一种具有高绝缘性能的电线电缆的制备方法与流程
本发明涉及电缆生产,尤其涉及一种具有高绝缘性能的电线电缆的制备方法。
背景技术:
1、随着我国电线电缆行业的迅速发展,人们对电线电缆的性能要求也越来越高,由于电线电缆是大长度连续叠加组合的生产方式,致使生产过程中任何一个环节、瞬时发生一点问题,都会影响整根电缆的质量。而且因为电线电缆的生产不同于组装式的产品,可以拆开重装及更换零件,电线电缆的任一部件或工艺过程的质量问题,对这根电缆几乎是无法挽回和弥补的。事后的处理也都是十分消极的,不是锯短就是降级处理,要么报废整条电缆,以致得不偿失。
2、传统的电线电缆由于制作工艺的缺失,及质检不严格等问题的发生,造成了电线电缆的绝缘性能不佳且制备效率低下。
技术实现思路
1、本发明的目的在于克服现有技术的不足之处,提供一种具有高绝缘性能的电线电缆的制备方法,该工艺所制备的电线电缆质量佳且制备效率高。
2、本发明解决其技术问题是采取以下技术方案实现的:
3、一种具有高绝缘性能的电线电缆的制备方法,包括如下步骤:
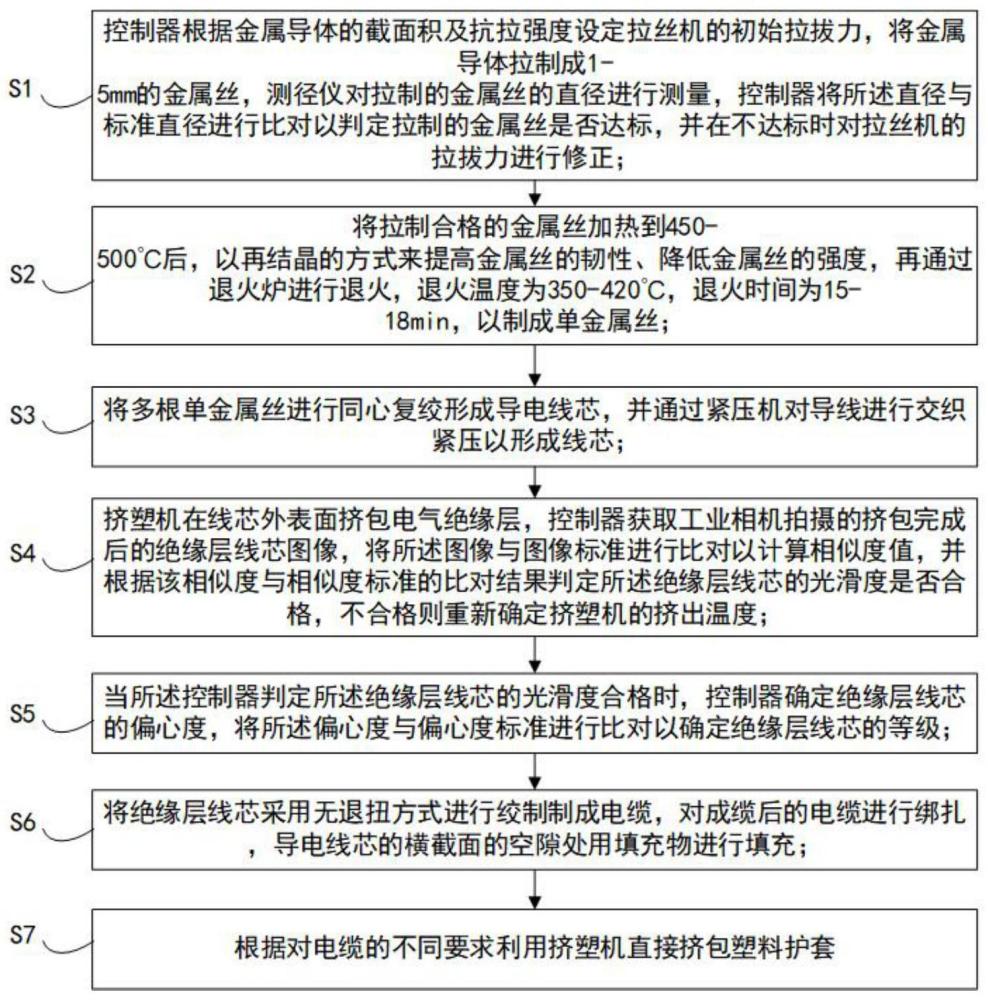
4、步骤s1、控制器根据金属导体的截面积及抗拉强度设定拉丝机的初始拉拔力,将金属导体拉制成1-5mm的金属丝,测径仪对拉制的金属丝的直径进行测量,控制器将所述直径与标准直径进行比对以判定拉制的金属丝是否达标,并在不达标时对拉丝机的拉拔力进行修正;
5、步骤s2、将拉制合格的金属丝加热到450-500℃后,以再结晶的方式来提高金属丝的韧性、降低金属丝的强度,再通过退火炉进行退火,退火温度为350-420℃,退火时间为15-18min,以制成单金属丝;
6、步骤s3、将多根单金属丝进行同心复绞形成导电线芯,并通过紧压机对导线进行交织紧压以形成线芯;
7、步骤s4、挤塑机在线芯外表面挤包电气绝缘层,控制器获取工业相机拍摄的挤包完成后的绝缘层线芯图像,将所述图像与图像标准进行比对以计算相似度值,并根据该相似度与相似度标准的比对结果判定所述绝缘层线芯的光滑度是否合格,不合格则重新确定挤塑机的挤出温度;
8、步骤s5、当所述控制器判定所述绝缘层线芯的光滑度合格时,控制器确定绝缘层线芯的偏心度,将所述偏心度与偏心度标准进行比对以确定绝缘层线芯的等级;
9、步骤s6、将绝缘层线芯采用无退扭方式进行绞制制成电缆,对成缆后的电缆进行绑扎,导电线芯的横截面的空隙处用填充物进行填充;
10、步骤s7、根据对电缆的不同要求利用挤塑机直接挤包塑料护套;
11、其中,在所述步骤s5中,当确定所述绝缘层线芯的等级为n1时,所述控制器确定n1绝缘层线芯的占比率q,并将占比率q与占比率标准qb进行比对,根据比对结果判定偏心度等级为n1时的绝缘层线芯是否为合格品,
12、若q≤qb,所述控制器判定所述绝缘层线芯为合格品;
13、若q>qb,所述控制器判定所述绝缘层线芯为不合格品。
14、而且,在所述步骤s1中,拉丝机的初始拉拔力为f0,设定f0=aa×θb×k,其中,f0表示拉拔力,aa表示金属导体的截面积,θb为金属导体的抗拉强度,k表示综合修正系数。
15、而且,所述控制器获取测径仪检测的金属丝的直径d,将直径d与标准直径d1进行比对,根据比对结果确定所述金属丝的直径是否达标,
16、若d≤d1,所述控制器判定所述金属丝的直径达标;
17、若d>d1,所述控制器判定所述金属丝的直径不达标。
18、而且,当所述控制器判定所述金属丝的直径不达标时,计算金属丝的直径与标准直径的直径差值△d,设定△d=d-d1,将所述直径差值与标准直径差值进行比对,根据比对结果对所述拉丝机的拉拔力进行修正,其中,第一直径差值为△d1、第二直径差值为△d2,第一修正系数为x1、第二修正系数为x2、第三修正系数为x3,△d1<△d2,1<x1<x2<x3<1.2,
19、若△d≤△d1,所述控制器确定选取第一修正系数x1对所述拉丝机的拉拔力进行修正;
20、若△d1<△d≤△d2,所述控制器确定选取第二修正系数x2对所述拉丝机的拉拔力进行修正;
21、若△d>△d2,所述控制器确定选取第三修正系数x3对所述拉丝机的拉拔力进行修正;
22、当确定选取所述拉丝机的拉拔力修正系数为xi时,i=1,2,3,将修正后的拉丝机的拉拔力设置为f1,f1=f0×xi,其中,f0为拉丝机的初始拉拔力,xi为拉丝机的拉拔力修正系数。
23、而且,在所述步骤s4中,所述控制器将所述图像与图像标准进行比对以计算相似度值,并将该相似度s与相似度标准s1进行比对,根据比对结果判定所述绝缘层线芯的光滑度是否合格,
24、若s<s1,所述控制器判定所述绝缘层线芯的光滑度不合格;
25、若s≥s1,所述控制器判定所述绝缘层线芯的光滑度合格。
26、而且,当所述控制器判定所述绝缘层线芯的光滑度不合格时,所述控制器计算相似度s与相似度标准s1的相似度差值△s,设定△s=s-s1,将相似度差值与相似度差值阈值进行比对,根据比对结果确定挤塑机的温度,第一相似度差值阈值为△s1、第二相似度差值阈值为△s2,第一温度为t1、第二温度为t2、第三温度为t3,△s1<△s2,t1<t2<t3,
27、若△s≤△s1,所述控制器确定所述挤塑机的温度为t3;
28、若△s1<△s≤△s2,所述控制器确定所述挤塑机的温度为t2;
29、若△s>△s2,所述控制器确定所述挤塑机的温度为t1。
30、而且,在所述步骤s5中,当所述控制器判定所述绝缘层线芯的光滑度合格时,所述控制器计算绝缘层线芯的偏心度v,设定
31、
32、其中,hmax表示绝缘层线芯厚度的最大值,hmin表示绝缘层线芯的厚度最小值,hb表示厚度标准值。
33、而且,所述控制器将偏心度v与偏心度标准vb进行比对,根据比对结果确定所述绝缘层线芯的等级,
34、若v<vb,所述控制器判定所述绝缘层线芯的等级为n2;
35、若v≥vb,所述控制器判定所述绝缘层线芯的等级为n1;
36、其中,当偏心度等级为n2时,所述绝缘层线芯为优质品。
37、而且,当偏心度等级为n1时,所述控制器确定n1绝缘层线芯的占比率q,设定
38、
39、其中,q0表示偏心度等级为n1的绝缘层线芯的数量,qz表示检测的绝缘层线芯的总数量,将占比率q与占比率标准qb进行比对,根据比对结果判定偏心度等级为n1时的绝缘层线芯是否为合格品,
40、若q≤qb,所述控制器判定所述绝缘层线芯为合格品;
41、若q>qb,所述控制器判定所述绝缘层线芯为不合格品。
42、本发明的优点和积极效果是:
43、本发明通过获取金属导体的截面积及抗拉强度,以对拉丝机的初始拉拔力进行表征,并根据测径仪检测的金属丝的直径与标准直径的比对结果确定拉丝机拉制的金属丝是否达标,在不达标时根据直径与标准直径的差值对拉丝机的拉拔力进行修正,以使拉制的金属丝符合电缆成型的要求,从而提高了电线电缆的制备质量。
44、本发明通过挤塑机对线芯进行绝缘挤出,通过工业相机对挤包完成的绝缘层线芯进行拍摄,计算拍摄的图像与图像标准的相似度值,将该相似度值与相似度标准进行比对,以判定所述图像是否达到图像标准中的光滑度,当绝缘层线芯的光滑度不合格时,则根据相似度差值对挤塑机的温度进行调节,通过升高挤塑机的温度以使绝缘层线芯的表面光滑度提升,从而提高了电线电缆的质量,进一步提升了工艺效率。
45、本发明在确定绝缘层线芯的表面光滑度合格时,通过绝缘层线芯厚度的最大值和最小值对偏心度进行表征,进而对绝缘层线芯的等级进行表征,以判定该批次绝缘层线芯是否为优质品,进一步提高了电线电缆的质量。
46、本发明在确定绝缘层线芯不是优质品时,则对该批次绝缘层线芯进行抽检,确定抽检出的不合格品的占比率,将该占比率与占比率标准进行比对,进而确定该批次绝缘层线芯是否为合格品,当不合格绝缘层线芯的占比率大于占比率标准时,则判定该批次绝缘层线芯为不合格品,从而进一步提高了电线电缆的质量。
- 还没有人留言评论。精彩留言会获得点赞!