电芯承载平台更换机构的制作方法
本技术属于电池生产设备,具体的为一种电芯承载平台更换机构。
背景技术:
1、随着电池生产技术的发展,叠片工艺得到较快发展。现有的叠片装置中,叠片台固定安装在叠片座上,当电芯叠片完成后,则需要采用夹爪等机构将叠片完成的电芯转移出叠片台,以进行下一个电芯的生产。由于刚叠片完成的电芯还未经过热压工序,电芯的各层极片以及隔膜之间处于较为蓬松的状态,采用夹爪等工具转移电芯,则容易导致各层极片之间产生错位,进而降低叠片精度。
2、同理,在电芯叠片生产过程中,叠片台上已经叠片的各层极片及隔膜之间也都处于较为蓬松的状态,若不对其进行限制,则会导致各层极片之间错位,降低电芯叠片精度。因此,现有技术中,一般采用压刀机构将已经叠片的各层极片及隔膜压紧固定。压刀机构包括压刀和驱动压刀动作的压刀驱动机构。在叠片过程中,压刀具有进刀、下压、退刀和上提等动作过程,现有技术中一般采用多个伺服电机或多个气缸等动力元件组合使用来驱动。多个动力元件的组合使用虽然在一定程度上能够满足使用要求,但无疑会增加结构的复杂程度以及控制难度,导致压刀机构的体积较大,成本较高。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种电芯承载平台更换机构,能够满足电芯叠片生产的要求,且通过使电芯承载平台与电芯同步转移,能够防止电芯的各层极片之间在转移过程中产生错位,提高电芯叠片精度。
2、为达到上述目的,本实用新型提供如下技术方案:
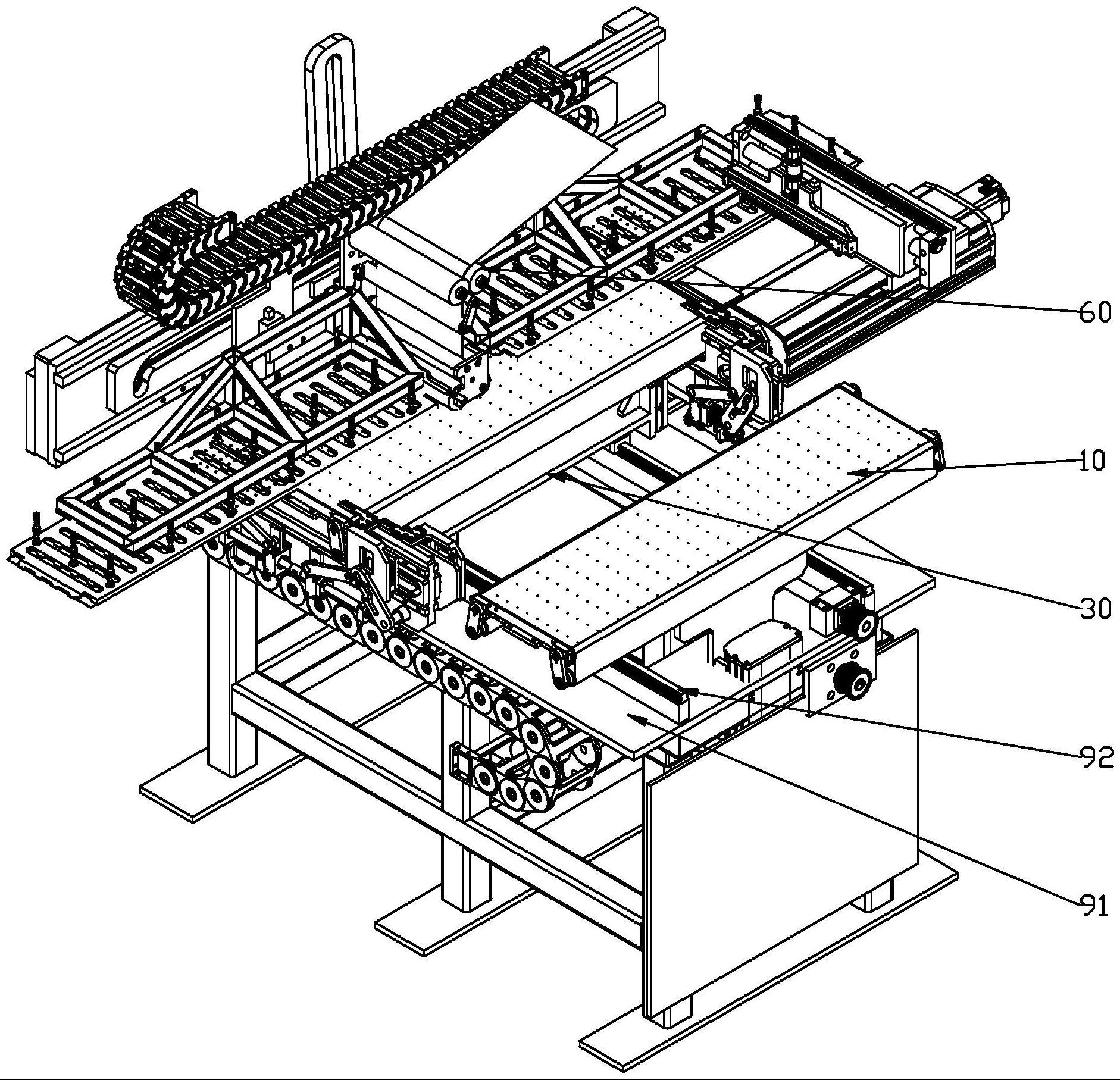
3、一种电芯承载平台更换机构,包括支撑座和叠片台组件,所述叠片台组件包括叠片座,所述叠片座上设有用于放置电芯承载平台的第一放置工位;所述支撑座上设有转移轨道,所述叠片座与所述转移轨道滑动配合;所述支撑座上沿着所述转移轨道的依次设有:
4、叠片工位,用于电芯叠片;
5、转移工位,用于取走电芯承载平台及叠片完成的电芯;
6、换新工位,用于在第一放置工位上放置新的电芯承载平台;
7、所述支撑座上设有用于驱动所述叠片座沿着所述转移轨道移动的转移驱动机构。
8、进一步,所述换新工位内设有顶升支座和用于驱动所述顶升支座沿着垂直于所述转移轨道的竖直方向移动的顶升机构,所述顶升支座上设有用于放置电芯承载平台的第二放置工位。
9、进一步,所述顶升支座上设有顶升支撑板,所述第二放置工位设置在所述顶升支撑板上,所述叠片座上与所述顶升支撑板对应设有让位槽。
10、进一步,所述叠片座上设有压刀装置,所述压刀装置包括两个压刀组件,两个所述压刀组件分别位于叠片座的两端;所述压刀组件包括两个双压刀联动机构,所述双压刀联动机构包括两个压刀机构,两个所述压刀机构分别对称设置在叠片座同一端的两侧;
11、所述压刀机构包括压刀、压刀移动机构和压刀驱动机构;
12、所述压刀移动机构包括支撑板、内侧板、外侧板和动轴,所述内侧板位于所述支撑板与所述外侧板之间;所述支撑板上设有第一轨道,所述内侧板与所述第一轨道滑动配合,所述内侧板上设有第二轨道,所述外侧板与所述第二轨道滑动配合;所述第一轨道和第二轨道之间相互垂直,所述压刀安装在所述外侧板上;
13、所述支撑板上设有用于约束所述压刀移动轨迹的压刀轨道;所述压刀轨道包括相互平行的进刀平直段和退刀平直段,所述进刀平直段位于所述退刀平直段的上方,所述进刀平直段与所述退刀平直段的两端之间分别设有下压倾斜段和上提倾斜段;
14、所述动轴的内端与所述压刀轨道滑动配合;所述内侧板上设有用于所述动轴穿过的镂空孔,所述外侧板与所述动轴转动配合;
15、所述外侧板与所述内侧板之间设有双铰连杆,所述双铰连杆分别与所述外侧板和内侧板铰接连接;所述第一轨道与所述进刀平直段平行,所述压刀驱动机构用于驱动所述内侧板沿着所述第一轨道移动;
16、属于同一个所述双压刀联动机构的两个压刀机构的所述内侧板沿着对应的所述第一轨道朝向相反的方向同步移动,以驱动该两个压刀机构的所述压刀同步做进刀或退刀运动;位于叠片座同一端同一侧的两个压刀机构的所述内侧板沿着对应的所述第一轨道朝向相反的方向同步移动,以驱动该两个压刀机构的所述压刀分别做进刀和退刀运动。
17、进一步,所述压刀移动机构还包括定轴,所述定轴安装在所述支撑板上,所述定轴上设有与其转动配合的导向板,所述导向板上设有用于辅助所述动轴转向的约束轨道,所述动轴的外端与所述约束轨道滑动配合。
18、进一步,所述约束轨道包括第一约束段和第二约束段,所述第一约束段和第二约束段之间设有换向过渡段,且当所述动轴的内端位于所述退刀平直段与下压倾斜段之间以及所述动轴的内端位于所述进刀平直段与上提倾斜段之间时,所述动轴的外端位于所述换向过渡段内。
19、进一步,所述下压倾斜段的下端位于其上端朝向进刀方向的一侧,所述上提倾斜段的下端位于其上端朝向进刀方向的一侧。
20、进一步,所述压刀驱动机构包括与所述第一轨道平行的螺纹丝杆和与所述螺纹丝杆配合的驱动螺母,所述驱动螺母与所述内侧板之间固定连接;当属于同一个双压刀联动机构的两个所述压刀机构的螺纹丝杆的螺纹旋向相同时,该两个压刀机构的所述螺纹丝杆的旋转方向相反;或,当属于同一个双压刀联动机构的两个所述压刀机构的螺纹丝杆的螺纹旋向相反时,该两个压刀机构的所述螺纹丝杆的旋转方向相同。
21、进一步,属于同一个双压刀联动机构的两个所述压刀机构的螺纹丝杆设为一体并构成双联螺杆,所述双联螺杆上设有两个螺纹段,两个所述螺纹段的螺纹旋向相反,两个所述压刀机构的所述驱动螺母分别与两段螺纹段配合。
22、进一步,所述压刀驱动机构还包括压刀动力机构,所述压刀动力机构包括压刀动力电机,所述压刀动力电机驱动两根分别属于两个所述双压刀联动机构的所述双联螺杆同步转动;当与位于叠片座同一端同一侧的两个所述压刀机构对应设置的螺纹段的螺旋方向相反时,所述压刀动力电机驱动两根所述双联螺杆转动的方向相同;当与位于叠片座同一端同一侧的两个所述压刀机构对应设置的螺纹段的螺旋方向相同时,所述压刀动力电机驱动两根所述双联螺杆转动的方向相反。
23、进一步,所述压刀组件还包括压刀安装架,所述支撑板固定安装在所述压刀安装架上;所述压刀安装架与设置在叠片座两端的竖直轨道滑动配合,且所述压刀安装座与叠片座之间设有用于驱动所述压刀安装架沿着所述竖直轨道移动的电磁铁组件。
24、本实用新型的有益效果在于:
25、本实用新型的电芯承载平台更换机构,通过在叠片台组件上设置叠片座,并在叠片座上设置第一放置工位,将电芯承载平台放置在第一放置工位上,如此,在电芯生产过程中,利用叠片组件直接在电芯承载平台上进行电芯叠片;电芯叠片完成后,将叠片座移动到取走工位,将电芯与电芯承载平台作为一个整体取走转移,而后将叠片座移动到换新工位,在第一放置工位上更换新的电芯承载平台,最后将叠片座移动到叠片工位进行下一个电芯的叠片生产;如此往复,既能够满足电芯叠片的生产要求,通过使电芯承载平台与电芯同步转移,还能够防止电芯的各层极片之间在转移过程中产生错位,提高电芯叠片精度。
26、通过在叠片座上设置压刀装置,通过在叠片座的两端分别设置压刀组件,利用两个压刀组件可分别压住已经叠片的电芯的两端;通过将压刀组件设为两个双压刀联动机构,使属于同一个双压刀联动机构的两个压刀机构同步做进刀或退刀运动,使分别属于两个双压刀联动机构的压刀机构分别做进刀和退刀运动,如此,两个双压刀联动机构可交替压在电芯上,以满足电芯叠片时压刀切换的要求;
27、其中,压刀机构的原理如下:当驱动内侧板沿着第一轨道移动时,在内侧板和外侧板之间设有的双铰连杆的作用下,外侧板相对于内侧板沿着第二轨道移动,同时外侧板的移动还受到动轴的约束,动轴的移动受到压刀轨道的约束;如此,即可使外侧板相对于支撑板做沿着压刀轨道的运动;通过在压刀轨道上设置进刀平直段、退刀平直段、下压倾斜段和上提倾斜段,动轴沿着压刀轨道做回转运动;当动轴位于进刀平直段,安装在外侧板上的压刀朝向叠片座移动(即进刀运动);当动轴位于下压倾斜段时,压刀朝向叠片座向下移动(即下压运动);当动轴位于退刀平直段时,压刀朝远离叠片座的方向移动(即退刀运动);当动轴位于上提倾斜段时,压刀向上移动(即提刀运动);如此,仅需要一个动力源驱动内侧板沿着第二轨道移动,即可驱动压刀实现进刀、下压、退刀和上提等动作过程,能够有效简化结构并提高设备可靠性。
- 还没有人留言评论。精彩留言会获得点赞!