一种具有废线回收功能的双线绕线系统的制作方法
本发明涉及电感器生产,具体涉及一种具有废线回收功能的双线绕线系统。
背景技术:
1、电感器(inductor),又称扼流器、电抗器、动态电抗器,是能够把电能转化为磁能而存储起来的元件。电感器的结构类似于变压器,但只有一个绕组。电感器具有一定的电感,它只阻碍电流的变化,电感器广泛运用于机械电气等各个领域。电感器一般由骨架、绕组、屏蔽罩、封装材料、磁芯或铁芯等组成。而随着技术的不断发展,各种电子产品不断朝向小型化的方向发展,为了适应电子产品的需求,也出现了小型、微型电感。电感器在生产加工过程中,需要在磁芯上绕线,小型、微型电感由于尺寸的限制,绕线过程基本都是依靠绕线设备来进行,在绕线结束后电感器被转移到焊接工位处,将导线焊接到磁芯上,为了保证焊接效果,一般会在导线的两端预留一定长度,而焊接后导线会断开产生废线,需要将废线排出作业空间,以避免影响后续的绕线作业,目前通常是采用负压吸附装置将废线吸走,这样的方式虽能够将废线排除,但为了确保废线不会飘走,需要采用较大吸力的真空泵,长时间工作会增加大量的能耗,导致生产成本增加,影响企业的效益。因而需要有一种能够解决上述问题的方案。
技术实现思路
1、为了解决上述问题,本发明提供了一种具有废线回收功能的双线绕线系统,可以在绕线过程中压紧导线的前端部分和后端部分,并在焊接后通过废线回收机构进行回收,耗能低,回收效果好。
2、本发明采用如下方案实现:
3、一种具有废线回收功能的双线绕线系统,包括:
4、机台;
5、转盘机构,设置于所述机台上,在所述转盘机构的周向分布有磁芯上料工位、供线工位、焊接工位以及废线回收工位;
6、绕线机构,所述绕线机构设置于所述转盘机构上,所述绕线机构包括与所述转盘机构转动连接的绕线座,设置于所述绕线座上的磁芯夹持组件,与所述转盘机构连接的绕线支架,所述绕线座上设置有用于压紧导线前端的前端压线组件,所述绕线支架上设置有用于压紧导线末端的后端压线组件;
7、供线机构,设置于所述供线工位上,用于向所述绕线机构输送导线,所述供线机构包括导线针头;
8、废线回收机构,设置于所述废线回收工位上,用于排除和回收废线,所述废线回收机构具有废线夹持组件;
9、焊接机构,设置于焊接工位上,用于将导线焊接到磁芯上;
10、裁线机构,设置于所述供线机构和焊接机构之间,所述裁线机构具有裁线组件;
11、控制器,设置于所述机台上,所述控制器控制所述供线机构的导线针头沿以下设定路径移动:导线针头依次经过前端压线组件、磁芯夹持组件上的导柱以及后端压线组件,其中,当导线经过前端压线组件时,控制器指示前端压线组件压住导线的前端部分,当导线经过所述导柱时,到达磁芯的绕线起始端,控制器指示绕线座转动进行绕线,导线针头移动至磁芯的绕线结尾端,所述导线经过后端压线组件,所述控制器指示后端压线组件压住导线的后端部分。
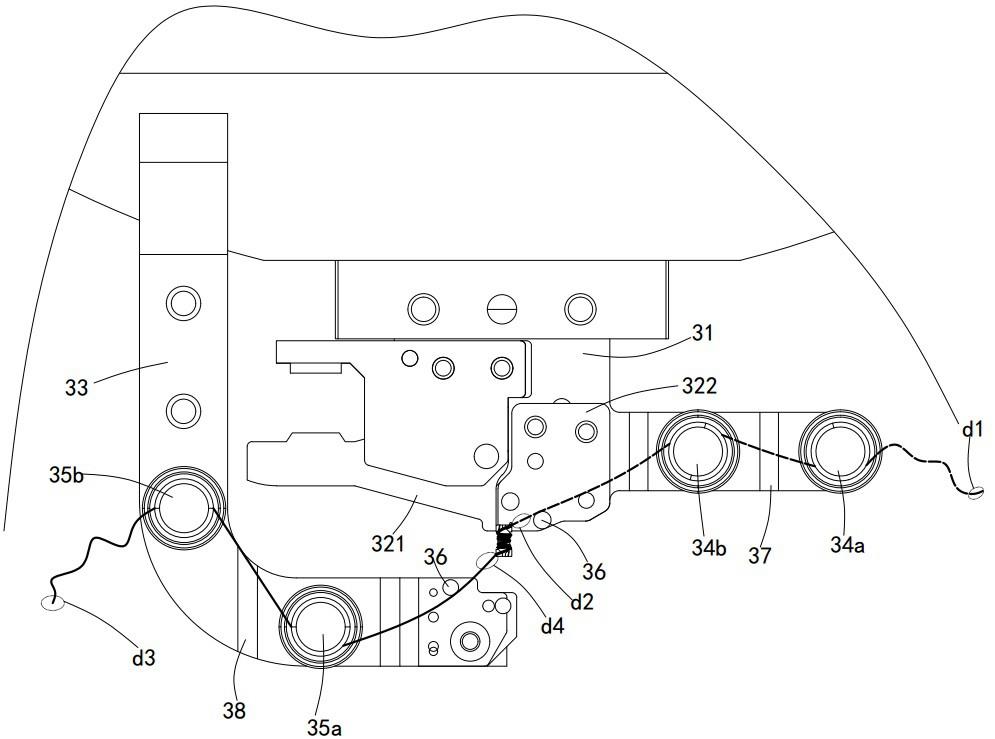
12、进一步的,所述前端压线组件包括第一前端压线柱和第二前端压线柱,所述第一前端压线柱和第二前端压线柱之间具有间隔;所述后端压线组件包括第一后端压线柱和第二后端压线柱,所述第一后端压线柱和第二后端压线柱之间具有间隔;所述磁芯夹持组件、绕线支架上均设置有用于引导导线走向的导柱;
13、所述设定路径具体包括:所述导线针头依次经过第一前端压线柱、第二前端压线柱、所述磁芯夹持组件上的导柱、所述绕线支架上的导柱、第一后端压线柱以及第二后端压线柱;
14、其中,当导线经过第一前端压线柱和第二前端压线柱时,所述控制器指示第一前端压线柱和第二前端压线柱分别压住导线的前端部分;当导线经过所述磁芯夹持组件的导柱后,到达磁芯的绕线起始端,所述控制器指示绕线座转动进行绕线,导线针头移动至磁芯的绕线结尾端后,再经过绕线支架上的导柱;所述导线经过第一后端压线组件和第二后端压线组件时,所述控制器指示第一后端压线柱和第二后端压线柱分别压住导线的后端部分。
15、进一步的,所述磁芯夹持组件包括设置于所述绕线座上的第一夹持件、与所述第一夹持件相匹配的第二夹持件,所述第一夹持件转动连接于所述绕线座上,且所述第一夹持件和绕线座之间连接有弹性复位件,所述导柱设置于所述第二夹持件上。
16、进一步的,所述绕线座上设置有第一避让槽,所述第一避让槽位于所述第一前端压线柱和第二前端压线柱之间;所述绕线支架设置有第二避让槽,所述第二避让槽位于所述第一后端压线柱和第二后端压线柱之间。
17、进一步的,所述导线针头沿顺时针方向从所述第一前端压线柱经过后,沿逆时针方向从所述第二前端压线柱经过;所述导线针头沿顺时针方向从所述第一后端压线柱经过后,沿逆时针方向从所述第二后端压线柱经过。
18、进一步的,所述供线机构包括设置于所述机台上的固定座,设置于所述固定座上的多轴移动模组,与所述多轴移动模组连接的移动座,与所述移动座转动连接的导线座,以及设置在所述移动座上的用于驱动导线座转动的导线驱动件,所述导线针头连接于所述导线座,所述导线针头从移动座的底部伸出,且所述导线针头设置有至少一个。
19、进一步的,所述机台对应所述供线机构的位置设置有用于驱动所述绕线座转动的绕线驱动机构,所述绕线驱动机构包括设置于所述机台上的绕线支撑座,设置于所述绕线支撑座上的第一直线驱动模组,以及与所述第一直线驱动模组连接的绕线驱动件;所述绕线驱动件的输出端通过设置于所述转盘机构的传动组件与所述绕线座传动连接,所述第一直线驱动模组沿所述转盘机构的径向方向设置,所述绕线驱动件在所述第一直线驱动模组的驱动下靠近或远离所述转盘机构,使得所述绕线驱动件的输出端与所述传动组件连接或分离。
20、进一步的,所述焊接机构包括设置于所述机台上的焊接支撑座,沿所述转盘机构的径向设置于所述焊接支撑座上的第二直线驱动模组,与所述第二直线驱动模组连接的焊接支架,沿竖直方向设置于所述焊接支架上的第三直线驱动模组,与所述第三直线驱动模组连接的焊接组件。
21、进一步的,所述转盘机构的周向还设置有出料工位,所述供线工位设置有两个,包括第一供线工位和第二供线工位,所述焊接工位设置有两个,包括第一焊接工位、第二焊接工位,所述废线回收工位设置有两个,包括第一废线回收工位和第二废线回收工位;所述磁芯上料工位、第一供线工位、第一焊接工位、第一废线回收工位、第二供线工位、第二焊接工位、第二废线回收工位、出料工位环绕所述转盘机构依次设置,所述供线机构设置有两个,分别设置于第一供线工位和第二供线工位,所述焊接机构设置有两个,分别设置于第一焊接工位和第二焊接工位,所述废线回收机构设置有两个,分别设置于第一废线回收工位和第二废线回收工位;所述裁线机构设置有两个,所述裁线机构还包括设置于所述转盘机构上方的裁线支撑组件和裁线驱动组件,裁线组件与所述裁线驱动组件连接,所述裁线驱动组件沿竖直方向设置。
22、进一步的,所述具有废线回收功能的双线绕线系统还包括磁芯上料机构,所述磁芯上料机构位于所述磁芯上料工位,所述磁芯上料机构包括设置于所述机台上的振动盘,设置于所述机台上的第一上料支架,设置于所述第一上料支架上的上料驱动组件,以及与所述上料驱动组件连接的取料件。
23、进一步的,所述具有废线回收功能的双线绕线系统还包括设置于所述转盘机构上的焊接辅助机构,所述焊接辅助机构位置与所述焊接机构对应,所述焊接辅助机构包括设置于所述转盘机构上的辅助支架,设置于所述辅助支架上的下压驱动组件,与所述下压驱动组件连接的两个压线件,两个压线件分别用于压住导线前端靠近磁芯的部分、导线末端靠近磁芯的部分;所述绕线支架设置有与所述压线件对应的压线槽。
24、进一步的,所述废线回收机构包括设置于所述机台上的排废支架,设置于所述排废支架上的第一排废驱动模组,与所述第一排废驱动模组连接的第二排废驱动模组,所述废线夹持组件与所述第二排废驱动模组连接;所述第一排废驱动模组沿水平方向设置,驱动所述废线夹持组件靠近或远离所述转盘机构;所述第二排废驱动模组沿竖直方向设置。
25、对比现有技术,本发明具有以下有益效果:
26、本发明的绕线座上设置了前端压线组件,绕线支架上设置了后端压线组件,绕线时在控制器的控制下导线沿着设定路径行走,既保证了绕线质量,又使得前端压线组件和后端压线组件可以分别压紧导线的前端部分和后端部分,便于废线回收机构将废线夹走,相较于传统的负压吸附方式,可以降低大量能耗,节省生产成本。
- 还没有人留言评论。精彩留言会获得点赞!