密封件安装控制方法、系统、装置、设备及存储介质与流程
本发明涉及电池,尤其涉及一种密封件安装控制方法、系统、装置、设备及存储介质。
背景技术:
1、目前,一般通过机械手在电芯的注液口上安装密封件,每次吸取一个密封件,然后将吸取密封件安装在电芯的注液口,在安装密封件的过程中,需要进行多次吸取和安装,耗费时间长,导致生产线效率低。
技术实现思路
1、本发明实施例的主要目的在于提供了一种密封件安装控制方法、系统、装置、设备及存储介质,旨在解决现有技术中电芯注液口的密封件安装耗时长导致生产线效率低的技术问题。
2、第一方面,本发明实施例提供了一种密封件安装控制方法,所述方法包括以下步骤:
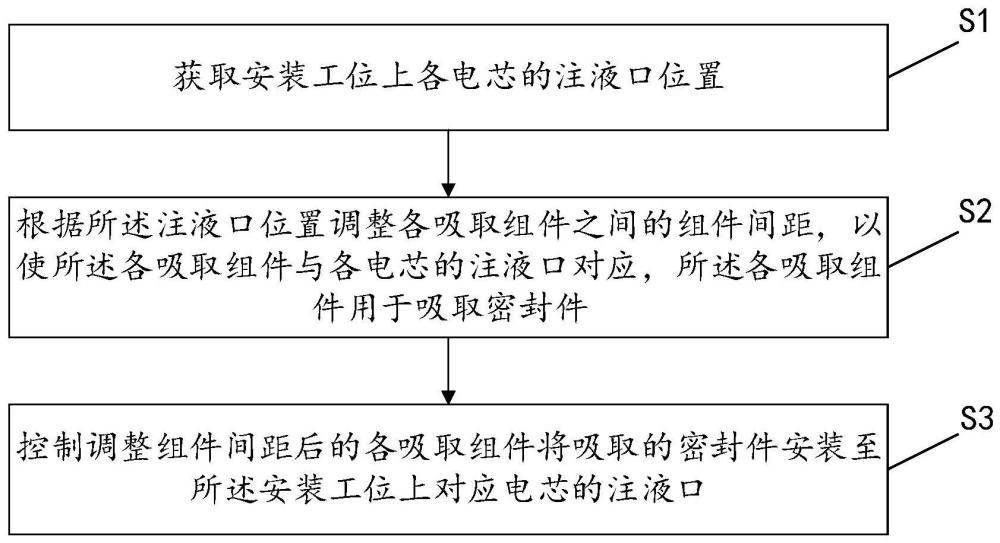
3、获取安装工位上各电芯的注液口位置;
4、根据所述注液口位置调整各吸取组件之间的组件间距,以使所述各吸取组件与各电芯的注液口对应,所述各吸取组件用于吸取密封件;
5、控制调整组件间距后的各吸取组件将吸取的密封件安装至所述安装工位上对应电芯的注液口。
6、该实施例根据安装工位上各电芯的注液口位置调整各吸取组件之间的组件间距,使得用于吸取密封件的各吸取组件与各电芯的注液口对应,控制调整组件间距后的各吸取组件将吸取的密封件安装至安装工位上对应电芯的注液口,通过调整吸取组件之间的组件间距使得各吸取组件与各电芯的注液口对应,并控制各吸取组件将吸取的密封件安装至对应电芯的注液口,能够一次安装多个密封件,缩短了密封件安装的时长,提高了产线效率。
7、在一些实施例中,所述控制调整组件间距后的各吸取组件将吸取的密封件安装至所述安装工位上对应电芯的注液口,包括:
8、控制调整组件间距后的各吸取组件移动至预设安装位置;
9、在所述各吸取组件移动至所述预设安装位置的情况下,控制各吸取组件将各自吸取的密封件安装至所述安装工位上对应电芯的注液口。
10、该实施例控制调整组件间距后的各吸取组件移动至预设安装位置,并在调整组件间距后的各吸取组件移动至预设安装位置的情况下,控制各吸取组件将各自吸取的密封件安装至安装工位上对应电芯的注液口,通过控制吸取了密封件的各吸取组件将吸取的密封剂安装至对应电芯的注液口,节省了密封件安装时长,提高了产线效率。
11、在一些实施例中,所述控制调整组件间距后的各吸取组件将吸取的密封件安装至所述安装工位上对应电芯的注液口,包括:
12、控制调整间距后的各吸取组件移动至预设上料位置,并控制处于预设上料位置的各吸取组件吸取密封件;
13、在所述各吸取组件吸取密封件的情况下,控制各吸取组件移动至预设安装位置;
14、控制处于预设安装位置的各吸取组件将吸取的密封件安装至所述安装工位上对应电芯的注液口。
15、该实施例控制调整组件间距后的各吸取组件移动至预设上料位置,并控制处于预设上料位置的各吸取组件吸取密封件,控制吸取密封件的各吸取组件移动至预设安装位置,然后控制处于预设安装位置各吸取组件将吸取的密封件安装至安装工位上对应电芯的注液口,通过控制调整组件间距后的各吸取组件吸取密封件,并控制吸取了密封件的吸取组件移动至预设安装位置将吸取的密封件安装至对应电芯的注液口,无需多次吸取和安装密封件,缩短了密封件的安装时长,提高了产线效率。
16、在一些实施例中,所述根据所述注液口位置调整各吸取组件之间的组件间距,包括:
17、根据所述注液口位置控制间距调节组件带动各吸取组件移动,以调整各吸取组件之间的组件间距。
18、该实施例根据各个电芯的注液口位置控制间距调节组件带动各吸取组件移动,从而调整各吸取组件之间的组件间距,通过间距调节组件实现组件间距的自动调节,在提高间距调节准确度的同时,提高了组件间距调节效率。
19、在一些实施例中,所述间距调节组件为间距伺服电机,所述伺服电机与各吸取组件对应设置,各伺服电机用于调整对应吸取组件的位置。
20、该实施例中的间距调节组件为伺服电机,伺服电机与各吸取组件对应设置,通过各个伺服电机调整对应吸取组件的位置,提高了吸取组件位置调节的准确度。
21、在一些实施例中,所述在所述各吸取组件移动至所述预设安装位置的情况下,控制各吸取组件将各自吸取的密封件安装至所述安装工位上对应电芯的注液口,包括:
22、在所述各吸取组件移动至所述预设安装位置的情况下,控制各吸取组件的负压关闭,以将各吸取组件各自吸取的密封件安装至所述安装工位对应电芯的注液口。
23、该实施例在各吸取组件移动至预设安装位置的情况下,控制各吸取组件的负压关闭,从而将各吸取组件各自吸取的密封件安装至安装工位对应电芯的注液口,实现了一次安装多个密封件的效果,提高了密封件的安装效率。
24、在一些实施例中,所述控制处于预设安装位置的各吸取组件将吸取的密封件安装至所述安装工位上对应电芯的注液口,包括:
25、关闭处于预设安装位置的各吸取组件对应的负压,以将各吸取组件各自吸取的密封件安装至所述安装工位上对应电芯的注液口。
26、该实施例关闭处于预设安装位置的各吸取组件的负压,使得各吸取组件将各自吸取的密封件安装至安装工位上对应电芯的注液口,能够同时在多个电芯的注液口安装密封件,提高了密封件的安装效率。
27、在一些实施例中,所述获取安装工位上各电芯的注液口位置,包括:
28、通过视觉定位装置对安装工位上各电芯的注液口进行定位,并获取所述视觉定位装置定位获得的各电芯的注液口位置。
29、该实施例通过视觉定位装置对安装工位上的各电芯的注液口进行定位,并获取定位获得的各电芯的注液口位置,通过视觉定位装置对各电芯的注液口进行定位,提高了电芯注液口的定位精度。
30、在一些实施例中,所述获取安装工位上各电芯的注液口位置,包括:
31、通过视觉定位装置对安装工位上各电芯的注液口进行定位,并将所述视觉定位装置定位获得的各电芯注液口的注液口位置存储至目标存储区域;
32、获取所述目标存储区域存储的各电芯的注液口位置。
33、该实施例通过视觉定位装置定位获得各电芯的注液口位置存储至目标存储区域,从目标存储区域中获取各电芯的注液口位置,提高了注液口位置的获取效率。
34、第二方面,本发明实施例还提出一种密封件安装系统,所述系统包括视觉定位装置、安装工位、控制器和吸取组件,所述视觉定位装置以及所述吸取组件均与所述控制器之间建立通信连接,所述视觉定位装置设置在所述安装工位上方;
35、所述安装工位,用于放置多个电芯;
36、所述视觉定位装置,用于对放置在所述安装工位上电芯的注液口进行定位,获得各电芯的注液口位置,并将所述注液口位置发送至所述控制器;
37、所述控制器,用于控制各吸取组件吸取密封件;
38、所述控制器,还用于根据所述注液口位置调整各所述吸取组件之间的组件间距,并控制调整组件间距后的吸取组件将吸取的密封件安装至所述安装工位上对应电芯的注液口。
39、该实施例的密封件安装系统包括视觉定位装置、安装工位、控制器和吸取组件,视觉定位装置以及吸取组件均与控制器之间建立通信连接,视觉定位装置设置在安装工位上方,安装工位用于放置多个电芯,视觉定位装置用于对安装工位上放置的多个电芯的注液口进行定位,并将定位获得的各电芯的注液口位置发送至控制器,控制器根据注液口位置调整各吸取组件之间的组件间距,并控制调整组件间距后的各吸取组件将吸取的密封组件安装至对应电芯的注液口,能够一次安装多个密封件,缩短了密封件安装的时长,提高了产线效率。
40、在一些实施例中,所述控制器,还用于控制调整组件间距后的各吸取组件移动至预设安装位置;以及,在所述各吸取组件移动至所述预设安装位置的情况下,控制各吸取组件将各自吸取的密封件安装至所述安装工位上对应电芯的注液口。
41、该实施例中控制器还用于控制调整组件间距后的各吸取组件移动至预设安装位置,并控制处于预设安装位置的各吸取组件将各自吸取的密封件安装至安装工位上对应电芯的注液口,通过控制吸取了密封件的各吸取组件将吸取的密封剂安装至对应电芯的注液口,节省了密封件安装时长,提高了产线效率。
42、在一些实施例中,所述控制器,还用于控制调整间距后的各吸取组件移动至预设上料位置,并控制处于预设上料位置的各吸取组件吸取密封件;在所述各吸取组件吸取密封件的情况下,控制各吸取组件移动至预设安装位置;控制处于预设安装位置的各吸取组件将吸取的密封件安装至所述安装工位上对应电芯的注液口。
43、该实施例中的控制器还用于控制调整组件间距后的各吸取组件移动至预设上料位置,并控制处于预设上料位置的各吸取组件吸取密封件,控制吸取密封件的各吸取组件移动至预设安装位置,然后控制处于预设安装位置各吸取组件将吸取的密封件安装至安装工位上对应电芯的注液口,通过控制调整组件间距后的各吸取组件吸取密封件,并控制吸取了密封件的吸取组件移动至预设安装位置将吸取的密封件安装至对应电芯的注液口,无需多次吸取和安装密封件,缩短了密封件的安装时长,提高了产线效率。
44、在一些实施例中,所述系统还包括间距调节组件,所述间距调节组件与吸取组件之间连接;
45、所述控制器,还用于根据所述注液口位置控制间距调节组件运行;
46、所述间距调节组件,用于运行带动吸取组件移动,以调整各吸取组件之间的组件间距。
47、该实施例中控制器根据注液口位置控制间距调节组件运行,间距调节组件带动吸取组件移动,从而调整各吸取组件之间的组件间距,通过间距调节组件实现组件间距的自动调节,在提高间距调节准确度的同时,提高了组件间距调节效率。
48、在一些实施例中,所述间距调节组件为间距伺服电机,所述间距伺服电机与各吸取组件之间对应设置。
49、该实施例中的间距调节组件为伺服电机,伺服电机与各吸取组件对应设置,通过各个伺服电机调整对应吸取组件的位置,提高了吸取组件位置调节的准确度。
50、在一些实施例中,所述视觉定位装置,还用于对所述安装工位上各电芯的注液口进行定位,并将定位获得的各电芯的注液口位置发送至所述控制器中的目标存储区域;
51、所述控制器,用于从所述目标存储区域内获取所述安装工位上各电芯的注液口位置。
52、该实施例中的视觉定位装置,用于对各电芯的注液口进行定位,将定位获得各电芯的注液口位置存储至目标存储区域,控制器用于从目标存储区域中获取各电芯的注液口位置,提高了注液口位置的获取效率。
53、第三方面,本发明实施例还提出一种密封件安装控制装置,所述装置包括:
54、获取模块,用于获取安装工位上各电芯的注液口位置;
55、调整模块,用于根据所述注液口位置调整各吸取组件之间的组件间距,以使所述各吸取组件与各电芯的注液口对应,所述各吸取组件用于吸取密封件;
56、控制模块,用于控制调整组件间距后的各吸取组件将吸取的密封件安装至所述安装工位上对应电芯的注液口。
57、第四方面,本发明实施例还提出一种密封件安装控制设备,所述设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的密封件安装控制程序,所述密封件安装控制程序配置为实现如上文所述的密封件安装控制方法的步骤。
58、第五方面,本发明实施例还提出一种存储介质,所述存储介质上存储有密封件安装控制程序,所述密封件安装控制程序被处理器执行时实现如上文所述的密封件安装控制方法的步骤。
- 还没有人留言评论。精彩留言会获得点赞!