电池的生产控制方法及系统与流程
本公开涉及但不限于电池生产,尤其涉及一种电池的生产控制方法及系统。
背景技术:
1、在电池模组和/或电池包的生产过程中,可能会发生电芯装配异常或模组加工过程中发生异常的情况,此时通常需要停线,并由人工重新装配电芯以进行补料替换,从而导致生产效率低下,影响整线产出。
技术实现思路
1、有鉴于此,本公开实施例至少提供一种电池的生产控制方法及系统,能够在电池生产过程中产生失效电池产品的情况下,不停线地自动进行电芯补料,减少人工干预,提升生产效能。
2、本公开实施例的技术方案是这样实现的:
3、本公开实施例提供一种电池的生产控制方法,包括:
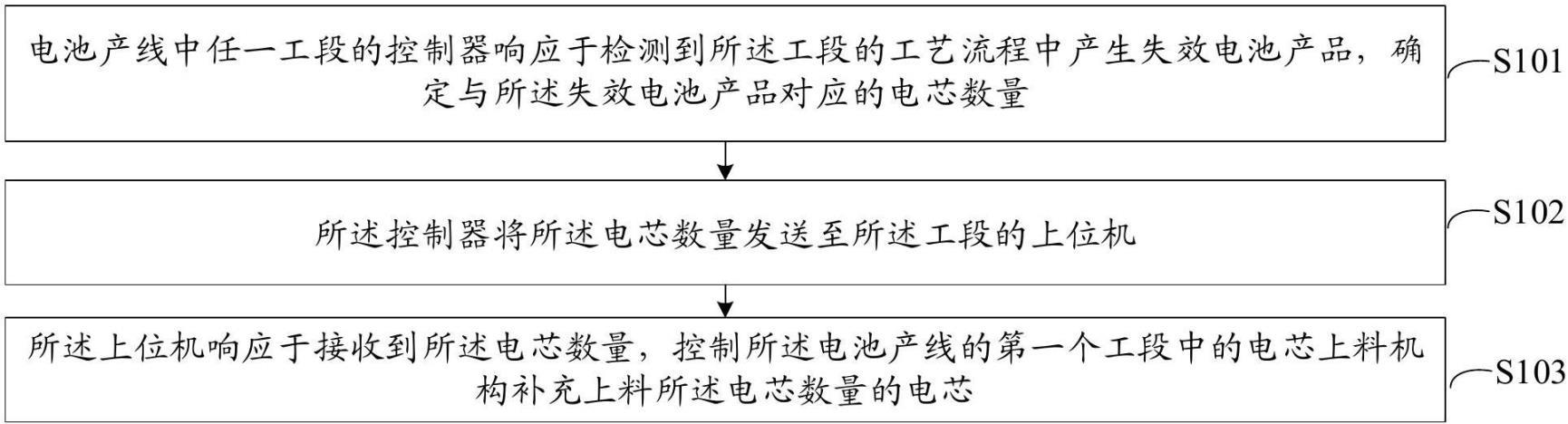
4、电池产线中任一工段的控制器响应于检测到所述工段的工艺流程中产生失效电池产品,确定与所述失效电池产品对应的电芯数量;
5、所述控制器将所述电芯数量发送至所述工段的上位机;
6、所述上位机响应于接收到所述电芯数量,控制所述电池产线的第一个工段中的电芯上料机构补充上料所述电芯数量的电芯。
7、本公开实施例中,电池产线中任一工段的控制器响应于检测到工段的工艺流程中产生失效电池产品,确定与该失效电池产品对应的电芯数量,并将该电芯数量发送至该工段的上位机,该上位机响应于接收到该电芯数量,控制电池产线的第一个工段中的电芯上料机构补充上料该电芯数量的电芯。这样,能够在电池生产过程中产生失效电池产品的情况下,不停线地自动从电池产线的始端进行电芯补料,减少人工干预,提升生产效能。
8、在一些实施例中,所述电池产线中包括电池模组工段,所述第一个工段为所述电池模组工段;所述电池产线中任一工段的控制器响应于检测到所述工段的工艺流程中产生失效电池产品,确定与所述失效电池产品对应的电芯数量,包括:所述电池模组工段的第一控制器响应于检测到所述电池模组工段的工艺流程中产生失效电池产品,确定与所述失效电池产品对应的第一电芯数量;所述失效电池产品包括失效电芯和/或失效模组;所述上位机响应于接收到所述电芯数量,控制所述电池产线的第一个工段中的电芯上料机构补充上料所述电芯数量的电芯,包括:所述电池模组工段的第一上位机响应于接收到所述第一电芯数量,控制所述电池模组工段中的电芯上料机构补充上料所述第一电芯数量的电芯。
9、这样,能够在电池生产过程中产生失效电芯和/或失效模组的情况下,不停线地自动进行电芯补料,减少人工干预,提升生产效能。
10、在一些实施例中,所述失效电池产品包括失效电芯,所述电池模组工段中包括侧面贴胶工站;所述电池模组工段的第一控制器响应于检测到所述电池模组工段的工艺流程中产生失效电池产品,确定与所述失效电池产品对应的第一电芯数量,包括:所述第一控制器控制侧面贴胶检测机构对所述侧面贴胶工站中侧面贴胶后的电芯进行贴胶检测,得到第一贴胶检测结果;所述第一控制器响应于所述第一贴胶检测结果表征所述电芯的侧面贴胶异常,将所述电芯确定为失效电芯,并将所述失效电芯的数量确定为所述第一电芯数量。
11、这样,可以在检测到电芯侧面贴胶异常的情况下,将该电芯作为失效电芯,并在电芯上料机构处自动补充上料与失效电芯的数量相等的新的电芯,从而可以降低电芯侧面贴胶异常的情况对电池生产过程的影响。
12、在一些实施例中,所述失效电池产品包括失效电芯,所述电池模组工段中包括大面贴胶工站;所述电池模组工段的第一控制器响应于检测到所述电池模组工段的工艺流程中产生失效电池产品,确定与所述失效电池产品对应的第一电芯数量,包括:所述第一控制器控制大面贴胶检测机构对所述大面贴胶工站中大面贴胶后的电芯对进行贴胶检测,得到第二贴胶检测结果;所述第一控制器响应于所述第二贴胶检测结果表征所述电芯对的大面贴胶异常,将所述电芯对中的各电芯确定为失效电芯,并将所述失效电芯的数量确定为所述第一电芯数量。
13、这样,可以在检测到电芯对的大面贴胶异常的情况下,将相应的电芯对作为失效电芯,并在电芯上料机构处自动补充上料与失效电芯的数量相等的新的电芯,从而可以降低电芯大面贴胶异常对电池生产过程的影响。
14、在一些实施例中,所述失效电池产品包括失效模组;所述控制器将所述电芯数量发送至所述工段的上位机,包括:所述第一控制器将所述第一电芯数量和所述失效模组的模组类型发送至所述第一上位机;所述方法还包括:所述第一上位机基于所述失效模组的模组类型,向所述电池模组工段当前的待装配模组队列中插入一个新增模组,所述新增模组的模组类型与所述失效模组的模组类型相同。
15、这样,在电池生产过程中产生失效模组的情况下,一方面能够自动从电芯上料机构处补料用于补充装配新的模组,另一方面,第一上位机基于失效模组的模组类型,向电池模组工段当前的待装配模组队列中插入一个与该失效模组的模组类型相同的新增模组。从而,可以通过从电芯上料机构处补料用于补充装配新的模组,并调整电池模组工段当前的待装配模组队列,实现不停线地自动补充装配模组,减少人工干预,提升生产效能。
16、在一些实施例中,所述第一上位机基于所述失效模组的模组类型,向所述电池模组工段当前的待装配模组队列中插入一个新增模组,包括:所述第一上位机向所述待装配模组队列的队首插入所述新增模组。
17、这样,可以在完成当前装配的模组后优先插队补充装配与失效模组类型相同的新增模组,从而可以降低模组失效对电池生产过程的影响。
18、在一些实施例中,所述电池模组工段中包括模组加压工站;所述电池模组工段的第一控制器响应于检测到所述电池模组工段的工艺流程中产生失效电池产品,确定与所述失效电池产品对应的第一电芯数量,包括:所述第一控制器控制加压检测机构对所述模组加压工站中加压后的模组所对应的状态信息进行检测,得到加压检测结果;所述状态信息包括加压压力和/或模组尺寸;所述第一控制器响应于所述加压检测结果表征所述模组的状态信息异常,将所述模组确定为失效模组,并基于所述失效模组的模组类型确定所述第一电芯数量。
19、这样,可以在检测到加压后的模组所对应的状态信息异常的情况下,将该模组作为失效模组,并在电芯上料机构处自动补充上料与该失效模组的模组类型对应的第一电芯数量的电芯,从而可以降低加压后的模组异常对电池生产过程的影响。
20、在一些实施例中,所述电池模组工段中包括模组扫码工站;所述电池模组工段的第一控制器响应于检测到所述电池模组工段的工艺流程中产生失效电池产品,确定与所述失效电池产品对应的第一电芯数量,包括:所述第一控制器控制模组扫码检测机构对所述模组扫码工站中的模组中各电芯进行扫码,得到所述模组中各电芯的第一电芯码;所述第一控制器获取所述模组的装配过程中记录的与所述模组对应的第二电芯码集合;所述第一控制器利用所述第二电芯码集合,对所述模组中各电芯的第一电芯码进行校验,得到扫码校验结果;所述第一控制器响应于所述扫码校验结果表征所述模组中至少一个电芯的电芯码异常,将所述模组确定为失效模组,并基于所述失效模组的模组类型确定所述第一电芯数量。
21、这样,可以在检测到模组中至少一个电芯的电芯码异常的情况下,将该模组作为失效模组,并在电芯上料机构处自动补充上料与该失效模组的模组类型对应的第一电芯数量的电芯,从而可以降低模组中至少一个电芯的电芯码异常对电池生产过程的影响。
22、在一些实施例中,所述电池模组工段中包括绝缘耐压检测工站;所述电池模组工段的第一控制器响应于检测到所述电池模组工段的工艺流程中产生失效电池产品,确定与所述失效电池产品对应的第一电芯数量,包括:所述第一控制器控制绝缘耐压检测机构对所述绝缘耐压检测工站中的模组进行绝缘耐压检测,得到所述模组的绝缘检测结果;所述第一控制器响应于所述绝缘检测结果表征所述模组中电芯之间绝缘不良和/或电芯与模组外壳之间绝缘不良,将所述模组确定为失效模组,并基于所述失效模组的模组类型确定所述第一电芯数量。
23、这样,可以在检测到模组中电芯之间绝缘不良和/或电芯与模组外壳之间绝缘不良的情况下,将该模组作为失效模组,并在电芯上料机构处自动补充上料与该失效模组的模组类型对应的第一电芯数量的电芯,从而可以降低模组中电芯之间绝缘不良和/或电芯与模组外壳之间绝缘不良对电池生产过程的影响。
24、在一些实施例中,所述电池产线中包括电池包工段,所述第一个工段为所述电池模组工段,所述失效电池产品包括失效电池包;所述电池产线中任一工段的控制器响应于检测到所述工段的工艺流程中产生失效电池产品,确定与所述失效电池产品对应的电芯数量,包括:所述电池包工段的第二控制器响应于检测到所述电池包工段的工艺流程中产生失效电池包,确定与所述失效电池包对应的第二电芯数量;所述上位机响应于接收到所述电芯数量,控制所述电池产线的第一个工段中的电芯上料机构补充上料所述电芯数量的电芯,包括:所述电池包工段的第二上位机响应于接收到所述第二电芯数量,控制所述电池模组工段中的电芯上料机构补充上料所述第二电芯数量的电芯。
25、这样,可以在电池包工段的工艺流程中产生失效电池包的情况下,不停线地自动从电芯上料机构处开始补料,以重新生产与该失效电池包对应的新的电池包,减少人工干预,提升生产效能。
26、在一些实施例中,所述电池包工段的第二上位机响应于接收到所述第二电芯数量,控制所述电池模组工段中的电芯上料机构补充上料所述第二电芯数量的电芯,包括:所述第二上位机响应于接收到所述第二电芯数量,将所述第二电芯数量上报至生产执行系统;所述生产执行系统基于所述第二电芯数量新增模组装配工单,并将新增的所述模组装配工单下发至所述电池模组工段的第一上位机;所述第一上位机基于所述模组装配工单控制所述电芯上料机构补充上料所述第二电芯数量的电芯,以使所述电芯产线中的生产设备基于补充的所述第二电芯数量的电芯补充生产与所述失效电池包对应的新增电池包。
27、这样,在电池包工段的工艺流程中产生失效电池包的情况下,电池包工段的第二控制器通过该电池包工段的第二上位机将该失效电池包对应的第二电芯数量上报至生产执行系统,生产执行系统可以基于该失效电池包的包信息新增模组装配工单,并将新增的模组装配工单下发至第一上位机,以使第一上位机基于该模组装配工单控制电芯上料机构补充上料第二电芯数量的电芯。从而,可以实现不停线地自动从电芯上料机构处开始补料,以重新生产与该失效电池包对应的新的电池包,减少人工干预,提升生产效能。
28、在一些实施例中,所述电池包工段的第二控制器响应于检测到所述电池包工段的工艺流程中产生失效电池包,确定与所述失效电池包对应的第二电芯数量,包括:所述第二控制器响应于检测到所述电池包工段的工艺流程中的电池包出现异常,控制承载所述电池包的运输设备将所述电池包从当前工位运输至维修缓存区,并在预设的待修电池包列表中添加所述电池包的包信息;所述第二控制器响应于针对所述电池包的维修完成确认操作,控制所述运输设备将所述电池包从维修缓存区运输至所述当前工位,并在所述待修电池包列表中将所述电池包的包信息清除;所述第二控制器响应于针对所述电池包的维修失败确认操作,将所述电池包确定为失效电池包,并将装配所述失效电池包所需电芯的数量确定为与所述失效电池包对应的第二电芯数量。
29、这样,通过设置维修缓存区,将检测到出现异常的电池包运输至该维修缓存区后,一方面,可以在维修完成的情况下通过维修完成确认操作,触发第二控制器控制运输设备将电池包从维修缓存区运回生产线,并在待修电池包列表中将该电池包的包信息清除,从而可以使得维修完成后的电池包继续返回生产线,从而减少物料成本及工艺成本的浪费;另一方面,可以在维修失败的情况下通过维修失败确认操作,触发第二控制器将该电池包确定为失效电池包,并将该失效电池包对应的第二电芯数量上报至第二上位机,从而可以实现不停线地自动从电芯上料机构处开始补料,以重新生产与该失效电池包对应的新的电池包。
30、本公开实施例提供一种电池的生产控制系统,包括:控制器和上位机;其中:
31、所述控制器,应用于电池产线中任一工段,用于:响应于检测到所述工段的工艺流程中产生失效电池产品,确定与所述失效电池产品对应的电芯数量;将所述电芯数量发送至所述上位机;
32、所述上位机,应用于所述工段,用于:响应于接收到所述电芯数量,控制所述电池产线的第一个工段中的电芯上料机构补充上料所述电芯数量的电芯。
33、本公开实施例中,电池产线中任一工段的控制器响应于检测到工段的工艺流程中产生失效电池产品,确定与该失效电池产品对应的电芯数量,并将该电芯数量发送至该工段的上位机,该上位机响应于接收到该电芯数量,控制电池产线的第一个工段中的电芯上料机构补充上料该电芯数量的电芯。这样,能够在电池生产过程中产生失效电池产品的情况下,不停线地自动从电池产线的始端进行电芯补料,减少人工干预,提升生产效能。
34、在一些实施例中,所述电池产线中包括电池模组工段,所述第一个工段为所述电池模组工段,所述控制器包括所述电池模组工段的第一控制器,所述上位机包括所述电池模组工段的第一上位机;其中,所述第一控制器,用于:响应于检测到所述电池模组工段的工艺流程中产生失效电池产品,确定与所述失效电池产品对应的第一电芯数量;所述失效电池产品包括失效电芯和/或失效模组;将所述第一电芯数量发送至所述第一上位机;所述第一上位机,用于:响应于接收到所述第一电芯数量,控制所述电池模组工段中的电芯上料机构补充上料所述第一电芯数量的电芯。
35、这样,能够在电池生产过程中产生失效电芯和/或失效模组的情况下,不停线地自动进行电芯补料,减少人工干预,提升生产效能。
36、在一些实施例中,所述失效电池产品包括失效电芯,所述电池模组工段中包括侧面贴胶工站;所述第一控制器还用于:控制侧面贴胶检测机构对所述侧面贴胶工站中侧面贴胶后的电芯进行贴胶检测,得到第一贴胶检测结果;响应于所述第一贴胶检测结果表征所述电芯的侧面贴胶异常,将所述电芯确定为失效电芯,并将所述失效电芯的数量确定为所述第一电芯数量。
37、这样,可以在检测到电芯侧面贴胶异常的情况下,将该电芯作为失效电芯,并在电芯上料机构处自动补充上料与失效电芯的数量相等的新的电芯,从而可以降低电芯侧面贴胶异常的情况对电池生产过程的影响。
38、在一些实施例中,所述失效电池产品包括失效电芯,所述电池模组工段中包括大面贴胶工站;所述第一控制器还用于:控制大面贴胶检测机构对所述大面贴胶工站中大面贴胶后的电芯对进行贴胶检测,得到第二贴胶检测结果;响应于所述第二贴胶检测结果表征所述电芯对的大面贴胶异常,将所述电芯对中的各电芯确定为失效电芯,并将所述失效电芯的数量确定为所述第一电芯数量。
39、这样,可以在检测到电芯对的大面贴胶异常的情况下,将相应的电芯对作为失效电芯,并在电芯上料机构处自动补充上料与失效电芯的数量相等的新的电芯,从而可以降低电芯大面贴胶异常对电池生产过程的影响。
40、在一些实施例中,所述失效电池产品包括失效模组;所述第一控制器还用于:将所述第一电芯数量和所述失效模组的模组类型发送至所述第一上位机;所述第一上位机还用于:基于所述失效模组的模组类型,向所述电池模组工段当前的待装配模组队列中插入一个新增模组,所述新增模组的模组类型与所述失效模组的模组类型相同。
41、这样,在电池生产过程中产生失效模组的情况下,一方面能够自动从电芯上料机构处补料用于补充装配新的模组,另一方面,第一上位机基于失效模组的模组类型,向电池模组工段当前的待装配模组队列中插入一个与该失效模组的模组类型相同的新增模组。从而,可以通过从电芯上料机构处补料用于补充装配新的模组,并调整电池模组工段当前的待装配模组队列,实现不停线地自动补充装配模组,减少人工干预,提升生产效能。
42、在一些实施例中,所述第一上位机还用于:向所述待装配模组队列的队首插入所述新增模组。
43、这样,可以在完成当前装配的模组后优先插队补充装配与失效模组类型相同的新增模组,从而可以降低模组失效对电池生产过程的影响。
44、在一些实施例中,所述电池模组工段中包括模组加压工站;所述第一控制器还用于:控制加压检测机构对所述模组加压工站中加压后的模组所对应的状态信息进行检测,得到加压检测结果;所述状态信息包括加压压力和/或模组尺寸;响应于所述加压检测结果表征所述模组的状态信息异常,将所述模组确定为失效模组,并基于所述失效模组的模组类型确定所述第一电芯数量。
45、这样,可以在检测到加压后的模组所对应的状态信息异常的情况下,将该模组作为失效模组,并在电芯上料机构处自动补充上料与该失效模组的模组类型对应的第一电芯数量的电芯,从而可以降低加压后的模组异常对电池生产过程的影响。
46、在一些实施例中,所述电池模组工段中包括模组扫码工站;所述第一控制器还用于:控制模组扫码检测机构对所述模组扫码工站中的模组中各电芯进行扫码,得到所述模组中各电芯的第一电芯码;获取所述模组的装配过程中记录的与所述模组对应的第二电芯码集合;利用所述第二电芯码集合,对所述模组中各电芯的第一电芯码进行校验,得到扫码校验结果;响应于所述扫码校验结果表征所述模组中至少一个电芯的电芯码异常,将所述模组确定为失效模组,并基于所述失效模组的模组类型确定所述第一电芯数量。
47、这样,可以在检测到模组中至少一个电芯的电芯码异常的情况下,将该模组作为失效模组,并在电芯上料机构处自动补充上料与该失效模组的模组类型对应的第一电芯数量的电芯,从而可以降低模组中至少一个电芯的电芯码异常对电池生产过程的影响。
48、在一些实施例中,所述电池模组工段中包括绝缘耐压检测工站;所述第一控制器还用于:控制绝缘耐压检测机构对所述绝缘耐压检测工站中的模组进行绝缘耐压检测,得到所述模组的绝缘检测结果;响应于所述绝缘检测结果表征所述模组中电芯之间绝缘不良和/或电芯与模组外壳之间绝缘不良,将所述模组确定为失效模组,并基于所述失效模组的模组类型确定所述第一电芯数量。
49、这样,可以在检测到模组中电芯之间绝缘不良和/或电芯与模组外壳之间绝缘不良的情况下,将该模组作为失效模组,并在电芯上料机构处自动补充上料与该失效模组的模组类型对应的第一电芯数量的电芯,从而可以降低模组中电芯之间绝缘不良和/或电芯与模组外壳之间绝缘不良对电池生产过程的影响。
50、在一些实施例中,所述电池产线中包括电池包工段,所述第一个工段为所述电池模组工段,所述失效电池产品包括失效电池包,所述控制器包括所述电池包工段的第二控制器,所述上位机包括所述电池包工段的第二上位机;所述第二控制器,用于:响应于检测到所述电池包工段的工艺流程中产生失效电池包,确定与所述失效电池包对应的第二电芯数量;将所述第二电芯数量发送至所述第二上位机;所述第二上位机,用于:响应于接收到所述第二电芯数量,控制所述电池模组工段中的电芯上料机构补充上料所述第二电芯数量的电芯。
51、这样,可以在电池包工段的工艺流程中产生失效电池包的情况下,不停线地自动从电芯上料机构处开始补料,以重新生产与该失效电池包对应的新的电池包,减少人工干预,提升生产效能。
52、在一些实施例中,所述生产控制系统还包括生产执行系统,所述上位机还包括所述电池模组工段中的第一上位机;所述第二上位机,还用于:响应于接收到所述第二电芯数量,将所述第二电芯数量上报至所述生产执行系统;所述生产执行系统,用于:基于所述第二电芯数量新增模组装配工单,并将新增的所述模组装配工单下发至所述第一上位机;所述第一上位机,还用于:基于所述模组装配工单控制所述电芯上料机构补充上料所述第二电芯数量的电芯,以使所述电芯产线中的生产设备基于补充的所述第二电芯数量的电芯补充生产与所述失效电池包对应的新增电池包。
53、这样,在电池包工段的工艺流程中产生失效电池包的情况下,电池包工段的第二控制器通过该电池包工段的第二上位机将该失效电池包对应的第二电芯数量上报至生产执行系统,生产执行系统可以基于该失效电池包的包信息新增模组装配工单,并将新增的模组装配工单下发至第一上位机,以使第一上位机基于该模组装配工单控制电芯上料机构补充上料第二电芯数量的电芯。从而,可以实现不停线地自动从电芯上料机构处开始补料,以重新生产与该失效电池包对应的新的电池包,减少人工干预,提升生产效能。
54、在一些实施例中,所述第二控制器,还用于:响应于检测到所述电池包工段的工艺流程中的电池包出现异常,控制承载所述电池包的运输设备将所述电池包从当前工位运输至维修缓存区,并在预设的待修电池包列表中添加所述电池包的包信息;响应于针对所述电池包的维修完成确认操作,控制所述运输设备将所述电池包从维修缓存区运输至所述当前工位,并在所述待修电池包列表中将所述电池包的包信息清除;响应于针对所述电池包的维修失败确认操作,将所述电池包确定为失效电池包,并将装配所述失效电池包所需电芯的数量确定为与所述失效电池包对应的第二电芯数量。
55、这样,通过设置维修缓存区,将检测到出现异常的电池包运输至该维修缓存区后,一方面,可以在维修完成的情况下通过维修完成确认操作,触发第二控制器控制运输设备将电池包从维修缓存区运回生产线,并在待修电池包列表中将该电池包的包信息清除,从而可以使得维修完成后的电池包继续返回生产线,从而减少物料成本及工艺成本的浪费;另一方面,可以在维修失败的情况下通过维修失败确认操作,触发第二控制器将该电池包确定为失效电池包,并将该失效电池包对应的第二电芯数量上报至第二上位机,从而可以实现不停线地自动从电芯上料机构处开始补料,以重新生产与该失效电池包对应的新的电池包。
56、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,而非限制本公开的技术方案。
- 还没有人留言评论。精彩留言会获得点赞!