一体式辊压成型框架的制作方法
本技术涉及辊压型材,具体地,涉及一种一体式辊压成型框架。
背景技术:
1、现有中一般采用对钢型材和钢板进行拼焊方式制作电池包框架,现有电池包框架的主结构包括底板、左横梁、右横梁、前横梁以及后横梁,加工方式为对横梁之间的连接处进行拼焊,形成一预制框架,再对横梁与底板之间的连接处进行拼焊,之后预制框架和托底钢板进行焊接,最终形成一电池包托盘,四个横梁一般是采用矩形状中空型材。因为四个横梁均为中空结构,支撑强度较低,在车辆运行的振动过程中容易发生变形,进而对电池包造成损坏,除此之外,由于框架四周前梁、后梁、左梁、右梁和和底板在结构上为分体结构,必须通过焊接才能连接为一整体,由于在焊接过程中工艺参数、装配间隙等均会导致焊接缺陷,导致气密性不通过这一技术难题,同时分体式焊接结构,底板受承载力高,在车辆运行的振动过程中,因疲劳导致焊缝失效。
2、上述的电池包框架还存在如下缺点为:a、采用的物料种类多,包括底板、左横梁、右横梁、前横梁以及后横梁等五种物料;b、加工流程长,生产效率低,框架物料辊压→焊接→框架拼焊→钢板和框架拼焊→激光切孔;c、质量控制和焊接难度高,由于焊接后变形量大,尺寸精度低,为保证铆接孔安装精度,需要后道激光切割加工;d、设备投资、加工、人工等成本高。
技术实现思路
1、针对现有技术中的缺陷,本实用新型的目的是提供一种一体式辊压成型框架。
2、根据本实用新型提供的一种一体式辊压成型框架,包括:框架本体,所述框架本体包括一体成型设置的底板部、左纵梁部以及右纵梁部;
3、所述左纵梁部和所述右纵梁部连接设置在所述底板部的两端;
4、所述左纵梁部和所述右纵梁部分别为如下任意一种型材结构:第一日字型结构、第二日字型结构、目字型结构、l型结构、单口型结构、双口型结构。
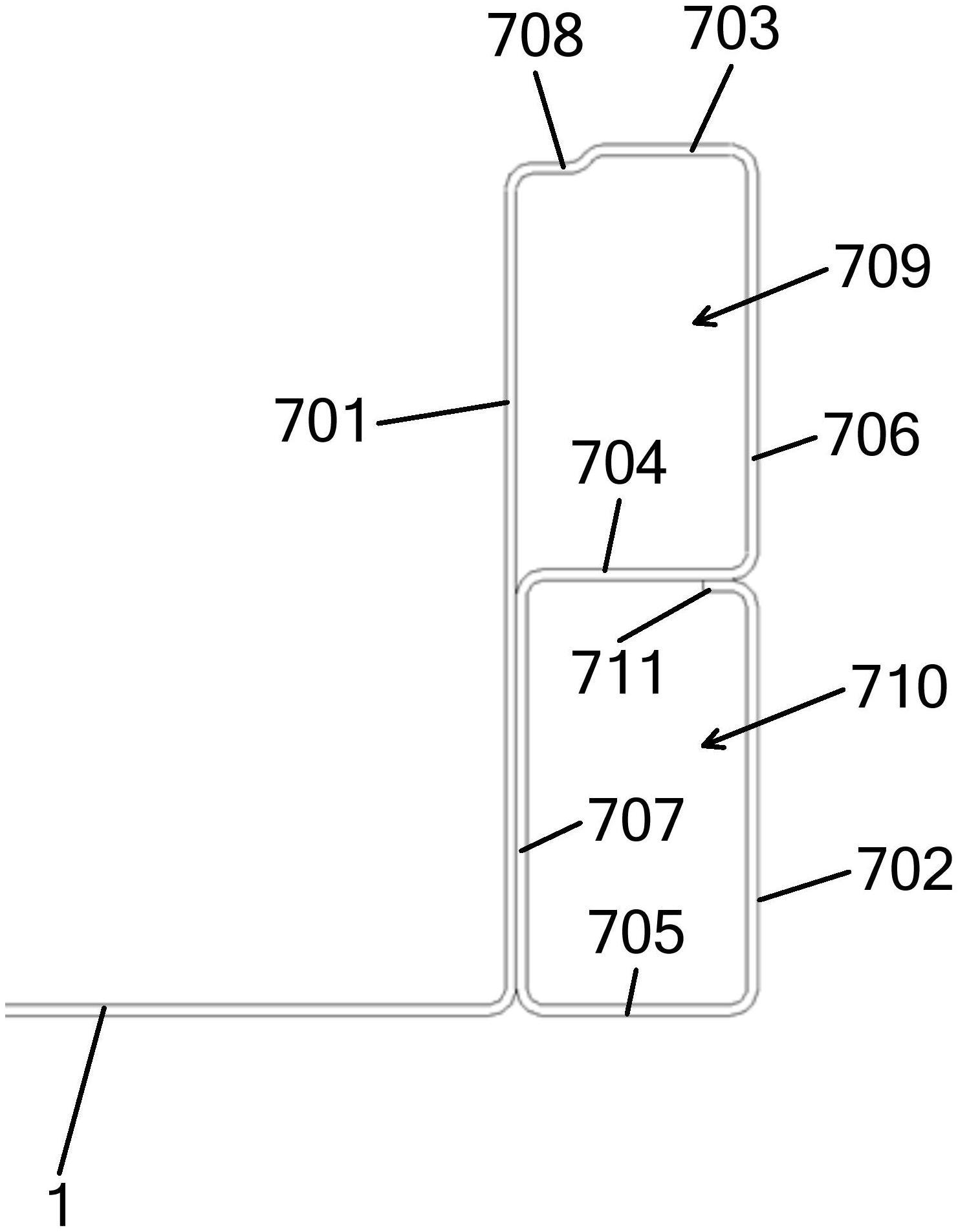
5、优选的,所述第一日字型结构包括一体成型设置的第一连接壁、第一中间支撑结构以及第二连接壁;
6、所述中间支撑结构包括依次连接且开口方向相反的第一凹口结构和第二凹口结构;
7、所述第一连接壁依次连接所述第一凹口结构的开口端和所述第二凹口结构的凸起端;所述第二连接壁连接所述第二凹口结构的开口端;
8、所述第一凹口结构与所述第一连接壁之间形成第一腔体,所述第二凹口结构与所述第二连接壁之间形成第二腔体;
9、所述第一连接壁的一端一体成型设置在所述底板部上。
10、优选的,所述第二日字型结构包括一体成型设置的第三连接壁、第二中间支撑结构以及第四连接壁;
11、所述中间支撑结构包括依次连接且开口方向相反的第三凹口结构和第四凹口结构;
12、所述第三连接壁依次连接所述第三凹口结构的开口端和所述第四凹口结构的凸起端,所述第三凹口结构用于连接所述第三连接壁的一开口端为弯折结构;所述第四连接壁连接所述第四凹口结构的开口端;
13、所述第三凹口结构与所述第三连接壁之间形成第三腔体,所述第四凹口结构与所述第四连接壁之间形成第四腔体;
14、所述第三连接壁的一端一体成型设置在所述底板部上。
15、优选的,所述目字型结构包括一体成型设置的第五连接壁、第三中间支撑结构以及第六连接壁;
16、所述第三中间支撑结构包括依次连接且开口方向交错相反的第五凹口结构、第六凹口结构以及第七凹口结构;
17、所述第五连接壁依次连接所述第六凹口结构的开口端和所述第七凹口结构的凸起端;所述第六连接壁依次连接所述第五凹口结构的开口端、所述第六凹口结构的凸起端以及所述第七凹口结构的开口端;
18、所述第五凹口结构与所述第六连接壁之间形成第五腔体,所述第六凹口结构与所述第五连接壁之间形成第六腔体,所述第七凹口结构与所述第六连接壁之间形成第七腔体;
19、所述第五连接壁的一端一体成型设置在所述底板部上。
20、优选的,所述l型结构包括一体成型设置的第七连接壁、第四中间支撑结构以及第八连接壁;
21、所述第四中间支撑结构包括依次连接且开口方向相反的第八凹口结构和第九凹口结构;
22、所述第七连接壁依次连接所述第八凹口结构的开口端和所述第九凹口结构的凸起端;所述第八连接壁连接所述第九凹口结构的开口端;
23、所述第八凹口结构与所述第七连接壁之间形成第八腔体,所述第九凹口结构与所述第八连接壁之间形成第九腔体;
24、所述第七连接壁的一端一体成型设置在所述底板部上。
25、优选的,所述单口型结构包括一体成型设置的第九连接壁和第十凹口结构;
26、所述第九连接壁连接所述第十凹口结构的开口端,所述第九连接壁和所述第十凹口结构之间形成有第十腔体;
27、所述第十凹口结构设置在所述第九连接壁的一端,所述第九连接壁的另一端一体成型设置在所述底板部上。
28、优选的,所述双口型结构包括一体成型设置的第十连接壁、第五中间支撑结构以及第十一连接壁;
29、所述第五中间支撑结构包括开口方向相同的第十一凹口结构和第十二凹口结构,所述第十一凹口结构、所述第十一连接壁以及所述第十二凹口结构依次连接;
30、所述第十连接壁依次连接所述第十一凹口结构的开口端、所述第十一连接壁以及所述第十二凹口结构的开口端;
31、所述第十一凹口结构与所述第十连接壁之间形成第十一腔体,所述第十二凹口结构与所述第十连接壁之间形成所述第十二腔体;
32、所述第十连接壁一端一体成型设置在所述底板部上。
33、优选的,所述框架本体还包括前横梁部和后横梁部;所述前横梁部、所述后横梁部与所述底板部一体成型连接;
34、所述左纵梁部、所述右纵梁部、所述前横梁部以及所述后横梁部连接设置在所述底板部的四周边缘位置处;
35、所述左纵梁部、所述右纵梁部、所述前横梁部以及所述后横梁部分别为如下任意一种型材结构:第一日字型结构、第二日字型结构、目字型结构、l型结构、单口型结构、双口型结构。
36、优选的,所述前横梁部的两端分别与所述左纵梁部、所述右纵梁部焊接连接;
37、所述后横梁部的两端分别与所述左纵梁部、所述右纵梁部焊接连接。
38、优选的,所述左纵梁部和所述右纵梁部为辊压成型结构,所述前横梁部和所述后横梁部为折弯成型结构。
39、优选的,所述框架本体为600mpa强度及以上的高强度钢。
40、与现有技术相比,本实用新型具有如下的有益效果:
41、1、本实用新型的左纵梁部、右纵梁部、前横梁部、所述后横梁部的结构均为日字型结构、目字型结构、l型结构、单口型结构、双口型结构的其中一种,每种结构的支撑强度均强于一般的矩形中空型材,大大提高了电池包框架的支撑强度,且根据电池包框架所设置的位置和与纵横梁部连接的外部结构,可以将纵横梁部设置为相应的上述结构,通过上述不同结构的搭配使用,能够进一步提高电池包框架的实用性;
42、2、本实用新型的电池包框架为一体式辊压成型结构,各结构之间均为一体成型连接,整体式结构极大减少拼焊位置,能够解决拼焊过程中因焊接缺陷引起的气密性问题;
43、3、本实用新型的底板与纵横梁部结构为一体成型连接,形成一整体,承载能力更高,可以避免电池托盘承载振动中因疲劳导致焊缝失效等风险;
44、4、本实用新型的底板和纵横梁部结构均为高强度钢,整体结构能够实现通过辊压成型工艺制备,可以保证产品质量好、生产稳定性、生产效率;
45、5、本实用新型的整体结构为一钢板形成的辊压结构,所需物料为1种,减少物料种类,降低采购周期和成本;
46、6、本实用新型的结构能够实现辊压成型,减少了焊接工序和焊接量,成型精度更高,框架的一体性确保结构的整体强度和刚度,提高了结构的防碰撞性能。
- 还没有人留言评论。精彩留言会获得点赞!