一种多功能退磁摆坯装置及其实现方法与流程
本发明属于永磁磁瓦成型下料,具体涉及一种多功能退磁摆坯装置及其实现方法。
背景技术:
1、永磁铁氧体磁瓦是一种常见的磁性材料,它具有高磁导率、高磁饱和度、高磁能积等优良的磁性能,因此被广泛于电机、传感器、磁力吸盘等领域。磁瓦的生产工艺流程主要分为制粉、成型、烧制、磨加工、检测以及包装这6个主要的工艺流程。永磁产品用途广,型号多,尺寸差异大;在成型阶段,工人的工作环境差,劳动强度大,并且增加了周转工序,易造成不良品的产生。
2、现有技术中,有部分取坯设备可自动将产品从液压机中取出到皮带后,但是,因为永磁产品在摆放托盘上的种类较多,导致常规取坯设备上只有配备产品平放功能,产品90度摆放或者堆叠摆放难以切换,实际生产还是人工参与摆盘较多,摆盘的周转工序还是无法减小。
3、因此,亟需一种可应对多种摆盘需求的摆坯装置来满足实际的生产需求。
技术实现思路
1、本发明的目的在于提供一种多功能退磁摆坯装置,以解决上述背景技术中提出的问题。本发明提供的一种多功能退磁摆坯装置,具有满足多种摆盘需求的特点。
2、本发明另一目的在于提供一种多功能退磁摆坯装置的实现方法。
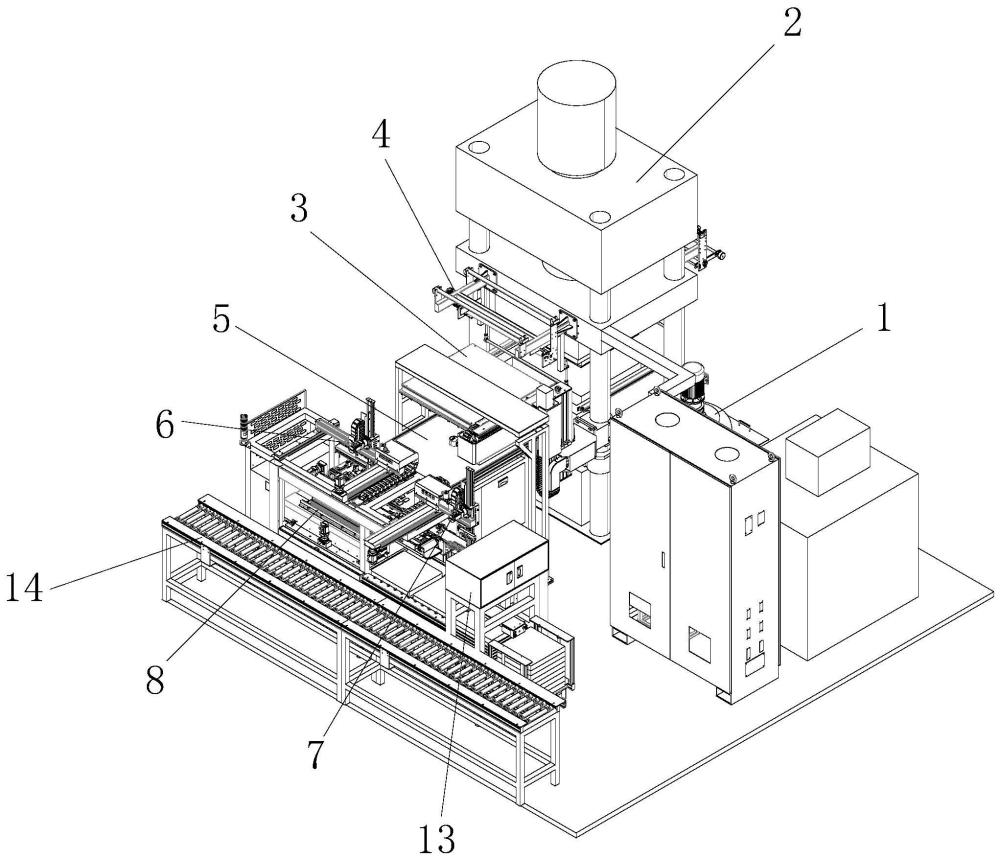
3、为实现上述目的,本发明提供如下技术方案:一种多功能退磁摆坯装置,包括搅拌桶,搅拌桶的侧面设有压机组件,压机组件包括液压机本体,液压机本体的侧边安装有取坯机构,液压机本体的上端安装有收放布机构,液压机本体的侧面位于取坯机构的下方设有过渡定位皮带,过渡定位皮带的输出端侧设有机架,机架的上安装有刷毛刺搬运机构,刷毛刺搬运机构的下方设有刷毛刺机构,刷毛刺机构的侧面设有退磁皮带,机架上还安装有位于退磁皮带输出端侧的旋转搬运机构,旋转搬运机构的侧面设有出料皮带,出料皮带的上方设有摆盘机构,摆盘机构的侧面设有托盘周转机构,托盘周转机构的侧面设有出料辊筒线。
4、为了在产品压制过程中对产品进行充磁,在产品压制完成后对产品进行退磁,避免产品带有磁性导致输送时相互吸附等问题,进一步地,液压机本体的压机模具的外侧设有第一充退磁线圈。
5、为了将液压机本体压制完成的产品搬运至过渡定位皮带上,进一步地,取坯机构包括取坯机构z轴模组,取坯机构z轴模组的输出端上安装有取坯机构y轴模组,取坯机构y轴模组的输出端上安装有真空大吸盘。
6、为了对压机模具起到三重防护作用,进一步地,液压机本体的压机模具的外侧安装有检测有无产品残留光栅,真空大吸盘的气管上安装有真空压力开关,真空大吸盘靠近液压机本体一侧的下方安装有安装支架,安装支架的下方安装有检测有无产品残留对射光电。
7、为了防止液压机本体下一次压制成型的时候出现粘模的问题,进一步地,安装支架上还安装有若干个昭化液喷嘴。
8、为了在产品压制成型后,将产品所含的水分吸走,进一步地,收放布机构包括放卷支架和收卷支架,其中,放卷支架和收卷支架对称安装在液压机本体上端的两侧,放卷支架和收卷支架的下方分别连接有拉平辊,放卷支架上安装有放卷辊,收卷支架上安装有收卷辊,且收卷支架上还安装有用于驱动收卷辊的收卷电机。
9、为了实现产品与产品之间的等间距定位,方便后道工序取料,进一步地,过渡定位皮带输出端的上方设有滑动的定位钣金,定位钣金上安装有若干个等间距设置的定位拨片,过渡定位皮带的输出端侧安装有定位伺服电机,定位伺服电机的输出端上连接有驱动齿轮,定位钣金的底部安装有与驱动齿轮相啮合的从动齿条。
10、为了使产品可以在水平方向上进行九十度旋转,从而可以实现对产品四个侧面的刷毛刺操作,进一步地,刷毛刺搬运机构包括刷毛刺搬运机构横移模组,刷毛刺搬运机构横移模组的输出端上安装有刷毛刺搬运机构升降模组,刷毛刺搬运机构升降模组的输出端上安装有安装座,安装座上安装有若干个等间距设置可转动的刷毛刺搬运机构真空吸盘,刷毛刺搬运机构真空吸盘的上端安装有回转齿轮,安装座的上方安装有直线滑轨,直线滑轨的滑块上连接有与回转齿轮相啮合的横移齿条,安装座上还安装有滑块推动气缸,滑块推动气缸的输出端与直线滑轨的滑块连接,刷毛刺搬运机构真空吸盘端部的圆周上安装有定位件。
11、为了将产品内残余的磁力消除,另外,还可以在后道工序来不及搬运时,对产品进行暂存,进一步地,退磁皮带的内部安装有第二退磁线圈,退磁皮带的两侧分别安装有若干个散热风扇,退磁皮带靠近输出端的一端上安装有满料对射光电,退磁皮带的输出端上安装有检测到位光电。
12、为了将退磁皮带上的产品搬运至出料皮带上,进一步地,旋转搬运机构包括旋转搬运机构安装板,旋转搬运机构安装板的下端安装有旋转驱动电机,旋转驱动电机的输出端上连接有旋转连接块,旋转连接块下方的两端分别连接有旋转搬运机构升降气缸,旋转搬运机构升降气缸的输出端上安装有旋转搬运机构真空吸嘴。
13、为了将产品按照需要的角度进行堆叠摆放,进一步地,摆盘机构包括摆盘机构横移模组,摆盘机构横移模组的输出端上安装有摆盘机构升降模组,摆盘机构升降模组的输出端上安装有侧资翻转气缸,侧资翻转气缸的输出端上安装有吸嘴安装支架,吸嘴安装支架上安装有若干个等间距设置的水平真空吸嘴,吸嘴安装支架上还安装有若干个等间距设置的竖直真空吸嘴。
14、为了实现对托盘的自动周转,进一步地,托盘周转机构包括托盘周转机架,托盘周转机架上设有上盘辊筒机构,上盘辊筒机构的侧面设有顶升辊筒机构,顶升辊筒机构的上端安装有推盘气缸,托盘周转机架上还设有摆盘工位,摆盘工位的一侧设有出盘工位,出盘工位的底部设有出盘顶升组件。
15、在本发明中进一步地,所述的一种多功能退磁摆坯装置的实现方法,包括以下步骤:
16、(一)、压制成型:将搅拌桶内搅拌完成后浆料会注入液压机本体中,液压机本体将产品压制成型,产品在压制过程中,第一充退磁线圈对产品进行充磁,在产品压制完成后通过第一充退磁线圈进行退磁,通过收放布机构将产品水分吸走;
17、(二)、取坯:取坯机构z轴模组和取坯机构y轴模组配合带动真空大吸盘将液压机本体内的产品吸起,放置在过渡定位皮带上;
18、(三)、过渡定位:产品经由过渡定位皮带输送到末端时,定位伺服电机带动驱动齿轮旋转,使得从动齿条带动定位钣金横向运动,使定位拨片将产品往同一方向拨动,使产品与产品之间的间距相等;
19、(四)、刷毛刺:刷毛刺搬运机构将过渡定位皮带上定位后的产品吸起,搬运至刷毛刺机构处对产品的两侧进行刷毛刺操作,然后,滑块推动气缸带动横移齿条动作,使产品在水平方向旋转九十度后,对产品的另外两侧进行刷毛刺操作;
20、(五)、产品再次退磁:完成刷毛刺动作后,刷毛刺搬运机构将产品放置在退磁皮带上,刷毛刺搬运机构将产品压在退磁皮带上,第二退磁线圈对产品进行再次退磁,完全退磁后产品继续向后输送;
21、(六)、旋转搬运:产品输送至退磁皮带的末端后,位于退磁皮带末端上方的旋转搬运机构升降气缸带动旋转搬运机构真空吸嘴下降将产品吸起,然后旋转搬运机构升降气缸上升,旋转驱动电机带动旋转连接块旋转一百八十度,两个旋转搬运机构升降气缸同时下降,位于出料皮带上方的旋转搬运机构真空吸嘴将产品放置在出料皮带上,位于退磁皮带末端上方的旋转搬运机构真空吸嘴将退磁皮带末端的产品吸起,以此进行循环,将产品转移到出料皮带上;
22、(七)、等间距出料:由步进电机驱动出料皮带走等间距间歇运动,实现产品在出料皮带上的等间距出料;
23、(八)、摆盘:摆盘机构将出料皮带上的产品吸起,将第一排产品平方在托盘上,从第二排产品开始,由侧资翻转气缸带动吸嘴安装支架将产品倾斜至设定的降低,依次叠放在托盘上;
24、(九)、托盘周转:人工将堆叠多层的托盘放入上盘辊筒机构上,然后上盘辊筒机构运行将堆叠的托盘输送到顶升辊筒机构上,顶升辊筒机构顶起一块托盘的高度,推盘气缸推出,将托盘推入到摆盘工位,产品摆满时,摆盘工位下方的辊筒线继续运转,将满盘产品推入到出盘工位,出盘工位下方的出盘顶升组件将满盘产品顶起,并与出料辊筒线上的顶升移栽对接,将满盘产品转移到出料辊筒线上,流入下一道工序。
25、与现有技术相比,本发明的有益效果是:
26、1、本发明液压机本体的压机模具的外侧设有第一充退磁线圈,在产品压制过程中对产品进行充磁,在产品压制完成后对产品进行退磁,避免产品带有磁性导致输送时相互吸附等问题;
27、2、本发明通过滑块推动气缸带动横移齿条动作,使产品可以在水平方向上进行九十度旋转,从而可以实现对产品四个侧面的刷毛刺操作;
28、3、本发明通过托盘周转机构的设置,实现了对托盘的自动周转;
29、4、本发明通过检测有无产品残留光栅在有产品没被吸起时,提供报警信号给plc控制器,使得液压机本体暂停压制并报警提醒操作人员,将压机模具上残留的产品清理完成后再进行下一次压制,从而延长压机模具的使用寿命;
30、5、本发明在取坯机构y轴模组吸取产品移出至液压机本体的过程中,通过检测有无产品残留对射光电对压机模具上有无残留产品进行检测,从而对压机模具起到双重保护作用;
31、6、本发明当有产品没被吸起来时,真空压力开关会出现异常数值,报警提醒操作人员有产品残留在压机模具上没被吸起,对压机模具起到三重防护作用,这样即使有一处发生故障,另外两处也可对模具进行安全保护;
32、7、本发明通过检测有无产品残留光栅在有产品没被吸起时,提供报警信号给plc控制器,使得液压机本体暂停压制并报警提醒操作人员,将压机模具上残留的产品清理完成后再进行下一次压制,从而延长压机模具的使用寿命;
33、8、本发明在取坯机构y轴模组吸取产品移出至液压机本体的过程中,通过检测有无产品残留对射光电对压机模具上有无残留产品进行检测,从而对压机模具起到双重保护作用;
34、9、本发明当有产品没被吸起来时,真空压力开关会出现异常数值,报警提醒操作人员有产品残留在压机模具上没被吸起,对压机模具起到三重防护作用,这样即使有一处发生故障,另外两处也可对模具进行安全保护;
35、10、本发明通过收放布机构的设置,可以在产品压制成型后,将产品所含的水分吸走;
36、11、本发明通过过渡定位皮带的设置,实现产品与产品之间的等间距定位,方便后道工序取料;
37、12、本发明通过退磁皮带将产品内残余的磁力消除,另外,还可以在后道工序来不及搬运时,对产品进行暂存;
38、13、本发明通过侧资翻转气缸带动吸嘴安装支架进行旋转,从而可以带动产品旋转至需要的角度,将产品按照需要的角度进行堆叠摆放,还可兼容产品全部平放在托盘或产品全部翻转九十度后放在托盘上的需求。
- 还没有人留言评论。精彩留言会获得点赞!