胶塞结构、顶盖组件、储能装置及用电设备的制作方法
本技术涉及储能,尤其涉及一种胶塞结构、顶盖组件、储能装置及用电设备。
背景技术:
1、通常情况下,电池包括壳体、电芯及顶盖,电芯内置在壳体的内腔中,顶盖密封在壳体的开口处,以实现对壳体的内腔的密封。其中,顶盖上通常设有注液孔,从而可以通过注液孔向壳体的内腔中注入电解液,以使电芯浸润在电解液中。而为了确保在注液完成后,电芯可以放置在一个密封的腔体内,通常会利用胶钉和密封片对注液孔进行密封。
2、在相关技术中,胶钉和密封片通常是按照以下步骤装配至注液孔:注液完成后,首先将胶钉装配至注液孔内,并使胶钉的一端凸出注液孔外,然后将密封片装配至注液孔处,并通过焊接的方式实现密封片与顶盖的密封连接。然而,在注液过程中,往往会发生电解液流到注液孔的周缘(即顶盖与密封片焊接的焊接区域)的情况,污染焊接区域,导致焊接不良,如此会影响注液孔的封口,导致密封效果较差。
技术实现思路
1、本实用新型实施例公开了一种胶塞结构、顶盖组件、储能装置及用电设备,能够保证在焊接时,注液孔附近清洁,避免电解液污染密封片的焊接区域,以确保焊接效果,从而提升胶塞结构的密封效果。
2、为了实现上述目的,第一方面,本实用新型公开了一种胶塞结构,用于穿设在顶盖板上的注液孔,所述胶塞结构包括:
3、胶钉,所述胶钉用于穿设在所述顶盖板上的注液孔,所述胶钉具有沿其轴向上的第一端部和第二端部,所述第一端部设置有第一连接部,所述第二端部位于所述注液孔外并用于与所述顶盖板止抵,且所述胶钉设置有贯通的第一注液通道,所述第一注液通道贯通所述第一端部的端面和所述第二端部的端面;以及
4、吸液部件,所述吸液部件设置有第二连接部,所述第二连接部可拆卸地连接于所述第一连接部,且所述吸液部件设置有贯通的第二注液通道,所述第二注液通道与所述第一注液通道相连通。
5、在本技术提供的胶塞结构中,通过增设吸液部件,并在胶钉的第一端部设置第一连接部,在吸液部件设置与第一连接部形成可拆卸结构的第二连接部,同时还在胶钉上开设第一注液通道,在吸液部件上开设第二注液通道,从而可以在注液前先将胶钉塞入顶盖板的注液孔,然后再将注液针依次插入第二注液通道和第一注液通道中进行注液,待注液完成后,使第一连接部和第二连接部分开,以将吸液部件从第一端部拆卸下来,最后在焊接密封片,由于在注液过程中是将注液针依次插入第二注液通道和第一注液通道中进行注液的,能减少注液过程中漏液的情况,即使有漏液,电解液也会被吸液部件吸收,避免了电解液污染注液孔的周缘,即避免了电解液污染密封片和顶盖板焊接的焊接区域,从而能够保证在焊接时,注液孔附近清洁,避免电解液污染密封片的焊接区域,以确保密封片的焊接效果,进而能提升密封效果,节省了人工手动清洁注液孔的周缘的成本,提升效率。
6、另外,可以理解的,如果在焊接密封片之前不将吸液部件从胶钉上拆卸下来,为了确保密封片能够和顶盖板焊接,通常需要将吸液部件完全藏在注液孔中,这不仅会存在装配焊接密封片时挤压到吸液部件导致电解液溢出污染密封片的焊接区域的情况,同时还需要增加顶盖板的厚度,以增大注液孔在顶盖板厚度方向上的深度,从而才可以将吸液部件完全藏在注液孔中,所以采用吸液部件可拆卸连接于胶钉的技术方案,在注液完成以后,可以先将吸液部件从胶钉上拆卸下来,然后再装配密封片进行焊接,如此一方面,不仅能避免在装配焊接密封片时挤压到吸液部件导致电解液溢出污染密封片的焊接区域的情况,同时还能避免吸液部件占用密封片的安装位置,从而避免吸液部件对密封片的后续焊接造成影响;另一方面,还可以实现顶盖板的轻薄化设计。同时也正是因为吸液部件是可拆卸地连接于胶钉的第一端部,而在拆卸吸液部件时,通常是对吸液部件施加向上(即远离第二端部的方向)的作用力,以将吸液部件从胶钉上拆卸下来,而在这一过程中,胶钉也会受到向上的作用力,所以通过使胶钉的第二端部位于注液孔外并用于与顶盖板止抵,能够在拆卸吸液部件时,避免一并将胶钉拔出注液孔的情况。
7、作为一种可选的实施方式,在本实用新型第一方面的实施例中,所述吸液部件的朝向所述胶钉的表面设有凹槽,所述第一端部嵌设于所述凹槽中,所述第一连接部设置于所述第一端部的周侧面,所述第二连接部设置于所述凹槽的侧壁面。通过将胶钉的第一端部嵌设在吸液部件的凹槽中,能增大吸液部件和胶钉之间的连接面积,从而有利于提高吸液部件和胶钉的连接稳定性。
8、作为一种可选的实施方式,在本实用新型第一方面的实施例中,所述第一连接部和所述第二连接部中的一个为卡槽,所述第一连接部和所述第二连接部中的另一个为卡凸部,所述卡凸部嵌设于所述卡槽中。如此使得吸液部件和胶钉之间的可拆卸连接方式为卡扣连接,相较于螺纹连接的可拆卸连接方式,采用卡扣连接的可拆卸连接方式,能更加方便吸液部件和胶钉之间的拆装。
9、作为一种可选的实施方式,在本实用新型第一方面的实施例中,所述第一连接部和所述第二连接部均为多个,多个所述第一连接部沿所述胶钉的周向均匀分布在所述第一端部的周侧面,多个所述第二连接部沿所述胶钉的周向均匀分布在所述凹槽的侧壁面,且多个所述第二连接部与多个所述第一连接部一一对应并分别可拆卸地连接于多个所述第一连接部。通过设置多个第一连接部和多个第二连接部,并使多个第一连接部和多个第二连接部均匀分布,不仅使得吸液部件和第一端部形成多个连接位置,同时还能使吸液部件和第一端部受力均匀,从而能进一步提高吸液部件和第一端部的连接可靠性,进而能进一步提高吸液部件和胶钉的连接可靠性。
10、作为一种可选的实施方式,在本实用新型第一方面的实施例中,所述吸液部件的背向所述胶钉的表面凸设有夹持部,该夹持部用于在拆卸吸液部件时被夹持住,便于向吸液部件施加作用力,从而便于将吸液部件从胶钉上拆卸下来,例如可以借助机械手等工具夹持住夹持部将吸液部件从胶钉上拆卸下来,使得吸液部件的拆卸比较轻松、便捷。
11、作为一种可选的实施方式,在本实用新型第一方面的实施例中,所述吸液部件的背向所述胶钉的一侧设有抵接部,所述抵接部用于与顶盖板的背向所述第二端部的表面抵接。如此在注液时,能利用抵接部和顶盖板的止抵作用,限制吸液部件向下(即从吸液部件指向胶钉的方向)发生运动。
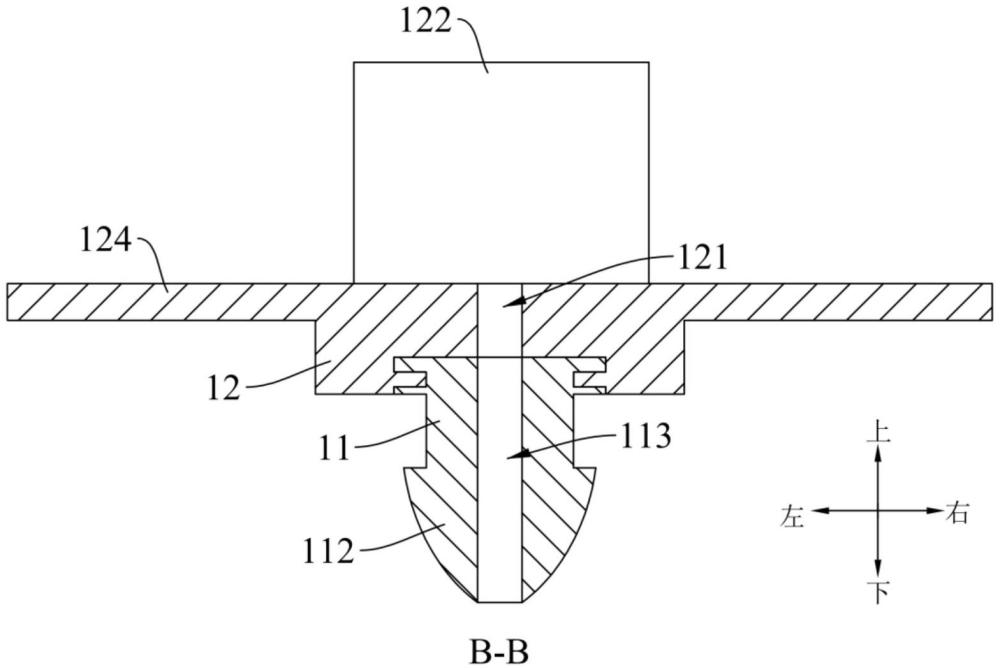
12、第二方面,本实用新型公开了一种顶盖组件,所述顶盖组件包括顶盖板、密封片以及如上述第一方面所述的胶钉,所述顶盖板设有注液孔,所述注液孔包括相连通的第一孔段和第二孔段,所述第一孔段的径向尺寸小于所述第二孔段的径向尺寸,以构造出台阶部,所述胶钉穿设在所述第一孔段中,所述第一端部位于所述第二孔段中与所述台阶部抵接,所述第二端部位于所述第一孔段外并与所述顶盖板止抵,所述密封片在吸液部件与所述第一端部拆分后焊接于所述第二孔段中。具有上述第一方面所述的胶塞结构的顶盖组件,同样能够保证在焊接时,注液孔附近清洁,避免电解液污染密封片的焊接区域,以确保焊接效果,从而提升胶塞结构的密封效果。
13、作为一种可选的实施方式,在本实用新型第二方面的实施例中,所述第一孔段的径向尺寸为d1,所述胶钉的径向尺寸为d2,d2>d1。这样,在将胶钉塞入注液孔后,胶钉受到第一孔段的孔壁的挤压作用会内缩,以使第一注液通道处于闭合状态,在注液时,注液针可以挤压第一注液通道的内壁并穿设于第一注液通道,进行正常注液,如此,在注液过程中,注液针和第一注液通道的内壁可以紧密贴合,以避免注液针和第一注液通道的内壁之间形成间隙,从而避免电解液从该间隙外漏至密封片的焊接区域。在拔出注液针后,第一注液通道的内壁不在受到注液针的挤压,使得第一注液通道可以重新恢复至闭合状态,由此可见,当将胶钉塞入注液孔后,除了在注液的时候,第一注液通道都是处于闭合状态的,如此能进一步降低电解液漏出的风险。
14、或者,所述第一注液通道的内壁凸设有连续的多个弹性齿牙部。在注液时,注液针可以穿设于第一注液通道并挤压第一注液通道的内壁,进行正常注液。而在不注液的时候,能够利用所述多个弹性齿牙部阻挡电解液,以减小电解液通过第一注液通道外漏至密封片的焊接区域的机率,从而能进一步降低电解液漏出的风险,以避免电解液污染密封片的焊接区域。
15、第三方面,本实用新型公开了一种储能装置,所述储能装置包括壳体、电极组件以及如上述第二方面所述的顶盖组件,所述壳体具有开口,所述电极组件内置于所述壳体中,所述顶盖板密封设置于所述开口处。具有上述第二方面所述的顶盖组件的储能装置,因第二方面所述的顶盖组件具有上述第一方面所述的胶塞结构所具备的有益效果,所以本实用新型第三方面公开的储能装置同样能够保证在焊接时,注液孔附近清洁,避免电解液污染密封片的焊接区域,以确保焊接效果,从而提升胶塞结构的密封效果。
16、第四方面,本实用新型公开了一种用电设备,所述用电设备具有如上述第三方面所述的储能装置。具有上述第三方面所述的储能装置的用电设备,因第三方面所述的储能装置具有上述第一方面所述的胶塞结构所具备的有益效果,所以本实用新型第四方面公开的用电设备同样能够保证在焊接时,注液孔附近清洁,避免电解液污染密封片的焊接区域,以确保焊接效果,从而提升胶塞结构的密封效果。
17、与现有技术相比,本实用新型的有益效果在于:
18、本实用新型实施例提供的胶塞结构、顶盖组件、储能装置及用电设备,通过增设吸液部件,并在胶钉的第一端部设置第一连接部,在吸液部件设置与第一连接部形成可拆卸结构的第二连接部,同时还在胶钉上开设第一注液通道,在吸液部件上开设第二注液通道,从而可以在注液前先将胶钉塞入顶盖板的注液孔,然后将注液针依次插入第二注液通道和第一注液通道中进行注液,待注液完成后,使第一连接部和第二连接部分开,以将吸液部件从第一端部拆卸下来,最后在焊接密封片,由于在注液过程中是将注液针依次插入第二注液通道和第一注液通道中进行注液的,能减少注液过程中漏液的情况,即使有漏液,电解液也会被吸液部件吸收,避免电解液污染注液孔的周缘,即避免电解液污染密封片和顶盖板焊接的焊接区域,从而能够保证在焊接时,注液孔附近清洁,避免电解液污染密封片的焊接区域,以确保密封片的焊接效果,进而能提升密封效果,节省人工手动清洁注液孔周缘的成本,提升效率。
19、另外,可以理解的,如果在焊接密封片之前不将吸液部件从胶钉上拆卸下来,为了确保密封片能够和顶盖板焊接,通常需要将吸液部件完全藏在注液孔中,这不仅会存在装配焊接密封片时挤压到吸液部件导致电解液溢出污染密封片的焊接区域的情况,同时还需要增加顶盖板的厚度,以增大注液孔在顶盖板厚度方向上的深度,从而才可以将吸液部件完全藏在注液孔中,所以采用吸液部件可拆卸连接于胶钉的技术方案,在注液完成以后,可以先将吸液部件从胶钉上拆卸下来,然后再装配密封片进行焊接,如此一方面,不仅能避免在装配焊接密封片时挤压到吸液部件导致电解液溢出污染密封片的焊接区域的情况,同时还能避免吸液部件占用密封片的安装位置,从而避免吸液部件对密封片的后续焊接造成影响;另一方面,还可以实现顶盖板的轻薄化设计。
- 还没有人留言评论。精彩留言会获得点赞!