体的说插针是一种安装于电连接器,将电连接器与其他用电装置进行电连接的针形构件。但是,在目前的实际生产过程中还没有一款能够一次性对于插针四面进行倒角、插针长度设计范围内可灵活设置的全自动生产的装置。
2、鉴于此,本案提出一款通过电动化和凸轮相结合,实现cp线等引脚四面倒角、且长度可设置,精度高的四面倒角切针装置,以解决上述技术问题。
技术实现思路
1、为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种四面倒角切针装置,实现插针四面倒角的自动化生产制造,并且有能够有效管控产品长度、成型效果好,同时整个加工过程中操作简单快捷,加工效率高,质量高,节省了大量人力物力。
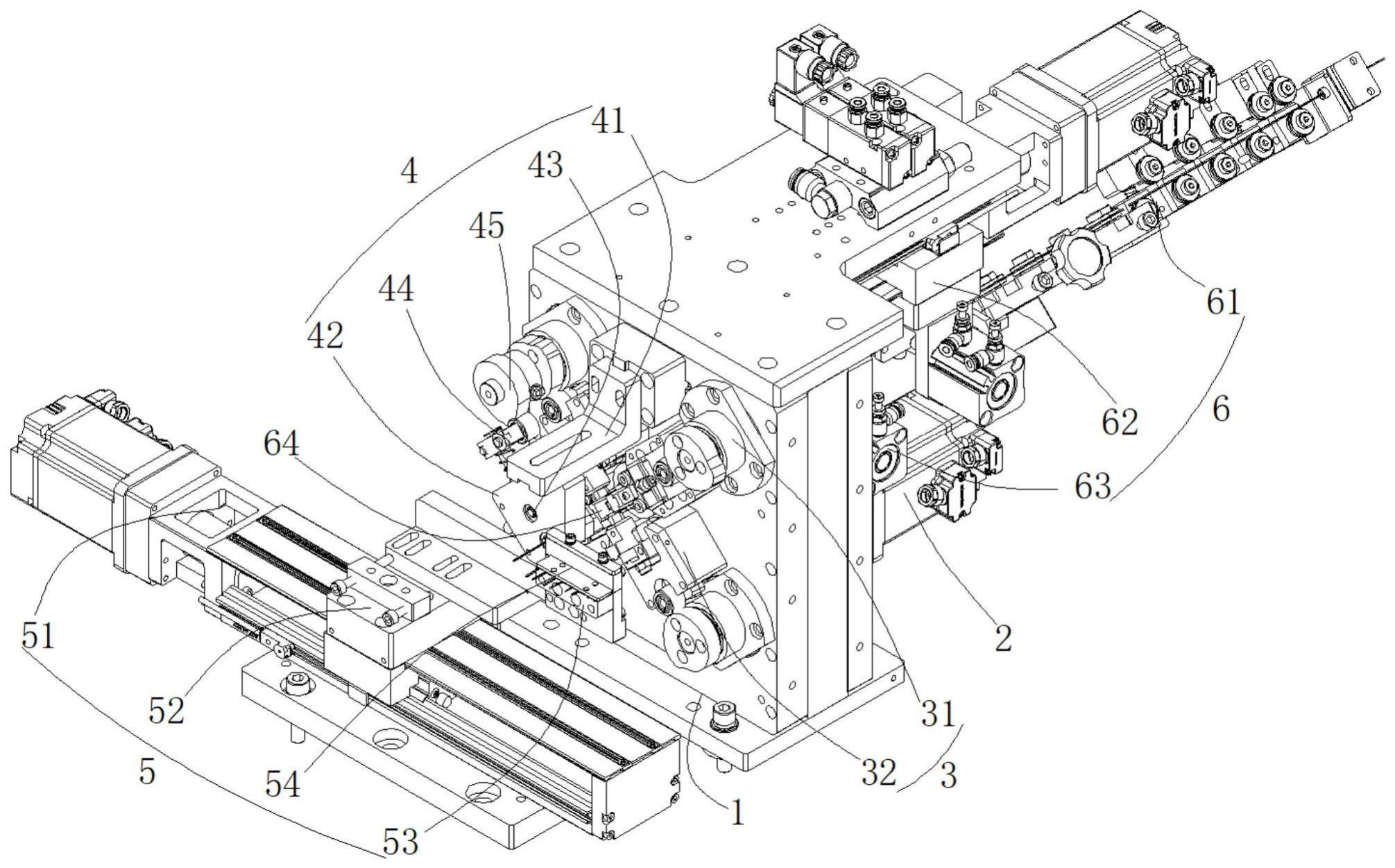
2、为实现上述技术方案,本发明的技术方案如下:一种四面倒角切针装置,包括底座,该四面倒角切针装置还包括:
3、第一驱动源,固设有所述底座一侧,用于提供动力;
4、倒角机构,圆周阵列设置于所述底座上,所述第一驱动源可驱动圆周阵列的所述倒角机构向轴线靠拢或远离;
5、扭断部件,设置于所述底座另一侧,且与多个所述倒角机构(3)中的一个传动连接,所述第一驱动源(2)所述倒角机构可驱动所述扭断部件转动来将成型的插针进行切断;
6、针脚分料机构,沿纵向可来回往复移动的设置于所述扭断部件正前方,用于插设成型的插针;以及
7、送料机构,与所述第一驱动源平行设置,用于向所述倒角机构进行精准的供料;
8、其中:工作时所述送料机构将卷曲的原料矫直后将其输送至倒角机构后固定不动,所述第一驱动源动作驱动倒角机构相互靠拢来对原料的周侧进行挤压成型,于此同时驱动所述扭断部件将倒角好的原料进行拧断,最后在送料机构的推动下将其插入到针脚分料机构中。
9、进一步地,所述扭断部件包括设有第一长条形孔的安装支架;所述安装支架上可调节安装有扭切座;所述扭切座内侧可转动设有扭切部;所述扭切座上可伸缩插设有驱动部;所述驱动部可驱动所述扭切部来回往复摆动;所述驱动部一端有第一驱动凸轮驱动;所述第一驱动凸轮固设于所述倒角机构上。
10、进一步地,所述安装支架包括左支架元件和右支架元件;相邻所述左支架元件和右支架元件之间围成一个转动腔和贯穿的推动槽;所述推动槽与所述转动腔连通;所述扭切部通过轴承可转动安装在所述转动腔;所述驱动部可滑动插设于所述推动槽上;所述驱动部与所述扭切部啮合传动;所述右支架元件向外延伸设有凸起部;所述凸起部上可拆卸安装有第一治具;
11、所述扭切部包括第一钮动齿轮;所述第一钮动齿轮一侧啮合传动连接有第二扭动齿轮;所述第二扭动齿轮上可拆卸安装有第二治具;
12、所述驱动部包括驱动轴;所述驱动轴一端设有驱动齿条;所述驱动齿条与所述第一扭动齿轮啮合传动;所述驱动轴另一端套设有弹性件;所述驱动轴末端可拆卸设有驱动块;所述驱动块上可转动设有导轮。
13、进一步地,四个圆周阵列设置的所述倒角机构包括插设于所述底座上的切断驱动部;所述切断驱动部与所述第一驱动源啮合传动;沿所述切断驱动部的轴线垂直方向上设有倒角成型部;其中:各自切断驱动部驱动各自的倒角成型部同时朝原料轴线移动挤压成型。
14、进一步地,所述切断驱动部包括切断驱动轴;所述切断驱动轴通过轴承座可转动安装在所述底座上;所述切断驱动轴一端固设有切断啮合齿轮与第一驱动源的输出端啮合传动,另一端可拆卸安装有第二凸轮驱动块;所述第二凸轮驱动块与所述倒角成型部线接触传动。
15、进一步地,所述倒角成型部包括固设于所述底座上的倒角成型座;所述倒角成型座上可滑动插设有挤压部件;所述第二凸轮驱动块转动时可驱动所述挤压部件向原料轴线靠拢或远离;所述挤压部件的输出可拆卸安装有成型治具。
16、进一步地,所述倒角成型座包括倒角成型块和设有u形凹槽的限位盖;相邻所述限位盖和倒角成型块之间构建成一条贯穿的移动槽;所述挤压部件可滑动插设于所述移动槽内侧;
17、所述挤压部件包括开设有方状的贯穿孔的挤压底板;所述贯穿孔内侧设有第二弹性件,且第二弹性件一端与所述倒角成型座面接触;所述挤压底板一侧固设有凸字形的安装座;所述安装座下方固设有l形定位块;
18、所述成型治具包括可拆卸安装在所述安装座上的治具底座;所述治具底座上插设有挤压针;所述挤压针一端镜像设有三角状的成型槽;所述成型槽倾斜设置于所述挤压针的一端,且相邻的成型槽交汇于一条线上。
19、进一步地,所述送料机构包括一字横向排列设置的线材校正部件、送针部件、压紧部件以及引料部件;所述线材校正部件用于将卷曲的线材矫正成笔直状;所述送针部件用于驱动矫正成笔直的线材移动;所述压紧部件用于对所述送针部件输送过来的线材进行压紧固定防止所述倒角机构挤压动作时发生移位;所述引料部件用于对线材进行二次矫正的通知对线材进行径向定位防止挤压动作时发生径向变形而影响产品质量。
20、进一步地,所述线材校正部件包括线材矫正支架;所述线材矫正支架上设有第一矫正部;所述第一矫正部一端固定连接有第二矫正部;相邻所述第一矫正部和第二矫正部相互垂直设置,并成v型悬挂在所述线材矫正支架上;沿着所述第二矫正部输出的轴线上设有初步矫正部件;
21、所述送针部件包括第一直线输送部件;所述第一直线输送部件的输出端设有送针底座;所述送针底座顶部一侧设有压紧气缸;所述压紧气缸输出设有第一压板;所述压紧气缸一侧固设有第二压板;所述压紧气缸可驱动所述第一压板向所述第二压板靠拢压紧线料;
22、所述压紧部件包括固设于所述引料部件上的第三亚压板;所述第三亚压板一侧设有第二压紧气缸;所述第二压紧气缸的输出端旋接有第四压板;所述第二压紧气缸可驱动所述第四压板向所述第三亚压板靠拢或远离;
23、所述引料部件包括同轴设置的连接法兰、连接轴、治具头、第三治具以及第四治具;设有贯穿的柱状通孔的所述第三治具一端插设于与连接法兰,另一端抵接与治具头;所述第四治具阵列设置于所述治具头的输出端;所述治具头上设有贯穿的相互垂直的第二矩形贯穿孔。
24、进一步地,所述针脚分料机构包括第二直线模组;所述第二直线模组顶部设有分料座;所述分料座上设有接料座;所述接料座上可移动设有分料压料部;
25、所述第一驱动源为伺服电机;所述伺服电机通过紧固件固设于所述底座上;所述第一驱动源的输出端啮合传动连接有驱动齿轮盘;所述驱动齿轮盘可转动设置于所述底座内侧;所述驱动齿轮盘可同时驱动阵列设置的倒角机构移动;
26、所述底座上设有中空的安装腔体。
27、与现有技术相比较,本发明具有如下有益效果:
28、1)本发明用于线架插针生产线的四面倒角切针装置通过第一驱动源、倒角机构、扭断部件、针脚分料机构、送料机构、控制器等设备配合作用,实现自动化矫正线材、自动化精准搬送线材、自动化四面倒角、自动化旋钮切断、自动化成品下料,从而解决了目前的实际生产过程中还没有一款能够一次性对于插针四面进行倒角生产的装置,整个过程实现cp线等引脚四面倒角、且长度可设置、精度高,有效保证了生产质量,减少了生产工作时间从而提高生产效率,效率可达每小时产量最高可达12000根;
29、2)本发明具有结构简单,节省成本而且工作效率高,降低了人工成本和劳动强度,生产成本低,产品质量好,成品率高,而且设备利用率高;
30、3)实现插针四面倒角的自动化生产制造,并且有能够有效管控产品长度、成型效果好,同时整个加工过程中操作简单快捷、生产规格柔性智能,加工效率高,质量高,节省了大量人力物力;
31、4)本发明送料机构是电动模组设置,如此可以根据实际插针的具体长度进行送料,使得送料距离可设置,送料长度改变,以此加大整改装置的实用性。
- 还没有人留言评论。精彩留言会获得点赞!